一臺尿素合成塔的無損檢測方法探討
2011-07-23 03:30:48劉懌歡牛衛(wèi)飛
無損檢測 2011年2期
劉懌歡,姜 斌,牛衛(wèi)飛
(天津市特種設(shè)備監(jiān)督檢驗技術(shù)研究院,天津 300192)
尿素合成塔是化肥廠的重要設(shè)備,其最高工作壓力超過20 MPa,運行溫度高,工作條件十分惡劣。尿素合成塔筒體大多采用多層包扎的結(jié)構(gòu),主環(huán)焊縫厚度能達到100 mm以上。因此對尿素合成塔筒體主環(huán)焊縫進行準確的無損檢測比較困難[1-6]。
筆者所在單位對天津市某化肥廠一尿素合成塔進行全面檢驗。該尿素合成塔內(nèi)徑為1 200 mm,筒體結(jié)構(gòu)為多層包扎結(jié)構(gòu),內(nèi)筒為厚 12 mm的16MnR,外加不銹鋼內(nèi)襯,厚度為8 mm;外層由厚度為6 mm的Q 235A盲板,及 11張厚度為 6和8 mm的15MnVR鋼板包扎而成,總厚度為110 mm。在制造的過程中,尿素合成塔由多節(jié)多層包扎的筒節(jié)相互焊接而成,每個筒節(jié)之間形成深環(huán)焊縫,層板結(jié)構(gòu)及焊縫如圖1所示。檢驗過程中對筒體的第三、四道主環(huán)焊縫進行無損檢測抽查。考慮到其結(jié)構(gòu)為層板包扎結(jié)構(gòu),無法從焊縫兩側(cè)進行超聲波檢測,故決定對該主環(huán)焊縫先采用射線檢測。如發(fā)現(xiàn)可疑缺陷,則將主環(huán)焊縫余高磨平,采用超聲波檢測復(fù)查。
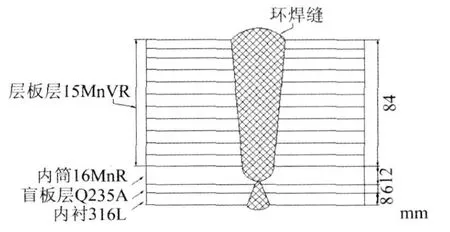
圖1 尿素合成塔層板結(jié)構(gòu)及焊縫示意圖
1 射線檢測的工藝參數(shù)選取及底片分析
由實際條件制定射線檢測的各項參數(shù)(射線透照工藝執(zhí)行JB/T 4730.2—2005標準)[1]。
(1)射線檢測技術(shù)級別選取 根據(jù) JB/T 4730.2的要求,在用承壓設(shè)備射線檢測應(yīng)采用AB級射線檢測技術(shù)。
(2)透照方式選擇 由于需要透照的焊縫為該尿素合成塔的環(huán)焊縫,且其內(nèi)徑為1 200 mm。根據(jù)JB/T 4730.2的要求,選取的透照方式為源在內(nèi)中心透照法周向曝光。
(3)射線源的選擇 由于透照厚度T=110 mm,選用普通X射線機不能穿透,于是選擇使用γ射線源進行透照。根據(jù)JB/T 4730.2對γ射線源透照厚度范圍的要求,應(yīng)選取60Co型γ射線源進行照相。
(4)焦距選擇 由于所選的透照方式為源在內(nèi)中心透照法,焦距應(yīng)為:

此時射線源到工件表面距離f=1200/2=600mm。根據(jù)JB/T 4730.2中要求,AB級射線檢測技術(shù)應(yīng)滿足:
由于透照方式為源在內(nèi)中心透照周向曝光,根據(jù)JB/T 4730.2的規(guī)定“射線源到工件表面的最小距離可以減小,但不應(yīng)該超過規(guī)定值的50%”。此時有f′×50%=697×50%=349mm ≤f,符合標準要求,可采用上述射線照相方式。
(5)膠片、像質(zhì)計及曝光時間選擇 根據(jù)JB/T 4730.2的要求,公稱厚度為110 mm,應(yīng)識別像質(zhì)計絲號為6號,選用FE 6~12型像質(zhì)計共三個等距的置于內(nèi)筒上。由于使用γ射線源進行照相,為保證靈敏度,選用AGFA C7型膠片。根據(jù)所選的曝光參數(shù),結(jié)合當時γ射線源的活度,經(jīng)計算得曝光時間為2 h。
采用上述射線照相參數(shù)進行曝光,經(jīng)暗室處理得到底片,其靈敏度和黑度均符合標準要求。對攝得底片進行評定時發(fā)現(xiàn)某一張射線底片的評定區(qū)域內(nèi)出現(xiàn)寬度為2 mm左右的極微弱影像兩處,該影像橫跨焊縫,與母材處黑度之差非常微小。由于該影像走向為橫跨焊縫,且成像模糊,對其評定非常困難。對該焊縫內(nèi)外表面進行檢查,未發(fā)現(xiàn)表面損傷,排除表面損傷產(chǎn)生影像的可能。
分析該塔的制造工藝:為了防止焊后熱處理引起筒體變形和層板之間出現(xiàn)松動,多層包扎容器一般不進行焊后熱處理。因此在焊接接頭(包括母材、焊縫熱影響區(qū)、熔合線和焊縫金屬)存在較大的焊接殘余應(yīng)力。另外,經(jīng)過層層緊箍包扎,每層層板都有一定的周向預(yù)緊力,且工作條件較為惡劣,使其具備了應(yīng)力腐蝕開裂的應(yīng)力條件,據(jù)此懷疑該影像為裂紋影像。但由于缺陷影像較寬,且成像模糊,兩端基本沒有可識別的細節(jié),該影像并不具備裂紋的形貌特征,無法確定此處即為裂紋缺陷影像。因此決定對可疑影像處進行超聲波檢測。
2 超聲波檢測的工藝參數(shù)選取及分析
超聲檢測只要求對射線底片上所顯示的兩處影像進行確認,不要求對整條主環(huán)焊縫進行掃查,也不作為最終評判的依據(jù),故本次超聲檢測不考慮檢測級別,也不做級別評定。
由于如圖1所示的深環(huán)焊縫的結(jié)構(gòu)所限,只檢測層板及內(nèi)桶部分的環(huán)焊縫,盲板及內(nèi)襯部分不予考慮,有效的檢測厚度為84+12=96 mm。
(1)表面處理 將該兩處影像左右各500mm范圍焊縫余高作磨平處理。
(2)檢測方法選擇 由于懷疑該影像為裂紋影像,考慮到結(jié)構(gòu)和工藝的原因及底片影像,判斷該影像應(yīng)為與焊縫表面垂直或近似垂直的面狀缺陷,所以應(yīng)重點檢查垂直于焊縫表面的面狀缺陷。且焊縫兩側(cè)均為層板包扎結(jié)構(gòu),所以選擇的檢測方法為斜探頭周向掃查法,探頭平行于焊縫方向左右掃查。
(3)探頭選擇 考慮到重點檢測垂直于焊縫表面的面狀缺陷,為保證主聲束與缺陷盡量垂直,應(yīng)選擇較大K值探頭;考慮到被檢工件厚度達到96 mm,K值過大會導(dǎo)致聲程過大,影響回波幅度。綜合考慮,使用K2探頭。由于工件厚度較大,為了有效發(fā)現(xiàn)遠距離的缺陷,應(yīng)選用較大尺寸的晶片,故采用13 mm×13 mm晶片。由于厚度較大,不宜采用過高頻率,使用探頭頻率為2.5 MHz。綜上,最終選取2.5P13×13K 2探頭進行超聲波檢測。
(4)試塊選擇參考JB/T 4730.3標準要求,使用CSK-ⅠA及CSK-ⅢA試塊作為標準試塊。
(5)超聲波檢測 由于該尿素合成塔外直徑達到1 420 mm,則R=710 mm,可視為平板對接焊縫,故探頭可不進行修磨,但在對缺陷進行定位時仍然需要考慮修正。
采用泛美 EPCOH 2300型數(shù)字型超聲波檢測儀,2.5P13×13K 2探頭,使用CSK-ⅠA試塊以深度1∶1調(diào)節(jié)掃描速度,探頭實際K值為2.03,前沿長度為12 mm。采用CSK-ⅢA試塊90 mm深的φ1mm×6mm短橫孔反射波高調(diào)節(jié)到80%為基準靈敏度,在底片影像顯示部位附近的深環(huán)焊縫上以平行于焊縫的方向左右掃查,得到兩個缺陷回波,顯示波高較低,均未超過定量線,但回波波形較清晰且尖銳,顯示深度為88和84 mm。
由于該檢測面為曲面,在進行缺陷定位時應(yīng)進行修正,下面對缺陷定位進行修正,如圖2。
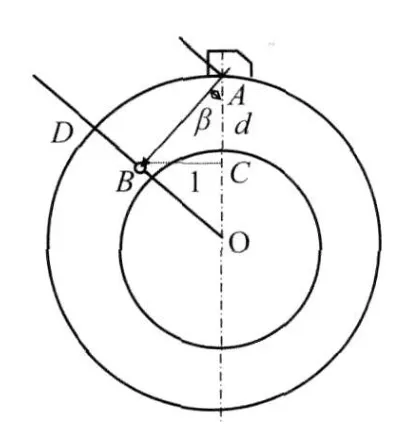
圖2 缺陷位置修正圖
其中AC=d(平板工件中的缺陷深度,即儀器顯示的深度);BC=l=dK(平板工件中的缺陷水平距離,即儀器顯示的水平距離);AO=R,CO=R-d。則缺陷離表面實際深度為:

缺陷離入射點的弧長:

從探傷儀中讀取兩缺陷的數(shù)據(jù)為d1=88 mm,l1=166.6 mm;d2=84 mm,l2=158.5 mm。將數(shù)據(jù)代人式(1)及(2),得到實際的缺陷位置:H1=62.9 mm,L1=195.7 mm;H2=61.2 mm,L2=186.1mm。
3 檢測結(jié)果分析
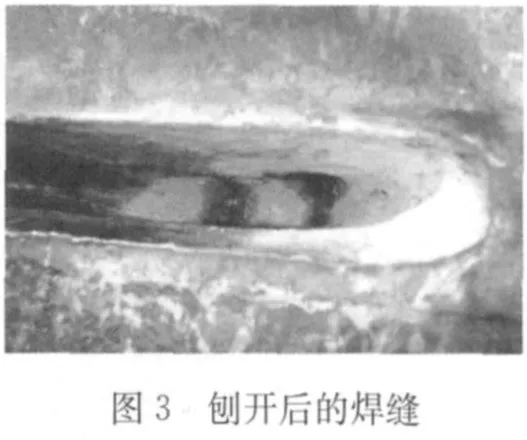
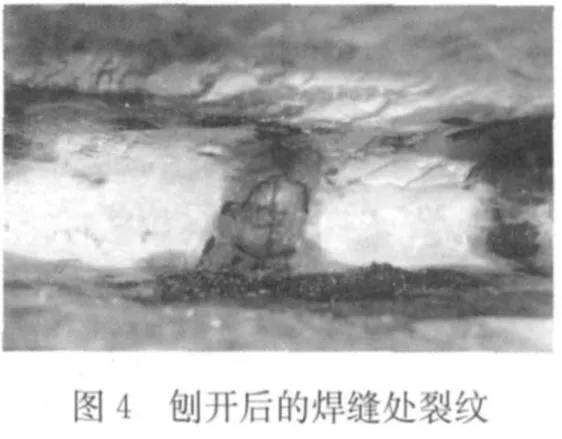
綜合射線檢測和超聲波檢測的結(jié)果,認定該處存在缺陷應(yīng)為裂紋。故制定計劃將該處焊縫從外表面刨開,在深度為70 mm之前如不能發(fā)現(xiàn)缺陷,則進行滲透檢測,若滲透檢測仍不能發(fā)現(xiàn)缺陷,則使用X射線機采用單壁外透進行射線照相,以進一步確認缺陷是否存在。最終結(jié)果刨開焊縫在深度超過約65 mm時用發(fā)現(xiàn)肉眼可見裂紋缺陷兩處,為兩處橫跨環(huán)焊縫的貫穿性裂紋,如圖3和4所示。對裂紋缺陷制定合理修理方案進行修復(fù),從而避免了嚴重事故的發(fā)生。
射線檢測過程中,底片顯示的缺陷影像較寬且模糊,識別困難,并不能準確地判定為裂紋,主要原因如下:
(1)由于該裂紋寬度窄,其橫向尺寸遠小于焦點尺寸,屬于小缺陷。此時隨著幾何條件向不利的方向變化時,裂紋的影像對比度受幾何條件的影響遠遠大于像質(zhì)計靈敏度。此時到達膠片影像處該裂紋缺陷在其平面的截距為:

式中L1為源到缺陷平面的距離;L2為缺陷平面到膠片的距離。
顯然該裂紋的橫向?qū)挾萕<0.34mm,即W<W′,此時該裂紋缺陷本影消失,其影像只由半影構(gòu)成,對比度顯著下降。
(2)不清晰度分析。由于透照厚度達到110 mm,焦距為712mm,此時的固有不清晰度:總的不清晰度較大,這是導(dǎo)致影像寬度較大的重要的原因。

(3)由于γ射線照相能量較高,導(dǎo)致底片顆粒度較大,信噪比較低。
(4)裂紋缺陷平面與徑向方向存在較大夾角時,會導(dǎo)致影像的畸變,細節(jié)顯示能力急劇下降。
超聲波檢測中,實際缺陷尺寸很大,理論上反射波高應(yīng)該很高,但實際檢測中發(fā)現(xiàn)波幅并不高,原因如下:
(1)由于被檢對象層板包扎的結(jié)構(gòu)關(guān)系,當探頭沿焊縫方向掃查時,由于聲束的擴散,導(dǎo)致在越深的位置,波束越寬。而在這次檢測中,被檢對象的厚度較大,在較深位置聲束的寬度大于焊縫寬度時,邊緣的聲束入射到層板中,導(dǎo)致聲波強度嚴重下降。因此缺陷的反射波幅會隨之降低,為缺陷的識別帶來較大的難度。
(2)當聲束達到一定寬度,入射到層板邊緣,層板間的間隙會使部分邊緣聲束反射,從而造成假缺陷信號增多,信噪比下降,使檢測工作的靈敏度受到限制而不能調(diào)到合適的水平。
(3)由于被檢對象層板包扎的結(jié)構(gòu)關(guān)系,探頭沿焊縫方向掃查時需保證嚴格和焊縫方向平行,稍有偏移會導(dǎo)致上述(1)和(2)中所述情況加劇,導(dǎo)致檢出率急劇下降。
4 小結(jié)
綜上所述,在對壁厚較大多層包扎結(jié)構(gòu)尿素合成塔的無損檢測中,宜采用射線檢測和超聲波檢測相結(jié)合的方法。射線檢測中,厚壁焊縫對裂紋缺陷的檢出率要大大低于薄壁焊縫,缺陷影像較寬且模糊,識別困難,并不能準確地判定。對于該類尿素合成塔,由于層板包扎的結(jié)構(gòu)原因,無法在焊縫兩側(cè)進行超聲波檢測,故使用超聲波檢測僅對橫向缺陷有較穩(wěn)定的檢出效果,其他方向的缺陷應(yīng)考慮使用其他方法進行檢測。若確需要進行超聲波檢測,應(yīng)將其焊縫余高磨平,一般采用K2斜探頭在焊縫正上方沿焊縫方向進行掃查,檢查焊縫中的橫向缺陷。因此,應(yīng)根據(jù)不同的檢測對象、背景、特點、重點選擇不同的檢測方法、組合和工藝,以期達到最穩(wěn)定、最可靠的檢測效果。
[1]劉毅剛,張光函.新型高壓容器多層整體包扎的箍緊力與包扎方式[J].機械,2000(27):8-9.
[2]朱國輝,鄭津洋.新型繞帶式壓力容器[M].北京:機械工業(yè)出版社,1995.
[3]康紀黔,程曉陽.多層包扎式容器環(huán)焊縫超聲探傷試驗研究[J].中國鍋爐壓力容器安全,2008,35(2):49-52.
[4]姜秀海,楊熙.多層包扎式尿素合成塔的聲發(fā)射局部檢測與評定[J].石油和化工設(shè)備,2008,45(2):32-34.
[5]沈功田.多層包扎壓力容器的聲發(fā)射監(jiān)測和安全評定[J].無損檢測,1997,19(2):67-70.
[6]戴光,李偉.多層包扎式尿素合成塔的聲發(fā)射檢測與評定[J].壓力容器,2007,31(6):14-16.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
