用于硅片傳輸系統的機械手設計
2011-06-04 04:36:32胡曉霞王洪宇
電子工業專用設備 2011年9期
呂 磊,胡曉霞,王洪宇
(中國電子科技集團公司第四十五研究所,北京 101601)
更新和更高性能的IC制造裝備的研制是半導體產業發展的重要因素,而制造裝備又是實現工藝技術的載體,制造工藝的更新以更高性能IC制造裝備的研制為基礎和前提條件,所以發展IC產業要從研制適合于IC生產要求的裝備入手,逐步實現IC制造過程的機械化、自動化和智能化,以滿足IC制造工藝高精度和高潔凈度的要求[2]。
硅片傳輸系統是硅片加工設備的重要組成部分,其功能是實現硅片在不同工位之間快速、高效、可靠地傳輸,它直接體現出整機的自動化程度以及可靠性。隨著硅片生產的產量和尺寸的不斷增加,要求硅片生產向著高速、連續化生產方式發展,人工裝夾的方式已無法達到這一要求。由于是在有限的空間中實現硅片工位的快速轉換,因此對硅片傳輸系統的運動特性、反映靈敏性、運動準確性以及工作穩定可靠性等方面,都必須有較高的要求。
在200 mm及以上大尺寸半導體自動化生產線中,硅片傳輸系統普遍采用多軸機械手系統。由于國內裝備制造業的整體水平相對落后,目前國內半導體自動化生產線基本由進口設備組成,國內半導體設備廠商占據份額非常小。
根據國內硅片發展現狀以及發展趨勢,本文主要對300 mm全自動探針測試臺的機械手結構進行設計及優化。進而推廣到其他硅片生產工序,以調高國內半導體設備生產效率和國際競爭力。
1 機械手發展現狀
機械手是綜合利用機械、電子、光學、計算機等技術,通過編程或示教的方式,在IC制造的各個工藝模塊間精確、快速地傳輸并定位硅片,具有高精度、高潔凈度和高可靠性的自動傳輸系統。它針對IC制造的工藝精度和凈化要求,借助工業自動化技術,在超潔凈或真空環境中向各個加工設備輸送硅片。
目前,生產線上主要應用的機械手,按應用環境的不同,可分為凈化機械手和真空機械手。凈化機械手是指用在潔凈大氣環境中的硅片傳輸機械手,這種機械手潔凈等級高,一般在10級,有的可以達到1級,運動時產生塵埃少,且有良好的密封措施。真空機械手是指用在1×10-5Pa真空環境中的硅片傳輸機械手,這種機械手除了要求適應真空環境外,還要同時滿足凈化環境的要求,結構比凈化機械手更復雜,主要應用于集束型硅片傳輸系統中。
按傳動方式的不同,硅片傳輸機械手可分為平面關節型機械手和徑向直線運動 (R-θ)型機械手.平面關節型機械手又可分為間接驅動型和直接驅動型兩種.徑向直線運動型機械手又可分為單托盤式、雙托盤反向式和雙托盤同向式3種。
典型的平面關節型機械手有4個自由度,分別為大臂回轉、小臂回轉、末端執行器回轉以及升降運動,其中手臂和末端執行器之間的運動式相互獨立,他的每個關節處都有一臺獨立的電機,這些關節既可以聯動也可以單獨運動,這樣有利于運動的調整和對旋轉角度進行補償。間接驅動型機械手需要使用減速器和潤滑油,容易污染環境;直接驅動型機械手通過電機直接驅動負載,無需減速器的降速,簡化了機構,減少了污染。如圖1所示為美國ADEPT公司開發的S350CR系列,是典型的直接驅動4軸平面關節型機械手,其X、Y軸重復定位精度可達±0.015 mm,Z軸重復定位精度可達±0.01mm,θ向重復定位精度可達±0.005°,可用在潔凈等級為10級的潔凈環境中。

圖1 ADEPTS350CR平面關節型機械手
典型的R-θ型機械手有3個自由度,分別為R(徑向)運動、θ(旋轉)運動和 Z(上下)運動,其顯著特征是電機通過復雜的帶傳動驅動前、后臂的關節回轉,機械手的手臂能沿著徑向做直線運動[5]。如圖2所示的日本RORZE公司開發的RR700系列就是典型的R-θ型機械手,其R向重復定位精度可達±0.05 mm,θ向重復定位精度可達±0.008°,Z軸重復定位精度可達±0.02 mm,可用在潔凈等級為10級的潔凈環境中。

圖2 RORZERR700R-θ型機械手
2 全自動探針臺機械手結構方案
目前國內300 mm全自動探針測試臺主要出自東京精密(Accretech)、東京電子(Tokyo Electron)以及EG公司(Electroglas),均采用機械手進行硅片傳輸。綜合設計難度、裝配方式、維護成本考慮,認為日本東京精密公司UF3000的機械手系統原理適合進行國產化設計。由于UF3000采用雙托盤同向式徑向直線運動(R-θ)型機械手,在初次設計中首先完成單托盤式徑向直線運動型機械手設計以及實驗調試,發現并解決問題,然后再進行雙托盤同向式徑向直線運動型機械手設計。
要求機械手運動各工位如圖3所示,要求的工藝流程為:探針測試臺初始化時自動檢測機械手機構、預對準機構各傳感器狀態,恢復初始化零位。將片盒放在承載臺上,工控機發出控制信號機械手Z向抬升到取片高度,機械手伸向片盒Z向微抬升并真空吸附硅片將其緩緩拖出,真空壓力傳感器檢測機械手是否有硅片。機械手順時針旋轉180°并伸出將硅片放在預對準承片臺上,預對準機構掃描硅片缺口,預對準完成后機械手吸附硅片縮回,逆時針旋轉90°并伸出將硅片放在設備承片臺3個立柱上,機械手縮回,設備進行自動對準并開始測試,下片時設備承片臺3個立柱上升,將硅片頂起,機械手伸出Z向微抬升并真空吸附硅片,縮回后逆時針旋轉90°,將硅片放入片盒中,即可開始下一個周期,其工藝流程圖如圖4所示。
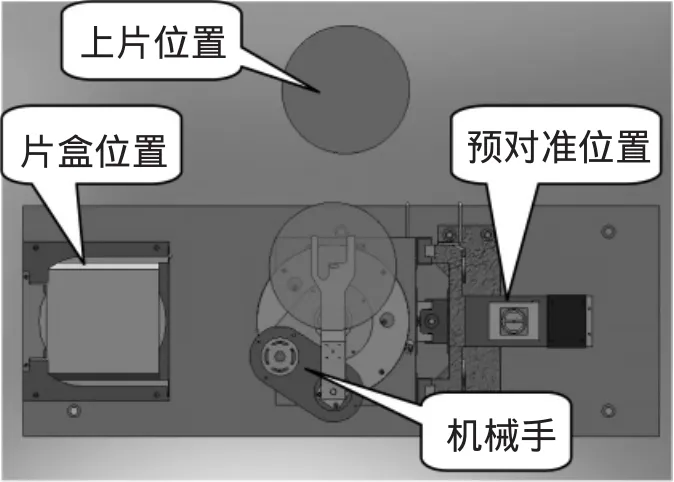
圖3 機械手運動工位
300 mm探針測試臺基本技術參數:
自由度數目:3個自由度(R、θ、Z)
機構形式:R(徑向)運動、θ(旋轉)運動和 Z(上下)運動。
驅動方式:分別為AC伺服電機驅動
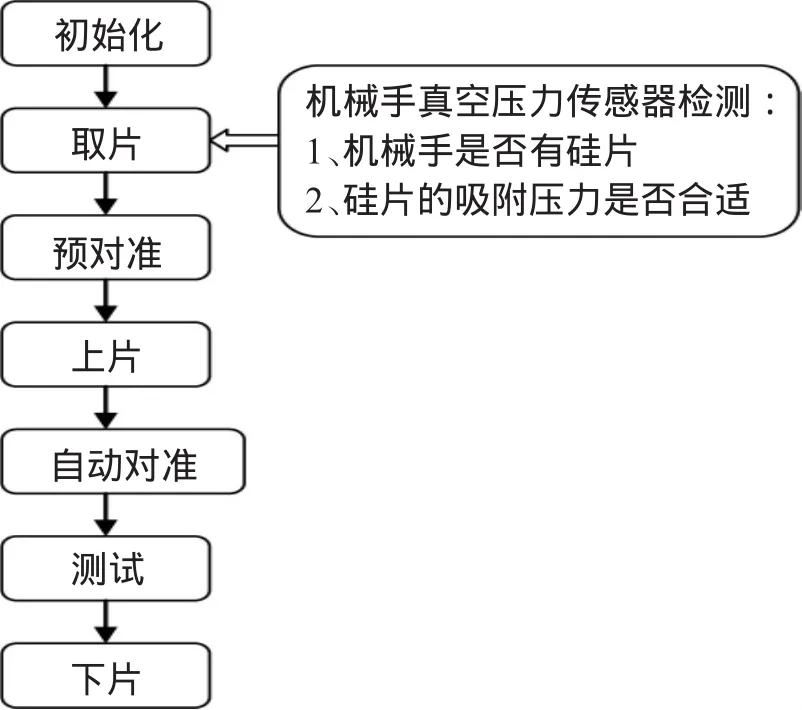
圖4 機械手運動工藝流程
技術參數:
運動范圍:R向 500 mm;θ向 200°;Z向300 mm。
最大速度:R 向 300 mm/m;θ向 200°/s;Z向300mm/s。
重復定位精度:R向±0.1mm;θ向±0.03°;Z向±0.05 mm。
抓取質量:1 kg。
機械手各部件如圖5所示:
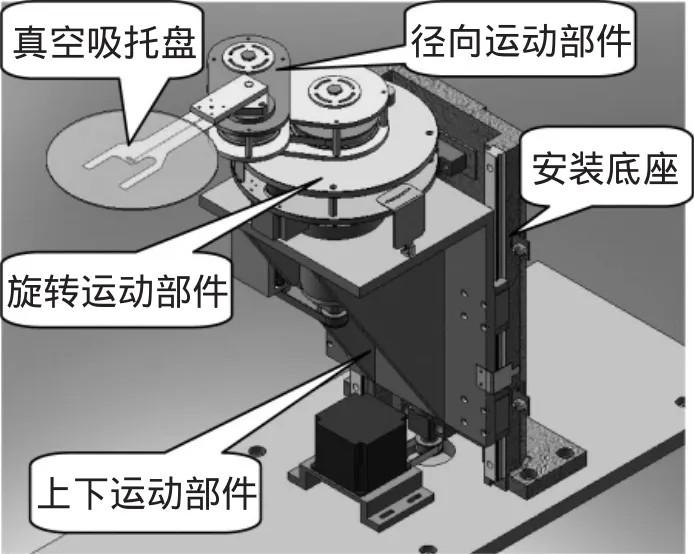
圖5 機械手各部件
3 機械手各部件介紹
3.1 Z(上下)運動部件
該部件實現機械手的上下運動,采用了傳統的絲杠導軌結構,并用伺服電機驅動。上下運動部分比較重,為防止斷電后運動部分由于重力作用下移,因此使用了具有斷電抱閘功能的伺服電機。
3.2 θ(旋轉)運動部件
該部件實現機械手的旋轉運動,采用伺服電機驅動,同步齒形帶傳動,完成上層機械臂的總體旋轉。旋轉范圍要求達到200°,需要準確定位三個工位:片盒取片工位、預對準工位、承片臺測試工位。
θ向旋轉軸徑向誤差以及軸向誤差通過兩個旋轉臂反映到真空吸托盤上會產生很大的放大效果,有可能影響整個機械手系統精度。針對軸向間隙利用一對背面組合型向心軸承消除間隙;針對徑向跳動在向心軸承稍遠端裝配一個深溝球軸承進行輔助支撐,以防止旋轉軸徑向擺動。
3.3 R(徑向)運動部件
該部件實現機械手的徑向直線伸縮運動,這是R-θ型機械手的典型標志。是由兩套相互關聯的同步齒形帶機構來實現的,其轉動原理如圖6所示,其中OA=OB,同步齒形帶輪1與同步齒形帶輪2的傳動比為2∶1,同步齒形帶輪3與同步齒形帶輪4的傳動比為1∶2[6]。
參考哈爾濱工業大學理論力學教研室主編《理論力學》第四版,對徑向直線伸縮運動進行動力學分析[7],可以得到B點的運動軌跡為直線運動,方向始終沿著OB直線;BD的運動軌跡為直線運動,方向始終沿著OB直線[8]。
要實現精確的徑向直線伸縮運動,第一要保證精確的傳動比,這里采用同步帶傳動,具有傳動比準確,無滑差,可獲得恒定的傳動比的優點。第二要保證后臂體和前臂體的同步齒形帶輪中心距一致性,這就需要兩個工件的軸承孔需要組合加工,以確保運動精度[9],見圖6。
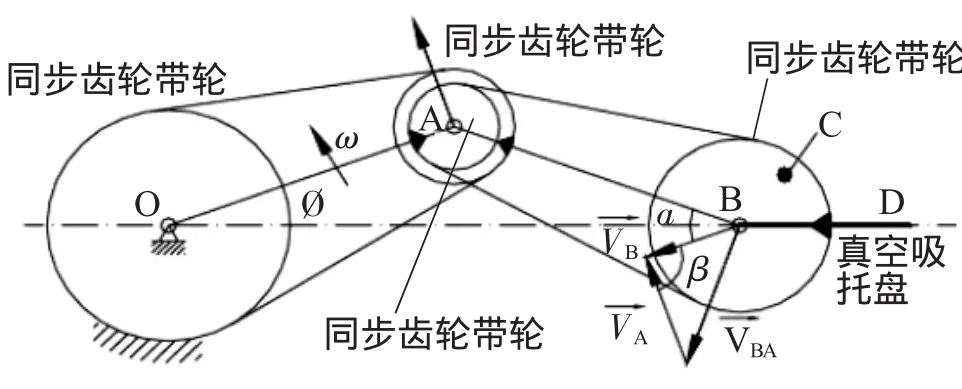
圖6 徑向直線運動型機械手原理圖
4.4 控制系統設計
該機構利用三個交流伺服電機+伺服驅動器,控制系統采用雷塞多軸控制卡+PC工控機。工控機運行運動程序,通過多軸控制卡控制伺服驅動器來驅動伺服電機運動。真空壓力傳感器以及限位開關有運動控制卡的通用數字I/O接口控制。
4 機械手的關鍵技術
4.1 校準技術
為了滿足傳輸不同尺寸硅片的需要,機械手的真空吸托盤要經常更換,雖然機械手具有很高的重復定位精度,但是由于零部件傳動誤差和定位誤差的存在,其絕對位置精度較低,真空吸托盤工作一段時間后,會產生位置偏移,造成傳輸硅片不準確。因此校準系統非常必要。人工校準的方法需要大量的時間和很高的技巧,而且精度低。
Zhang[10]等人采用經典的一面兩孔的定位方式,結合新的補償算法,解決了校準精度的問題。其校準過程為:首先將真空吸托盤上的兩個孔與校準裝置的銷對準,并插入,編碼器反饋給電機一個位置信號,控制器針對此時的位置進行校正、控制。在更換不同規格的真空吸托盤時,根據其尺寸的變化,計算出控制系統所需要的補償量,輸入到控制器,此時進行校正、控制。
4.2 傳感器控制系統
由于機械手屬于開環控制系統,工控機程序發送指令給伺服電機,即使運行精度非常高,因為沒有反饋信號,就不能確保真空吸托盤達到預定位置。當然,片盒放置位置誤差,片盒尺寸誤差以及不同硅片尺寸誤差都可能引起機械手不能達到所需要的位置。
目前方案是單獨設計機械手控制面板,當更換不同規格硅片以及片盒時,放置片盒到承載臺后,通過人工操作控制面板,首片先采用人工取片對位記錄初始位置,然后自動運行。
將來需要在此基礎上添加壓力傳感器,當真空吸托盤前端或側面碰到其他物體時,壓力傳感器產生作用,提醒操作人員需要校準機械手。
4.3 雙托盤同向式徑向直線運動(R-θ)型機械手
在目前單托盤徑向直線運動型機械手的基礎上,繼續開發出雙托盤同向式徑向運動型機械手,如圖7所示。增加了一個真空吸托盤,使上下片效率提高1倍,但也加大了控制系統難度。
5 結束語
隨著硅片直徑的增大,特征尺寸的減小,其主流生產線已由20世紀80年代的150 mm、0.8μm,到90年代的200mm、0.35μm,直到今天的300mm、0.18 μm,逐漸向 450 mm、0.05 μm 方向邁進。硅片直徑和質量的增加與制造工藝的提高,使硅片加工設備中機械手系統朝著更高潔凈度、更高速度、更高精度和更高穩定性的方向發展。
本文論述的機械手系統主要針對300mm全自動探針測試臺的工藝需要,對機械手結構以及設計中需要注意的關鍵技術進行了闡述。該設計可以推廣到整個半導體生產線其他工藝設備的應用,對未來大尺寸半導體生產線的國產化具有很大意義。
[1]汪勁松,朱煜.我國“十五”期間IC制造裝備的發展戰略研究[J].機器人技術與應用,2002(2):5-9.
[2]叢明,杜宇.面向IC制造的硅片機器人傳輸系統綜述[J].機器人,2007(5):261-265.
[3]田陸平.集成電路關鍵設備市場分析及發展戰略[J].電子工業專用設備,2006,35(1):1-7.
[4]Van Zant P.microchip Fabrication:A PracticalGuide to Sem iconductor Processing(Fourth Edition)[M].北京:電子工業出版社,2004.
[5]康仁科,郭東明,張士軍等.一種傳輸機器人[P].中國:200420113013.1,2004.
[6]李正賢.一種機械手式上下片傳輸機構.電子工業專用設備,1995,24(4):32-33.
[7]哈爾濱工業大學理論力學教研室編.理論力學(第四版)[M].北京:高等教育出版社,1993.
[8]Saeed B.Niku著.孫福春,朱紀洪,劉國棟,等譯.機器人學導論-分析、系統及應用[M].北京:電子工業出版社,2004:108,113-115.
[9]張士軍,金洙吉等.硅片傳輸定位機器人的設計[J].機器人,2005(3):26-28.
[10]Zhang M T,Goldenberg K.Fixture-based industrial robot calibration for silicon wafer handling[J].Industrial Robot,2005,32(1):43-48.