基于PLC和觸摸屏的XUV-5000光固化爐控制系統
2011-06-04 04:36:32王建雄劉永立
電子工業專用設備 2011年9期
王建雄,劉永立
(中國電子科技集團公司第二研究所,山西太原 030024)
固化爐是用于灌液后對ITO(Indium-Tin Oxide)玻盒灌液口UV膠的固化。UV紫外光是一種先進的光學能源,其作用是利用UV光與UV感光涂料聚合照射的反應,使其UV涂料在瞬息之間完成干燥、固化的目的。
1 系統設計原理
本控制系統采用三菱公司FX1N PLC作為上位機,配以EasyView的MT06S觸摸屏,二者通過RS-485接口互連,傳輸速率通常選擇115 200 bps,8位偶校驗,1位停止位。RS-485的PLC站號為0,觸摸屏端通信口為COM 1。觸摸屏的監控及參數設置界面在計算機上使用配套的EasyBuilder編程軟件進行編制,通過這些圖形和圖形按鈕實現系統現場監控和動作控制。
系統中,觸摸屏用來對PLC發出操作命令,再由PLC根據預先存儲在其中的控制程序發出控制信號,來控制各個氣缸和電機的動作。傳感器用于采集一些動作狀態,電磁閥用于驅動氣缸的運動和運動方向。固化前用觸摸屏打開UV燈,選擇固化中UV燈要停止的位置,然后根據自動或手動操作來實現固化過程的操作。系統結構見圖1,整機設備外觀見圖2。
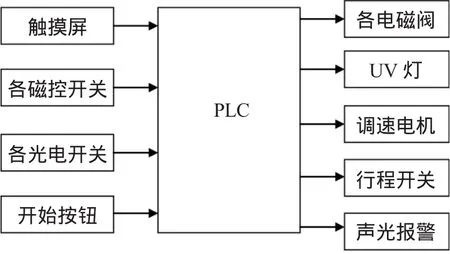
圖1 系統結構圖
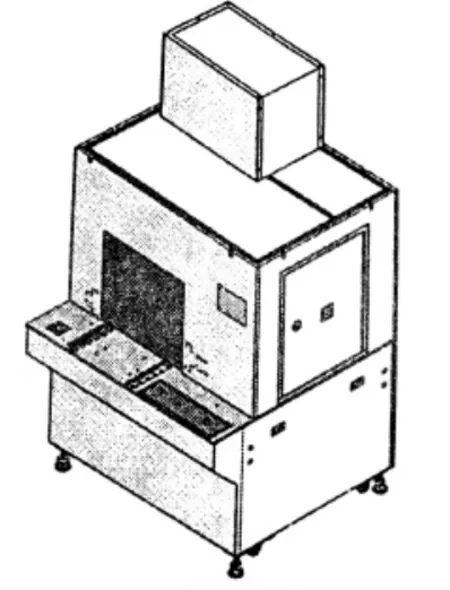
圖2 設備外觀
2 觸摸屏界面設計
本設備觸摸屏由4個界面組成,首頁、自動模式、手動模式和提示信息。為了便于操作,4個介面之間可以隨意切換。
2.1 首頁設計
本界面顯示了本設備的銘牌、型號、外觀和各個界面切換按鈕,使操作人員對本設備有個大概認識(見圖3)。
2.2 自動模式界面設計
在“自動模式界面”上,設計有對自動操作全過程的監控指示燈,隨時監控自動過程中的各個動作。“啟動”按鈕打開將開啟PLC中的自動操作程序,等待自動操作的開始。“半藍曝光”按鈕控制自動或手動操作中曝光位置是否滿藍具。“UV燈”按鈕控制UV燈的開關(見圖4)。
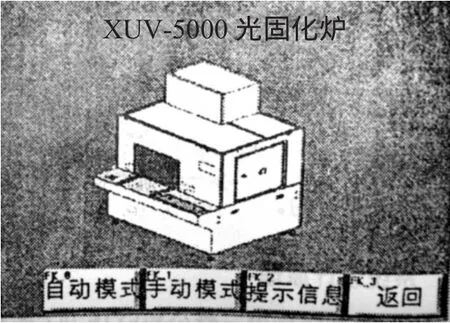
圖3 首頁界面
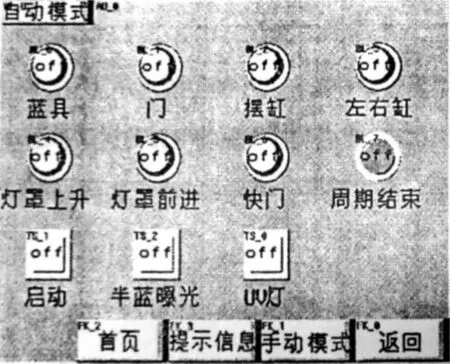
圖4 自動模式界面
2.3 手動模式界面設計
在“手動模式”界面上,設計有設備各個動作和條件的控制按鈕,觸動按鈕控制相應的動作單位,其中“半藍曝光”和“UV燈”按鈕的設計等同于“自動模式”界面(見圖5)。
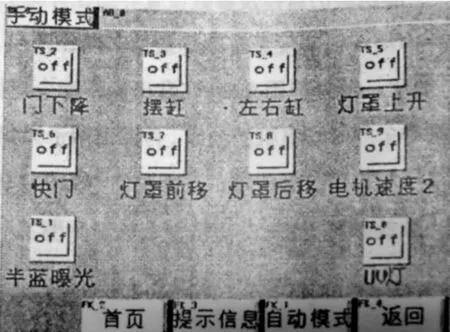
圖5 手動模式界面
2.4 提示信息界面設計
“提示信息”界面,主要用于報警提示。不管手動或自動操作,該界面所顯示的內容會提示操作人員正在進行的操作,或者誤操作。當操作不當時,該界面會顯示報警信息,并伴有蜂鳴聲,引起現場人員的注意,排除故障(見圖6)。
圖6 提示信息界
該界面所顯示的所有內容,在“自動模式”界面和“手動模式”界面的頂端,都有滾動的信息條,以便操作人員隨時了解操作過程中存在的問題。
3 PLC控制程序設計注意點
XUV-5000光固化爐自動流程圖如圖7所示。
PLC自動過程控制程序嚴格按照圖7所示自動流程圖編寫。UV固化設備需要用到大功率UV燈對ITO玻盒照射,UV光一旦大量泄露,將破壞周圍環境,產生大量臭氧,同時人體暴露在如此強的UV光下,會燒傷皮膚,更甚至使皮膚細胞產生變異。這就需要在各個動作之間運用互鎖盒連鎖程序,來控制UV燈不直接暴露在環境中。具體如下:
當UV燈打開,且UV燈快門開啟時,不能打開腔體門;
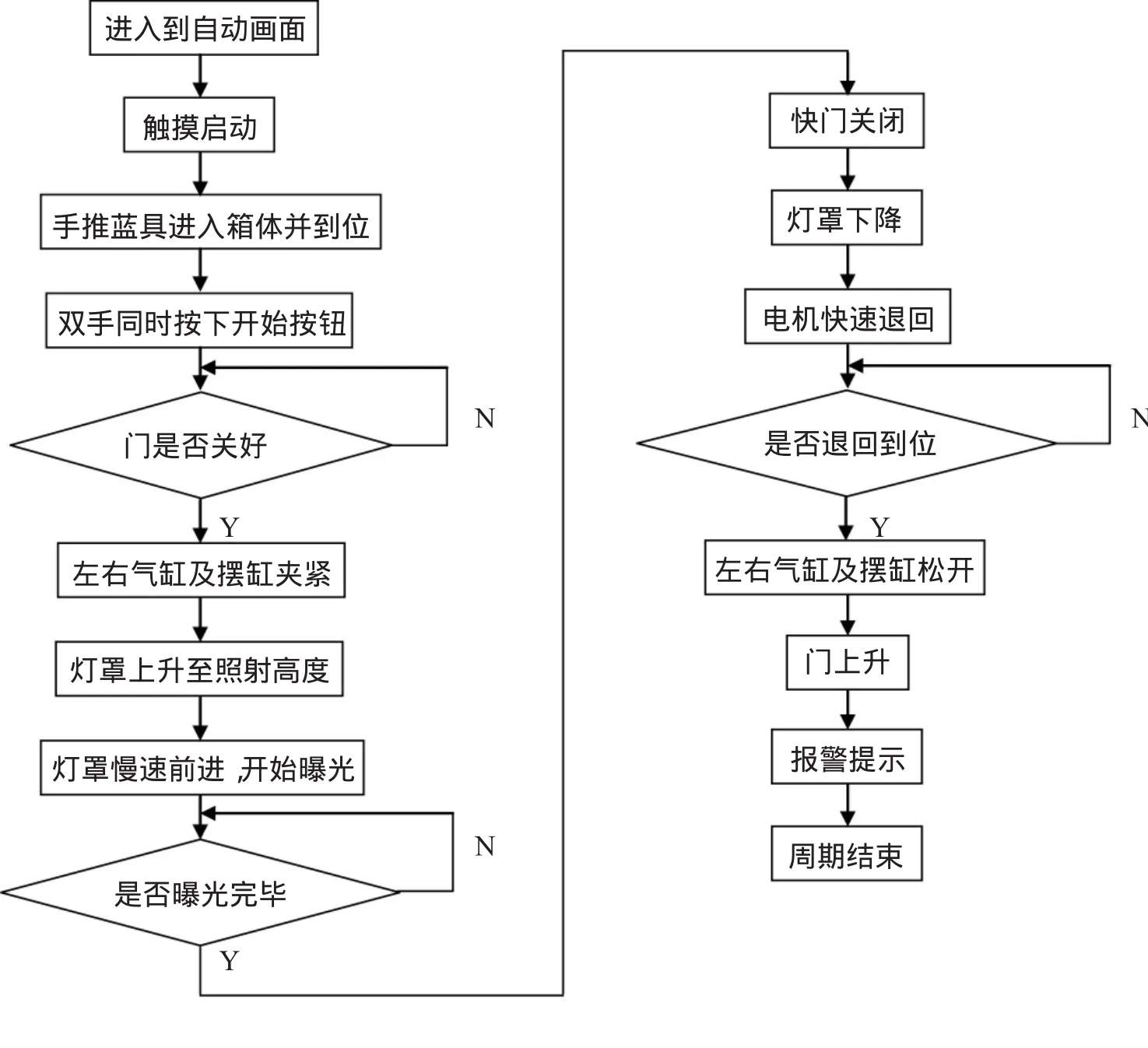
圖7 自動流程圖
當UV燈打開,且腔體門開啟時,不能打開UV燈快門;
當UV燈關閉時,所有動作都能進行。
4 本控制系統與傳統控制方式的優勢比較
我國液晶顯示器生產行業內,大多數已有的UV光固化爐采用傳統的操作面板,用大量按鈕和指示燈手動操作,操作繁瑣,可靠性不高,更談不上自動化程度。介于這種情況,XUV-5000光固化爐的研制,采用PLC控制系統配以觸摸屏人機界面,可實現設備的自動化。更主要的是,PLC控制程序的編寫,可消除誤操作對設備盒環境帶來的負面影響。
照射工藝的改進是本UV光固化爐的又一優點。舊式UV光固化爐采用傳送帶,調速電機帶動傳送帶,將待固化ITO玻盒藍具放在傳送帶送入爐體內。在開門將藍具送入爐體時,UV光會大量外泄,破壞環境。XUV-5000光固化爐采用調速電機帶動UV燈罩掃描式照射ITO玻盒,用一支較大功率UV燈管。XUV-5000光固化爐使用了燈罩快門盒爐體門,PLC對其有序連鎖的動作控制,有效地降低了UV光的外泄,對人體和環境起到一定的防護作用。
5 總 結
本設備屬于升級型設備,在原有UV固化設備的基礎上增加了PLC控制器和觸摸屏人機界面,大大提高了設備的整機性能和自動化程度。PLC和觸摸屏配合使用,觸摸屏取代了傳統控制面板,大大提高了系統的可靠性,改善PLC控制系統的操作性能,設計更加人性化。與上位工控機構成的監控系統相比,具有體積小、功耗低、投資少、安裝方便等優點。
筆者參與開發該UV固化設備,主持設計電控系統。在此,向在工作中給予極大幫助和對論文編寫給予指導的馮彬主任和金美華工程師、張建軍副主任表示衷心的感謝。
[1]胡壽松.自動控制原理[M].北京:科學出版社,2001
[2]廖常初.PLC基礎及應用[M].北京:機械工業出版社,2003
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
當代陜西(2020年13期)2020-08-24 08:22:02
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
制造技術與機床(2017年5期)2018-01-19 02:49:17
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37