銅質銘牌表面鍍鉻工藝的研究與開發
2011-08-29 06:24:02白慧艷
網印工業 2011年7期
文|白慧艷
銅質銘牌表面鍍鉻工藝的研究與開發
文|白慧艷

一、概述
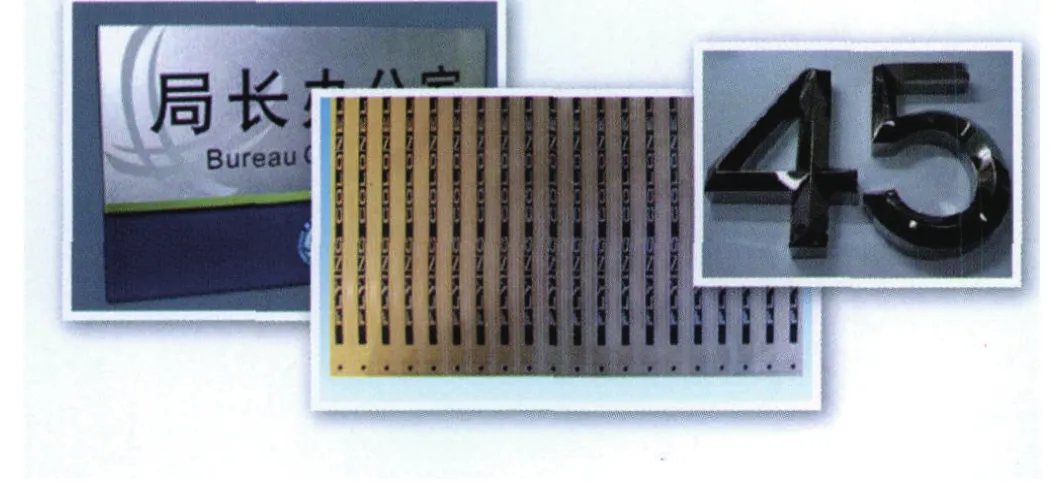
做為特殊場合耐腐蝕情況下使用的銅質銘、標牌,目前市場需求量激增,且在筆者公司此項工藝也是一項空白,促使大家必須進行這一方面的研究。這類特殊材料經過工藝技術處理,耐腐蝕及表面裝飾性進一步提高,特別是表面鍍鉻達到鏡面效果,大大優于其它銘、標牌的表面狀態,對于提升各產品的整體外觀水平具有積極的意義。
二、銘、標牌制作現有工藝及種類
目前銘、標牌制做的方法有以下幾種:
1.絲網漏印法;
2.氧化著色法;
3.鋁氧化表面噴丸印字;
4.平版制版;
5.腐蝕制做(凸、凹)字等工藝。
三、原因分析
目前筆者公司所有產品中使用最多的是鋁質銘、標牌腐蝕制版和絲網漏印方法。銅材質的銘、標牌也多是采用普通的腐蝕工藝,就美觀和裝飾性方面只能說是一般水平,且上述工藝方法已經沿習了30多年。
對于大型企業,隨著科學技術不斷發展和信息化時代的到來,產品不斷更新換代,各種性能也在不斷提高,外觀也越來越精巧,有必要就現有銘牌種類開發做出改進和努力。
四、解決辦法
為滿足市場多品種需求及提升公司整體產品檔次,通過業務學習和查找資料,找到一種新的銅銘、標牌腐蝕、噴漆、電鍍工藝。
下面介紹一下銅銘、標牌腐蝕、噴漆、電鍍工藝制作流程:
1.電腦激光繪圖→出光繪菲林底片;
2.銅質材料選擇→備料→前處理→刷光→光成像油墨絲印→干燥→曝光→顯影→后干燥→腐蝕(凸、凹) →噴漆→沖孔→切外形→去毛刺→拋光→電鍍→噴清漆→交驗。
銅質材料選擇
適合生產銘、標牌的牌號∶ H62Y、H62M、H62Y2等。
備料
按工藝及圖紙要求進行備料。
前處理
1.除油處理∶ 原材料購回后表面覆有一層保護膜,小心將保護膜揭掉,用軟棉布蘸120號汽油將板料表面擦拭干凈。
2.化學除油:為進一步除去材料上殘留的油污,常用化學除油工藝配方:
氫氧化鈉(NaOH):40~60g/L;溫度:50~80℃;時間:10~20min;
碳酸鈉(Na2CO3):20~30g/L;溫度:50~80℃;時間:10~20min。
3.刷光
將去油后的板料用刷光機進行刷光處理。
4.光成像油墨絲網漏印
網印光成像油墨是一道重要工序,油墨粘度為100~200dpa·s,溫度為25℃。需充分攪拌,靜置30min左右。印刷時的技術關系到油墨的曝光效果及附著力。網印時油墨厚度應達到13~18μm為宜,操作時蔽光。

5.干燥
將絲印好的銅板放入烘箱進行烘烤,溫度為80~90℃,時間30~40min。
6.曝光
選擇正確的曝光設備,現用ASA-SA8型號4000W大功率曝光機進行曝光,200~500mj/cm2,時間為25~28s。
7.顯影
在配制好的1~1.5%Na2CO3溶液30~40L中進行顯影。
8.后干燥
將顯影后的銅板用流水沖洗干凈后放入烘箱進行烘烤,溫度為145~150℃,時間為60min。
9.腐蝕
將銅板放入比重為40~420(波美度)的FeCl3溶液中進行腐蝕,時間為1~1.5min。
10.噴漆
按圖紙或用戶要求顏色進行噴漆,保證漆面光潔平整無顆粒。
11.沖孔
按圖紙技術要求沖出工件上全部孔,勿劃傷表面。
12.切外形
按圖紙技術要求剪切出工件外形,勿劃傷表面。
13.去毛刺
將工件孔及外形上毛刺進行去除,勿劃傷表面。
14.拋光
將工件(有圖形)面用手工進行拋光處理,去除表面劃傷。
15.電鍍
(1)電解去油配方
氫氧化鈉(NaOH):10~15g/L

時間:1~3min
碳酸鈉(Na2CO3):20~30g/L
溫度:60~80℃
磷酸鈉(Na2PO4):50~70g/L
電流密度:3~8A/dm2
硅酸鈉(Na2SiO3):10~15g/L
(2)熱水清洗
溫度:70~90℃
時間:10~15s
(3)化學浸酸
耐酸槽:鹽酸(HCl):100~200ml/L
時間:1~3min
(4)鍍銅
配方:焦磷酸銅(Cu2P2O7):60~80g/L
溫度:15~40℃
焦磷酸鉀(K4P2O7):550~600g/L
電流密度:0.6~0.8A/dm2
草 酸(H2C2O42H2O):18~25g/L
時間:厚度按要求
PH :8.2~8.8
(5)鍍光亮鎳
配方:硫酸鎳(NiSO46H2O):260~300g/L
溫度:55~65℃
氯化鎳(NiCl26H2O):50~70 6H2O
電流密度:2.2~6.5A/dm2
硼酸(H3BO3):40~50g/L
時間:按厚度要求
主光劑:Ni-88 :1~2ml/L
柔軟劑: A-5(4X): 9~12ml/L
濕潤劑:Y-19:3~4ml/L
(6 )鍍鉻配方
鉻酐(CrO3):200~300g/L
電流密度:15~35A/dm2
硫酸(H2SO4):1~1.2g/L
三價鉻(Cr3+):1~2g/L
蒸餾水: 6~8ml/L
(7)流水沖流
水槽內流水沖洗,時間為10~15s。
(8 )干燥
把工件放在烘臺上烘干至干燥為止。
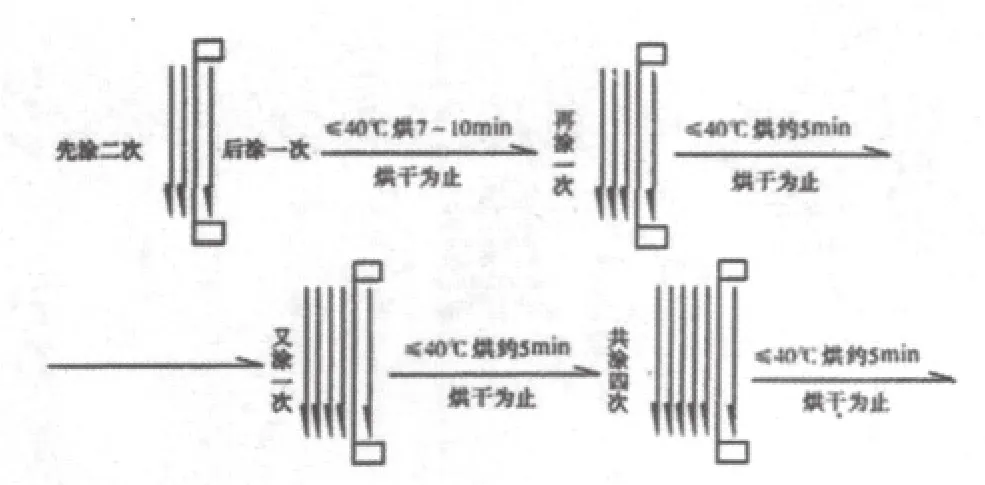
16.噴清漆
將工件按圖紙要求進行噴清漆,保證漆面無劃傷及顆粒,軟紙隔包傳送。
17.交驗
按圖紙及工藝和用戶要求對工件進行尺寸及表面狀態檢驗。
四、結論
上述方法制作出的銘、標牌,其工藝路線成熟,生產周期短,操作難度不大,字跡筆畫清晰,有立體感,合格率高達95%左右,完全能達到用戶和圖紙技術要求。且在筆者公司銘牌類零件生產中又增加了新的一個品種,改進了銘牌類幾十年品種一成不變的面貌,特別是其耐腐蝕、酸、堿及表面鏡面裝飾性能較其它名牌有了大大的提高。已生產了50多個批次,外形大小、料厚各異的銘標牌目前累計有5000多件,用戶方非常滿意。故該工藝制作的銘牌非常適合在腐蝕及惡劣環境中使用。
時代在改革中不斷前進。社會每前進一步,都離不開技術的改革和創新。只要能嚴格按照工藝流程,對每一道工序進行嚴格控制,同時不斷跟蹤和學習國內外標牌制作的新技術、新工藝、新材料,就一定能制作出更高質量和水平的銘、標牌。

猜你喜歡
汽車實用技術(2020年16期)2020-09-06 13:28:22
山東冶金(2019年6期)2020-01-06 07:45:54
當代工人(2019年20期)2019-12-13 08:26:11
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年9期)2017-11-27 02:14:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年12期)2014-02-27 14:10:44
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
