塑料半保持架注塑模具設(shè)計
2011-07-25 08:53:54李建星王子君王楓時連衛(wèi)寧仲
軸承 2011年1期
李建星,王子君,王楓,時連衛(wèi),寧仲
(洛陽軸研科技股份有限公司,河南 洛陽 471039)
在塑料制品的注塑模具設(shè)計中,塑件有內(nèi)、外側(cè)孔或側(cè)凸凹且與開模方向不一致時,需要使用抽芯機(jī)構(gòu)。對于結(jié)構(gòu)復(fù)雜的小型塑料制品,側(cè)型芯零件一般較小,采用斜導(dǎo)柱側(cè)向抽芯機(jī)構(gòu)制作的模具體積較大,造價高。文中針對塑料半保持架介紹了一種采用彎拉桿的抽芯機(jī)構(gòu),利用模具開合時彎拉桿的側(cè)向分力完成側(cè)向抽芯。詳細(xì)介紹了該模具的設(shè)計過程。
1 塑料半保持架結(jié)構(gòu)
保持架是軸承中將滾動體等距離地隔開,以防止運(yùn)轉(zhuǎn)過程中滾動體相互碰撞的一個重要組件。塑料半保持架同樣起隔離作用,但不分擔(dān)軸承載荷,主要要求其在啟動或運(yùn)轉(zhuǎn)時摩擦力矩要低,表面光滑、耐磨和摩擦系數(shù)低。該塑料半保持架結(jié)構(gòu)如圖1所示,呈半圓狀,角度為130°,外徑為Φ110.0 mm,寬度25.0 mm,平均壁厚3.0 mm,材料為GRPA66-25。由圖1可以看出,塑料半保持架側(cè)面上有12個兜孔,底部的內(nèi)、外側(cè)都有內(nèi)凹的圓弧,因此,內(nèi)側(cè)抽芯和外側(cè)抽芯是該保持架模具的設(shè)計關(guān)鍵。
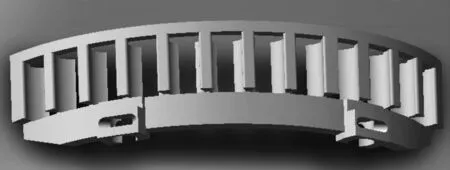
圖1 塑料半保持架結(jié)構(gòu)
2 模具結(jié)構(gòu)設(shè)計
2.1 澆注系統(tǒng)
塑料保持架模具一般采用潛伏式澆口,也稱隧道澆口,是點(diǎn)澆口在特殊場合下的一種應(yīng)用形式。潛伏式澆口潛入分型面一側(cè),沿斜向進(jìn)入型腔,在開模時,不僅能自動剪斷澆口,而且其位置可設(shè)在制品側(cè)面、端面和背面等隱蔽處,使制品外表面無澆口痕跡。
設(shè)計潛伏式澆口時,應(yīng)掌握好兩個角度,一個是澆口與主分型面的傾斜角度α1,另一個是澆口本身錐角β。α1一般在25°~45°內(nèi)選取,少數(shù)情況下可增大到60°。增大α1有利于澆口凝料的撥出,因此,對質(zhì)韌帶彈性的塑料,α1取較小值,硬而脆的塑料宜取較大值。β角一般應(yīng)小于15°,同樣,對質(zhì)韌帶彈性塑料可取較小值,硬而脆的塑料宜取較大值。對于同一種塑件,如α1較大,β可適當(dāng)取小,反之則應(yīng)加大。塑料半保持架的潛伏式澆口α1取35°,β取15°。
潛伏式澆口的進(jìn)料部分直徑d1一般取Ф0.6~2.0 mm,其經(jīng)驗公式為
(1)
式中:d1為點(diǎn)澆口直徑,mm;A1為型腔的表面積,即塑件外表面積,mm2;c為塑件厚壁的函數(shù)值,壁厚在3.0 mm時c=0.28;n1為塑料材料系數(shù),n1=0.8。
根據(jù)文獻(xiàn)[1]的聚酰胺(尼龍)點(diǎn)澆口推薦尺寸表,壁厚為1.5~3 mm的點(diǎn)澆口推薦尺寸為1.0~1.5 mm。因此,塑料半保持架模具應(yīng)設(shè)計兩個潛伏式澆口,澆口直徑d1取1.1 mm較合適,主流道到兩個潛伏式澆口的夾角約為100°。
2.2 抽芯機(jī)構(gòu)
2.2.1 外側(cè)抽芯
由于滑塊的外側(cè)抽芯距較小,滑塊厚度也較小,采用彎拉桿側(cè)向分型抽芯機(jī)構(gòu)最節(jié)省位置,且比較簡單。彎拉桿既起鎖緊滑塊的作用,在開模時又起斜導(dǎo)柱的作用。由于滑塊小,其上的斜槽又為通槽,使滑塊的強(qiáng)度大大降低,因此,根據(jù)模具結(jié)構(gòu)應(yīng)盡量增大滑塊的厚度及高度以增加強(qiáng)度。
在設(shè)計滑塊時,擋塊前后兩面的角度是一致的,同時傾斜角度應(yīng)盡可能的小,以減小滑塊和擋塊所受的力,塑料半保持架模具的傾斜角度為15°。滑塊斜槽各處應(yīng)加圓角,以方便插入擋塊和增加強(qiáng)度。彎拉桿與滑塊孔之間的間隙應(yīng)稍大一些以免閉模時碰撞,通常大小為0.5 mm。滑塊結(jié)構(gòu)如圖2所示,其成型面三面配合,結(jié)構(gòu)較為復(fù)雜。
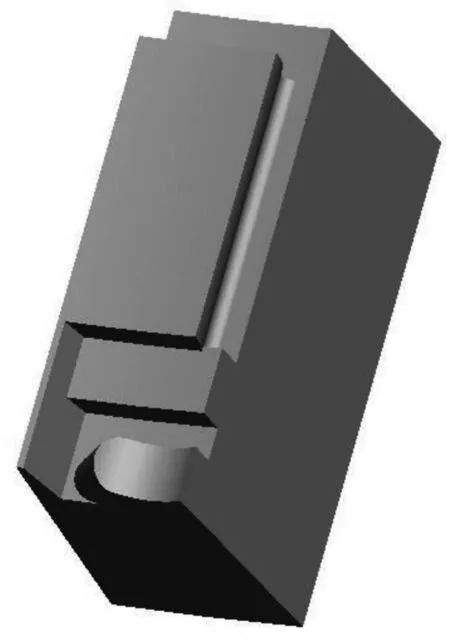
圖2 滑塊結(jié)構(gòu)
2.2.2 內(nèi)側(cè)抽芯
塑料半保持架有兩處內(nèi)凹,內(nèi)凹的抽芯距較短,采用斜頂桿頂出內(nèi)抽芯較合理。斜頂桿既是頂出件,又是塑件內(nèi)側(cè)凹的成型零件。斜頂桿是滑塊抽芯的一種變異形式,受力情況與滑塊完全相同,但斜頂桿斷面尺寸小于滑塊,長度較長,因此斜角應(yīng)選取較小值,經(jīng)計算,塑料半保持架斜頂桿的角度為5°時,即可完成內(nèi)側(cè)抽芯。
塑料半保持架斜頂桿內(nèi)抽芯機(jī)構(gòu)由頂座、小軸、滾輪、斜頂桿組成,小軸兩端裝有滾輪,滾輪裝在固定于頂出板的頂座上。頂出時,斜頂桿沿斜槽運(yùn)動,完成內(nèi)側(cè)抽芯并頂出塑料半保持架,與此同時滾輪沿頂座向內(nèi)滾動。
2.3 脫模機(jī)構(gòu)
塑料半保持架模具在開模的過程中,利用彎拉桿的側(cè)向分力完成滑塊側(cè)向抽芯,然后利用頂桿頂出機(jī)構(gòu)頂出制品。為了避免滑塊與頂出機(jī)構(gòu)在合模時發(fā)生干涉,在設(shè)計頂出桿位置時盡量使之與滑塊保持一定的距離。應(yīng)注意以下幾點(diǎn)[2]:
(1)頂出力作用點(diǎn)應(yīng)盡可能靠近型芯,同時頂出力應(yīng)施于塑件剛度和強(qiáng)度最大的部位,作用面積也應(yīng)盡可能大。
(2)頂出機(jī)構(gòu)所有頂桿應(yīng)與頂出孔和型芯孔保持同心,使其運(yùn)動靈活、可靠。
(3)頂桿與孔的配合間隙可適當(dāng)放大,間隙為0.02~0.03 mm,以便于注射成型加工時排氣。
2.4 冷卻系統(tǒng)
在注塑成型過程中,模具的溫度直接影響到塑件成型的質(zhì)量和生產(chǎn)效率。為了縮短制品模制周期,總是希望模具溫度低一些,但是模溫太低會使塑料件產(chǎn)生流跡、熔接痕和強(qiáng)度差等問題;模溫過高時,雖然熔料流動性好,制品表面粗糙度小,力學(xué)性能好,但又會發(fā)生大的縮痕,成型周期長、產(chǎn)生縮孔。因此,從成型溫度和使用要求角度,模具應(yīng)保持一定的溫度,保持模具的熱平衡。
2.4.1 冷卻時間
保壓時間經(jīng)驗公式為
T保=0.3(S+2S2)=0.3(3+32)=6.3,
(2)
式中:S為塑件平均壁厚,mm。計算保壓時間為6.3 s,取為7.0 s。
冷卻時間依塑料種類、塑件壁厚而異,一般計算式為
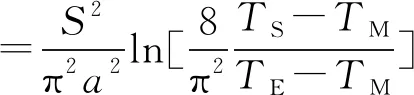
(3)
式中:a2為塑料熱擴(kuò)散系數(shù),mm2/s;TS為成型溫度,℃;TE為脫模溫度,℃;TM為模具溫度,℃。計算得冷卻時間需要22.75 s,取為23.0 s。
2.4.2 注塑產(chǎn)量
每小時注射塑料的質(zhì)量為
m=bG=90×21.67×10-3=1.95,
(4)
式中:b為每小時注射次數(shù);G為每次的注射量,kg。
2.4.3 水的體積流率
冷卻水的體積流率qV計算式為
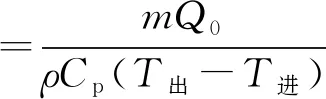
=1.09×10-3,
(5)
式中:Q0為在型腔內(nèi)單位質(zhì)量熔融塑料凝固所放出的熱量,kJ/kg·℃;ρ為水的密度,kg/m3;Cp為水的比熱容,kJ/kg·℃;T出為水管出口溫度,℃;T進(jìn)為水管入口溫度,℃。
2.4.4 冷卻水管的平均流速
單位時間水的流速為
(6)
式中:d2為冷卻水管直徑,mm。
由文獻(xiàn)[1]可知,管徑為8 mm的冷卻水管所對應(yīng)冷卻水的最低流速為1.66 m/s時才能達(dá)到湍流狀態(tài),但是由于體積流量qV沒有在表的取值范圍內(nèi),所以造成了V平均偏小。可以通過增大體積流量和減小冷卻水管直徑來達(dá)到冷卻水的湍流狀態(tài),但是冷卻的最終目的是為了讓制品快速冷卻,提高生產(chǎn)率,同時改變制品的力學(xué)性能,因為在V平均較小即層流時就可以達(dá)到冷卻效果,所以無需增大體積流量而單純地為了實現(xiàn)湍流狀態(tài)。
2.4.5 冷卻水管壁與水交界面的傳熱膜系數(shù)
=7 525.02,
(7)
式中:α2為傳熱系數(shù),kJ/m2·h·℃;A0為與冷卻介質(zhì)溫度有關(guān)的物理系數(shù),A0取7.51;ρ為水的密度,kg/m3。
2.4.6 傳熱面積
(8)
式中:A2為傳熱面積,m2;ΔT為模具與冷卻水的平均溫度差,℃;Tcp為模具與冷卻介質(zhì)的平均溫度,℃。
2.4.7 冷卻水孔數(shù)
所需冷卻水孔數(shù)的計算式為
(9)
式中:L為冷卻管道開設(shè)方向上的模具長度或?qū)挾龋琺。取n2=2。
為了保證定模、動模溫度的一致,使塑料半保持架制品收縮均勻,優(yōu)化模具冷卻系統(tǒng)設(shè)計,在定模、動模上各設(shè)兩條冷卻水道。
3 模具工作過程
塑料半保持架模具裝配圖如圖3所示。模具工作過程為:啟模后,滑塊在彎拉桿的作用下沿滑塊固定架的滑道側(cè)向外抽芯,動模停止后,頂板通過頂座推動動模斜頂桿實現(xiàn)內(nèi)側(cè)凹抽芯,同時,頂桿將塑料制品頂出動模型芯完成脫模。合模時,在復(fù)位桿的作用下,頂座帶動動模斜頂桿合模到位,滑塊在彎拉桿的作用下,使滑塊側(cè)向合模到位并鎖緊滑塊。
1—分型面;2—保持架;3—潛伏式澆口;4—定模型芯1;5—動模型芯套;6—定模型芯2;7—動模型芯;8—動模斜頂桿;9—動模小型芯;10—彎拉桿;11—滑塊蓋板;12—滑塊;13—滑塊固定架;14—頂桿;15—頂座;16—小軸;17—滾輪;18—頂板
4 模具成型零件的加工
(1)為保證塑件表面質(zhì)量,對成型零件進(jìn)行淬硬處理,以避免抽芯磨損而使塑件表面出現(xiàn)飛邊。
(2)為了提高側(cè)抽芯的精度,防止內(nèi)、外側(cè)滑塊在滑動過程中因磨損影響產(chǎn)品質(zhì)量,滑塊及滑動固定架均采用淬硬材料制作。用線切割加工保持架橫梁孔時,要求一次定位裝卡后加工出所有的橫梁孔,以保證定模型芯2與動模型芯套的橫梁孔完全對齊。
(3)彎拉桿在生產(chǎn)過程中要承受較大的力,因此,需要進(jìn)行淬硬處理。
5 結(jié)束語
采用彎拉桿側(cè)向抽芯機(jī)構(gòu)能夠使模具結(jié)構(gòu)緊湊,整體性強(qiáng),抽芯動作安全可靠,經(jīng)濟(jì)實用,模具成型零件質(zhì)量好,生產(chǎn)效率高。
