ERW焊管的超聲波檢測
2011-07-23 03:30:46聶向暉張鴻博李記科李云龍
無損檢測 2011年2期
聶向暉,楊 龍,張鴻博,李記科,李云龍
(1.中國石油天然氣集團公司管材研究所,西安 710065;2.北京隆盛泰科石油管科技有限公司,北京 100101)
ERW焊管是利用高頻電流的集膚效應和臨近效應,將管坯邊緣迅速加熱到焊接溫度后進行擠壓、焊接而制成。相對于無縫鋼管,ERW焊管具有尺寸精度高、價格低和生產效率高等優點,并且其晶粒度和組織的致密程度要優于無縫鋼管;與同規格的埋弧焊管相比,ERW焊管生產速度快,不存在焊縫部位的防腐層局部減薄現象[1-3]。其使用領域涉及到石油鉆采中所用的套管,海洋石油工業中的海底油氣輸送管,干線及城市管網用油氣輸送管和配氣管等[4]。
雖然國內引進ERW焊管生產技術較早,但在消化、吸收和創新等方面還存在嚴重不足。與發達國家相比,我國的ERW焊管質量還有一定的差距,其在國內長輸管線上的使用也受到了一定的限制[5-7]。ERW焊管的焊接質量是影響其使用性能的主要因素,在ERW焊管的試壓及使用過程中的開裂和爆管等事件多是由于焊接缺陷造成的,因而提高ERW焊管的檢驗水平,提高焊接缺陷檢出率,對于保證ERW焊管質量,確保ERW焊管管線的安全運行具有重要意義。
ERW焊管中可能出現多種焊接缺陷,這些缺陷有的來自于母材,有的產生于焊接過程[8-9]。不同缺陷對焊縫質量的影響不同,裂紋和未融合等面積型缺陷在受力條件下容易出現應力集中,是造成焊縫低應力脆性斷裂的主要原因;而氣孔和夾渣等體積型缺陷,雖然其開裂敏感性要小于面積型缺陷,但是減小了焊縫的有效截面積,降低了焊縫強度,在外力作用下,這些缺陷處也往往會成為裂紋源,最終導致焊縫的開裂。
1 ERW焊管生產過程中的超聲波檢驗
超聲波檢測是目前ERW焊管生產過程中的主要無損檢測手段,其主要應用領域包括:①鋼板超聲波在線檢測。②ERW 焊接、內外毛刺清除后的焊縫超聲波在線檢測。③ERW焊縫的離線檢測。④ERW焊管管端的超聲波檢測。
1.1 鋼板超聲波在線檢測
鋼板超聲波在線檢測一般是采用雙晶或多晶探頭,采用水膜法或局部水浸法耦合,其主要目的是檢測鋼板內平行于鋼板表面的分層類缺陷。在掃查方式上主要有兩種:一是沿軋制方向的平行線掃查;二是鋼板沿軋向直線運動、探頭垂直于鋼板運動方向作往復運動,構成“Z”字形掃查。由于鋼板邊緣在隨后的ERW焊接中形成焊縫,因此在鋼板的超聲波檢測中,該處缺陷的檢測尤為重要,相關的標準和規范中都要求對鋼板邊緣進行100%的掃查,在實際工作中一般采用在鋼板邊緣增加探頭數量的方法來保證。
1.2 焊縫超聲波在線檢測
ERW焊縫超聲波在線檢測是在焊接、內外毛刺清除后進行的,其主要包括兩部分內容:一是利用A掃描或B掃描的方式檢測內外毛刺的刮除效果。相對于A掃描,B掃描可以實時顯示清除內毛刺后的焊縫內壁形貌,圖形顯示更直觀(圖1);二是縱波傾斜入射,利用其在焊管內折射產生的橫波檢測焊接缺陷。由于此時焊縫溫度較高,因而在線檢測一般采用高溫探頭,利用局部水浸法來進行。
1.3 焊縫超聲波離線檢測和管端檢測
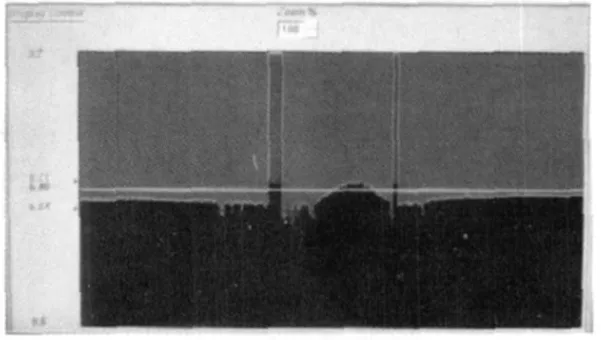
圖1 焊縫及熱影響區B掃描圖像
ERW焊縫的離線超聲波檢測一般是在水壓試驗和倒棱后進行,主要用于檢測焊縫及熱影響區內的縱向缺陷。為了提高檢測效率,一般采用自動檢測。由于自動檢測中管端盲區的影響,在其后一般還要增加焊縫的人工超聲波掃查。管端檢測的內容主要包括管端焊縫、管端母材分層類缺陷及軸向和周向缺陷的檢測,分層缺陷的檢測一般采用分割式探頭,焊縫和母材中的軸向和周向缺陷多采用斜探頭掃查的方法。
2 ERW焊縫超聲波檢測工藝參數的選擇
ERW焊縫的超聲波檢測主要包括自動檢測和人工檢測兩種方法。目前ERW焊縫的自動檢測主要采用輪式探頭檢測和局部水浸法檢測兩種形式[10]。自動檢測具有檢測效率高、速度快的優點,但是不利于缺陷的精確定位及定性、定量分析;相比較而言,人工檢測的靈活性要更高一些,不僅可以對缺陷進行精確的定位,還可以通回波特征及動態波形來進行缺陷的定性及定量分析。對于自動超聲波檢測出的缺陷,一般使用人工的方法來進一步確認。ERW焊縫的超聲波檢測需要考慮的工藝參數包括折射角、聲束寬度和檢測頻率等。
2.1 折射角的選擇
ERW焊縫的超聲波檢測一般采用縱波傾斜入射,在工件和焊縫中通過波型轉換生成橫波來實現檢測,其兩個基本條件是,①在母材和焊縫中激發出純橫波。②橫波聲束掃查到鋼管內壁(圖2)。
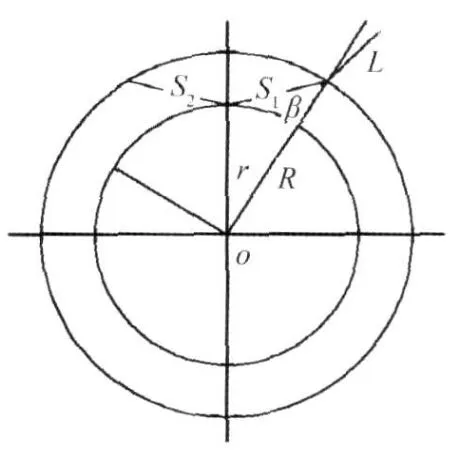
圖2 橫波檢測ERW焊縫示意圖
由反射和折射定律可知,在焊管中激發出純橫波的條件是:

式中β為橫波折射角;CS2為鋼中橫波聲速,其值為3 230m/s;CL2為鋼中縱波聲速,其值為5 900 m/s。
帶入相關數據,經計算可知,當β≥33.2°時,在焊管內激發的是純橫波。
由圖2可以看出,橫波聲軸線掃查到焊管內壁的條件是:
式中r和R分別為焊管的內半徑和外半徑。所以在焊管中激發出純橫波,并且掃查到焊管內壁的條件是:

即焊管中橫波折射角的下限為固定值33.2°;而其上限隨r/R的變化而變化,r/R數值越大,其范圍也就越大。
根據鋼/空氣界面的端角反射率圖譜可知:橫波入射時,當其入射角在35°~55°之間時,橫波全反射,端角反射率達100%。在現場檢測中,焊管內的聲束折射角一般采用45°(K1),采用這種折射角的優勢是:在檢測過程中不容易激發出表面波,干擾信號小;對于焊縫及熱影響區的裂紋、表面未熔合、錯邊和內凹等表面開口缺陷敏感[11]。
但是對于ERW焊管來說,其壁厚一般較薄,薄壁對接焊縫中的面積型缺陷與母材表面的夾角較大,因而一般的標準中多規定對于薄壁對接焊縫采用大折射角橫波進行檢測,如GB/T 11345標準《鋼焊縫手工超聲波探傷方法和探傷結果分級》中對于母材板厚≤25 mm的焊縫,推薦使用的折射角為70°(K2.5,K2.0);SY 4065標準中對母材壁厚為5~8mm 的焊縫,推薦的折射角為 71.5°~68.2°(K3~K2.5),母材壁厚 >8~30mm 的焊縫,推薦的折射角為68.2°~56.3°(K2.5~K1.5);JB/T 4730.3標準《承壓設備無損檢測 第3部分 超聲檢測》中對母材壁厚6~30mm的焊縫,推薦的折射角為72°~60°(K3.0~K2.0)等。這些標準中對于薄壁對接焊縫推薦使用大折射角橫波檢測的目的也是為了增大聲束軸線與缺陷表面間的夾角,增加聲壓反射率,提高指向性不好的缺陷的檢出率。
對于ERW焊縫,其熔合部分寬度較窄,焊接缺陷多為面積型缺陷,且與母材表面基本垂直。當采用小折射角橫波掃查時,由于缺陷的有效聲束反射面積小,聲壓反射率低,往往容易漏檢。因而在實際檢測工作中,不應單一采用45°(K1)橫波進行掃查。為了兼顧焊縫內部的徑向面積型缺陷的檢測,還應采用大折射角的橫波進行掃查。
2.2 聲束寬度(晶片尺寸)的選擇
聲束寬度或晶片尺寸的選擇要綜合考慮橫波檢測過程中表面波和縱波的影響、聲束發散的影響以及檢測過程中可能激發出的板波的影響。
如圖3所示,在ERW焊管的超聲波檢測中,聲束傾斜入射至水/鋼或有機玻璃/鋼界面時,在聲束或晶片的邊緣與中心處的入射角是不同的,其中聲束上邊緣的入射角α1大于聲軸線的入射角α,而下邊緣的入射角 α2<α。
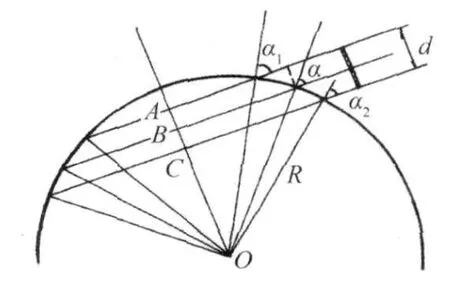
圖3 聲束入射角示意圖
α1和α2的表達式分別為:
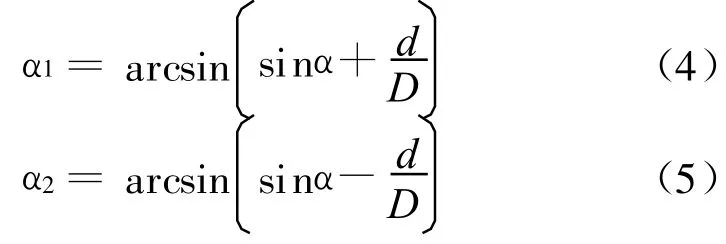
式中d為入射縱波聲束或晶片在垂直于焊管軸線方向上的寬度;D為焊管外徑。從上面的公式可以看出,當超聲波聲軸線的入射角一定時,其聲束上邊緣的入射角α1隨d/D的增大而增加,當其超過第二臨界角αⅡ時,就會在焊管表面激發出表面波,對檢測結果產生干擾;聲束下邊緣的入射角α2隨d/D的增大而減小,當其小于第一臨界角αⅠ時,就會在焊管內激發出縱波,同樣會對檢測結果產生干擾。
目前國內常用斜探頭的K值主要為1,1.5,2和3,其對應的鋼中折射角、有機玻璃、水中的入射角及有機玻璃和水中的第一、第二臨界角等相關數據見表1。
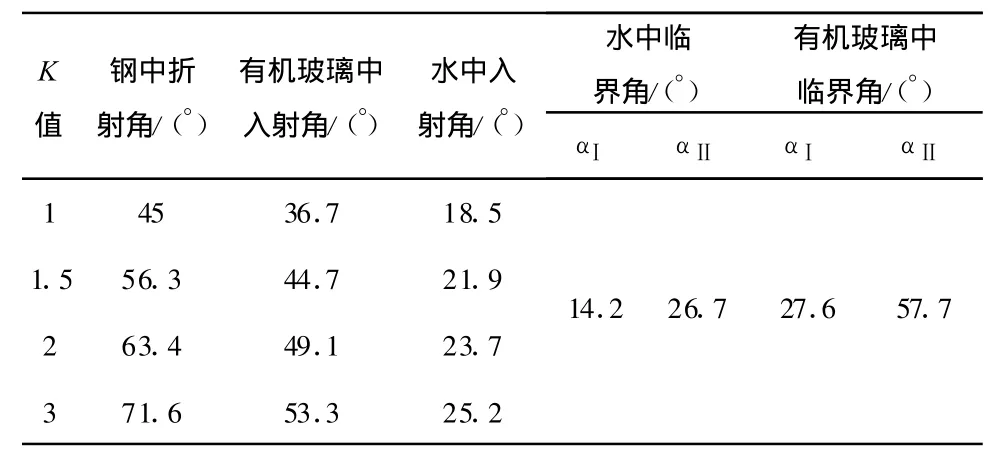
表1 不同K值所對應的相關參數
利用式(4)和(5)可以得到不同折射角時,水中和有機玻璃中α1和α2與d/D之間的關系見圖4。
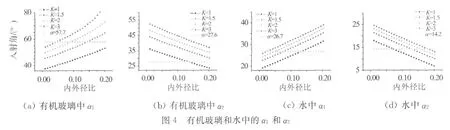
圖中當 α1>αⅡ(如 57.7°和 26.7°)時,會在焊管中激發出表面波;當 α2<αⅠ(如 27.6°和 14.2°)時,鋼中不僅有折射橫波,還有折射縱波。從圖中還可以看出,鋼中折射角越大,在焊管中越容易激發出表面波;鋼中折射角越小,在焊管中越容易產生縱波。對于相同的折射角,在有機玻璃/鋼界面激發出純橫波的d/D的范圍要比水/鋼界面大得多。在實際檢測中要根據不同折射角的要求,選擇合適的d/D,以確保在鋼中產生純橫波。
對于局部水浸法檢測,因為超聲波近場區大部分落在水柱中,因而可不考慮近場區的影響,而對于斜探頭接觸法檢測,則應考慮近場長度和擴散角對檢測結果的影響。對于一定的檢測頻率和檢測對象,晶片尺寸越大,近場長度也越大,擴散角越小,較小的擴散角有利于聲束的聚集,提高缺陷的檢出率。此外,對薄壁ERW鋼管,若晶片尺寸過大,粗大的超聲波會在焊管薄壁中反射并形成疊加干涉,從而可能激發出某種模式的蘭姆波,造成較大回波干擾。
2.3 檢測頻率的選擇
超聲波檢測的頻率范圍較寬,一般為0.5~10 MHz,頻率的選擇主要應考慮以下幾個因素:
(1)超聲波檢測的靈敏度約為λ/2,提高頻率有利于發現更小缺陷。此外,頻率越高,脈沖寬度越小,分辨力也越高。
(2)頻率高,波長短、半擴散角小、聲束指向性好、能量集中,有利于發現缺陷并對缺陷定位。但是對于相同的晶片尺寸,頻率越高,近場區越大,對檢測越不利。
(3)頻率增加,超聲波的散射和吸收衰減急劇增加,對檢測不利。
在檢測中要綜合考慮各方面的因素,合理選擇檢測頻率。對于ERW焊管,其母材一般為熱軋板卷,晶粒比較細小。經感應加熱、擠壓成型后的焊縫熔合區和熱影響區的寬度較窄,且其晶粒度基本與母材相當。在實際工作中,為了獲得較高的分辨力,應在保證檢測靈敏度的前提下盡可能選用較高的頻率,一般為2.5~5 MHz之間。
3 參考試塊
參考試塊是ERW焊縫超聲波檢測靈敏度的確定依據,APISpec 5L《管線管規范》和GB/T 9711《石油天然氣工業輸送鋼管交貨技術條件》標準對于鋼管焊縫的超聲波檢測,要求使用帶有N10刻槽或φ3.2 mm豎通孔的對比試塊,以人工反射體回波的100%作為缺陷判定基準。實際工作中一般采用如圖5所示試塊。
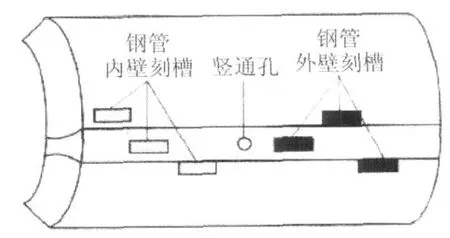
圖5 ERW焊縫超聲波檢測對比試塊
試塊具有豎通孔及內外刻槽,位于焊縫中心的豎通孔和刻槽用于靈敏度調節,位于熱影響區的內外刻槽可用于確定超聲波的有效掃查范圍,以保證聲束覆蓋整個焊縫及熱影響區,并且可以確定熱影響區部位的檢測靈敏度,在檢測靈敏度要求較高時,也可選用φ1.6 mm豎通孔和N5刻槽進行標定。
4 結語
(1)在ERW焊管的超聲波檢測中,為了保證在焊管中激發出純橫波,并且掃查到焊管內壁,焊管中橫波折射角范圍的下限是33.2°,其上限隨焊管的內外徑比r/R的變化而變化,r/R數值越大,其范圍也就越大。
(2)焊管內的聲束折射角為45°時,對于焊縫及熱影響區表面開口缺陷具有較高的檢測靈敏度。但是為了兼顧焊縫內部的徑向面積型缺陷的檢測,還應采用大折射角的橫波聲束進行掃查。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
