C7620機床夾具結構改進
2011-06-11 01:55:54王圣紅李建敏李博文
哈爾濱軸承 2011年2期
關鍵詞:結構
王圣紅,李建敏,李博文
(1.哈爾濱軸承集團公司 南直車工分廠,黑龍江 哈爾濱 150036;2.中航工業哈爾濱軸承有限公司 銷售部, 黑龍江 哈爾濱 150036)
1 前言
近期我分廠車加工的無內圈圓柱滾子軸承外圈是為某公司配套生產的汽車軸承,其加工簡圖見圖1,在加工油溝工序時,根據分廠現存的設備能力情況,只能在原是加工粗車內徑工序的C7620機床上加工,但由于此機床原夾具結構是三瓣外卡氣壓夾盤,只能滿足粗車工序的加工,而車油溝工序是精車工序,三瓣外卡氣壓夾盤無法保證油溝工序的尺寸精度要求,因此對C7620車床原卡具結構進行改進。
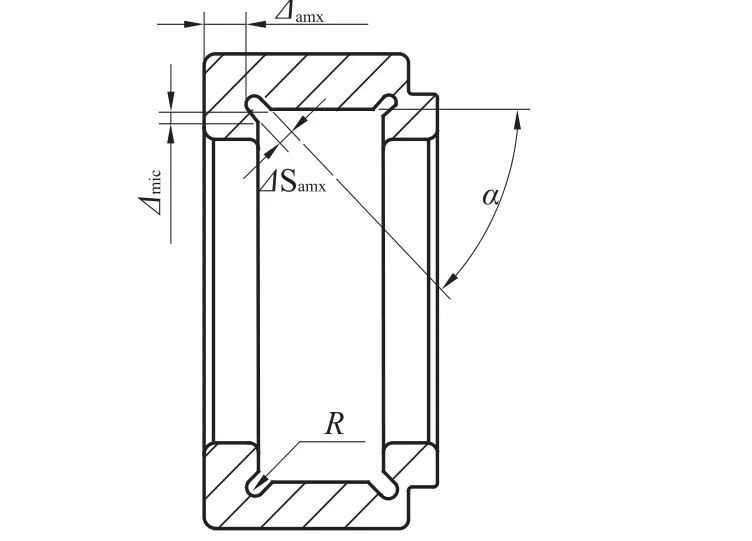
圖1 加工結構簡圖
2 改進前夾具結構的缺陷

C7620C車床三瓣外卡氣壓夾盤, 如圖2所示,而車加工油溝工序屬于精車工序,是車加工的最終工序并且不需要磨加工的最終工序,因此其加工精度要求較高。若使用此夾具加工將造成工件變形、卡傷、磕碰傷工件表面粗糙度和尺寸加工精度根本無法達到藝要求。根據這種情況
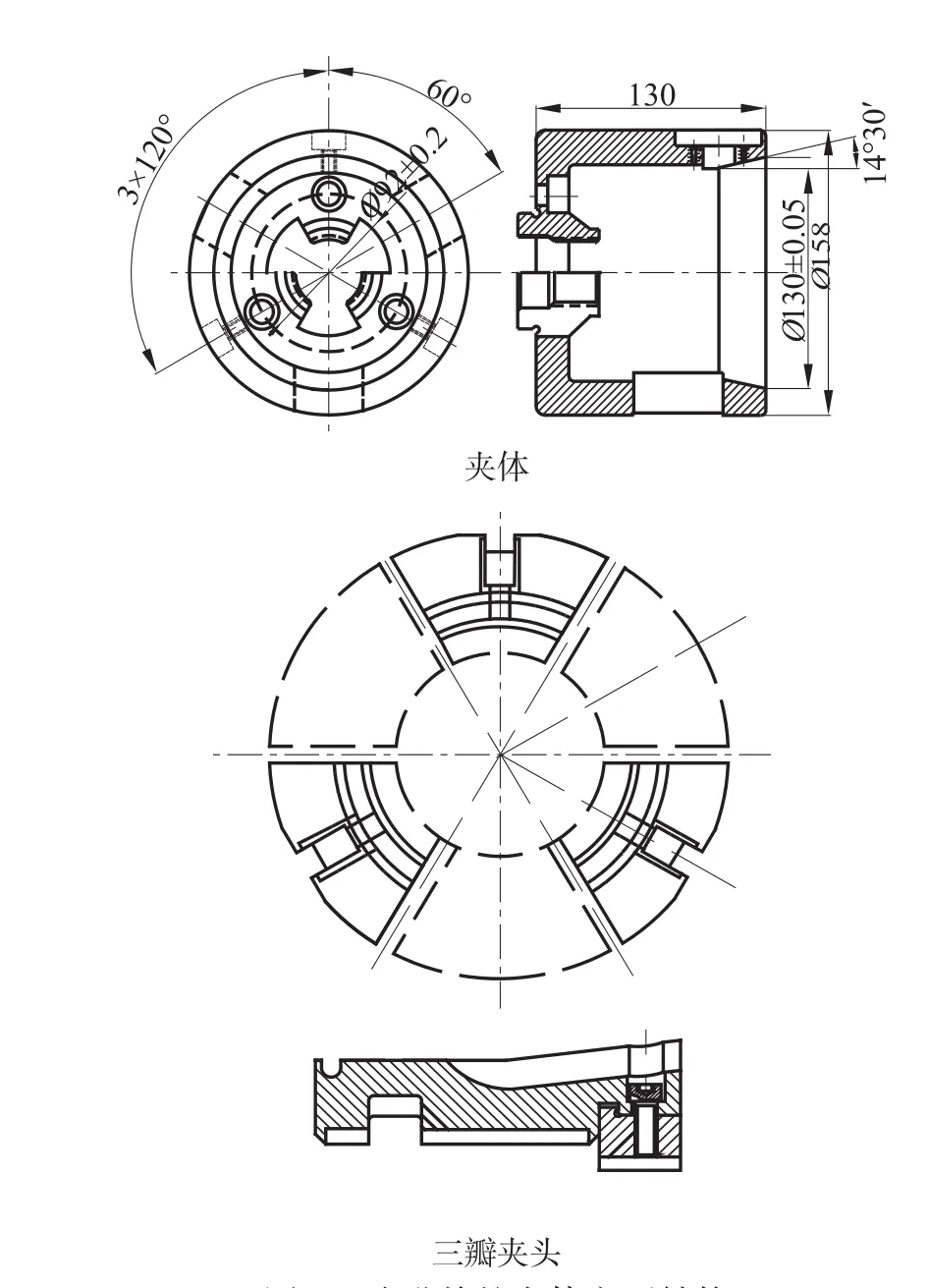
圖2 改進前的夾體主要結構
3 改進后夾具結構
根據原機床結構設計了新的過渡盤,安裝了用于精車加工的夾體、整體結構的彈簧夾頭、定位環(如圖3)來代替原來的三瓣夾爪夾具體,由于彈簧卡頭采用整體結構,設計精度高,夾緊可靠,定位環定位精度高,而且定位環磨損后,隨時車削找正方便以保證定位的準確性,從而使車油溝工序滿足車加工工藝要求。
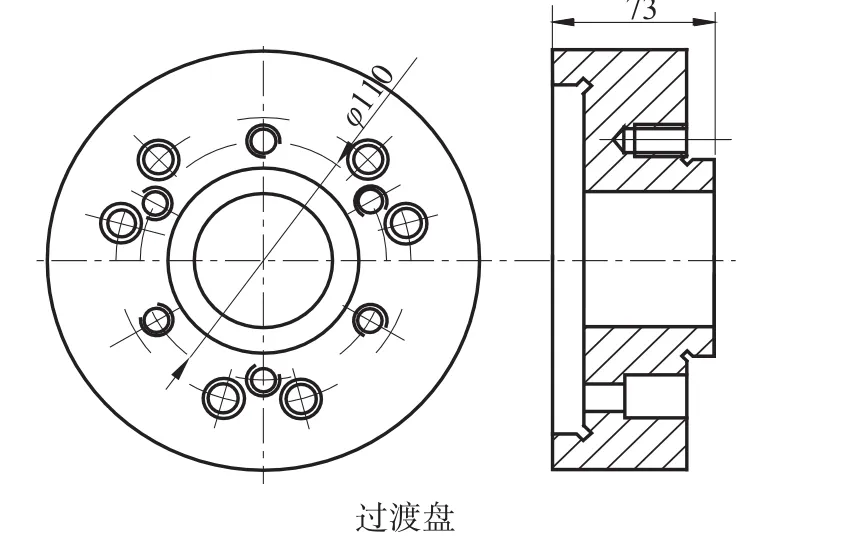
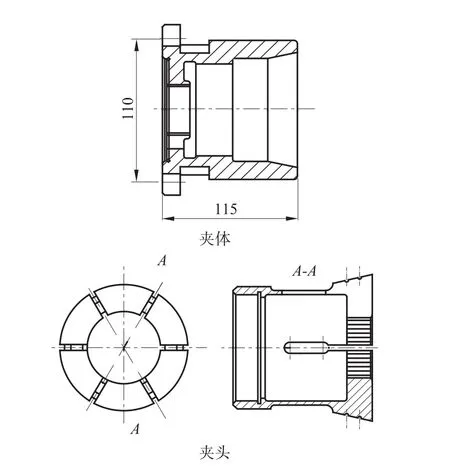
圖3 改進后夾體主要結構
4 改進后使用效果
該夾體結構的使用,保證了無內圈短圓柱軸承油溝工序的尺寸精度,防止了工件夾緊變形,夾具調整方便,加工動作穩定可靠,加工表面質量符合車加工工藝要求,有效地提高了機床的利用率,適應了生產的需要。
5 改進前后夾具的對比
((1) 改進前卡具是分離式三瓣夾具,只能加工粗車工序,加工尺寸精度低,容易使工件造成夾緊變形、卡傷;加工工序表面質量差,夾緊不可靠,定位精度低,定位環磨損后,必須拆卸夾具換新定位環來完成,生產效率低。
(2) 改進后夾具的夾頭是整體結構,夾緊動作可靠,加工精度高,夾具的更換及調整簡單,工件的加工精度高,新產品計劃能順利完成。
6 結束語
通過改進增加了C7620機床的加工能力,經實際生產證明,在保證產品的加工精度的同時提高了產品生產效率。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50