接觸面的曲率變化對超聲檢測靈敏度的影響
2011-05-15 11:36:48張富生孫遠霞周鳳革
壓力容器 2011年6期
關鍵詞:檢測
張富生,孫遠霞,周鳳革
(中國第一重型機械股份公司核電石化事業部,遼寧大連 116113)
0 引言
目前的工業領域中,核電、火電、鋼鐵、機械、軍工、礦山、航空航天、石化、船舶等行業的產品,在制造階段為保證零部件的內部質量,均要采用無損檢測的手段來判斷和把關,其中有一些由于外形尺寸、形狀的原因,使用常規的檢測設備、探頭進行檢測的可實施性較差,給常規的無損檢測方法帶來很大困難。因此,檢測技術人員在常規無損檢測技術基礎性研究方面要增加力度,以適應新發展階段的要求。例如,對于帶曲率工件的超聲波檢測,使用常規的直探頭和斜探頭在平面校準試塊上校對靈敏度,需要補償多少增益量(dB)才能保證對實際檢測中發現的缺陷給出正確的評價結果,始終沒有具體試驗數據作可靠的依據。在美國ASME標準A388附錄X1中是針對具體探頭(晶片尺寸 ?30、頻率2.25 MHz)、具體試塊(ASTM No3-0600)使用的曲線,而曲線的繪制沒有作詳細說明。另外,在美國ASME標準Ⅴ卷中焊縫檢驗章中,對于檢測面帶曲率的焊縫的檢測在附錄G中有論述,但對目前國內使用的探頭參數不能完全對應,導致標準中給出的曲線參數只能作為參考,從而造成在實際檢測過程中設定檢測靈敏度時,附加的曲率補償增益(dB)值也只是估計值,沒有經過實際驗證。
針對這種情況,設計了帶有不同曲率的模擬試塊,然后用經常使用的、不同類型的硬膜直探頭或斜探頭在該模擬試塊上進行對比試驗,并根據試驗獲得的數據繪制出具體探頭所對應的不同工件曲率(半徑)—增益之間的關系曲線。該曲線直觀地反映出不同曲率的檢測面與平面之間,由于曲率的不同,所對應的同聲程、同外形尺寸的反射體所產生的不同反射波增益之間的差值,即曲率補償增益(dB)值。在實際檢測過程中,將該補償值補償到檢測靈敏度中,則可以保證檢測結果的準確性。
1 原因分析(曲率的改變對檢測靈敏度的影響)
對于帶有曲率的工件,使用常規探頭進行檢測時,由于常規探頭都是硬膜直探頭或斜探頭,在與工件帶曲率的表面接觸時,對于凸曲面只能以帶有一定寬度的線或一定直徑點的方式(凸曲率柱面為線,凸球面為點)接觸(見圖1),使這類探頭發出的超聲波束在工件中發散;對于凹曲率表面,這類探頭中心部位根本接觸不上,只能靠邊緣接觸(見圖1),曲率半徑小到一定值時,通過耦合劑,僅有部分聲能透射。雖然凹曲面還有聚焦作用,在某一曲率范圍內會部分抵消接觸不良影響的效果,但最終都是導致聲束傳輸耦合效果變差。隨著曲面的曲率逐漸趨近于零(平面曲率為零),超聲波傳輸耦合的效果會逐漸接近于平面的傳輸效果。
由于存在上述情況,導致檢測面為平面的耦合效果最好,凸曲面次之,凹曲面最差。
理論上,柱面工件曲率半徑對檢測靈敏度的影響主要是通過改變探頭晶片在工件上的有效接觸面積造成的,公式如下[1]:
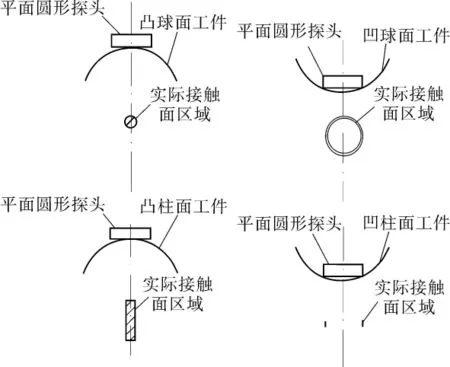
圖1 常規硬膜直探頭與帶曲率工件表面接觸狀態示意

式中 PΦ——平面工件圓形平面缺陷的反射聲壓
po——平面工件上晶片振動面上的平均聲壓
A——晶片面積
A'——有效接觸面積
S——平面工件上圓形平面缺陷距探測面的距離
S'——柱面工件的圓形平面缺陷距探測面的距離
α——平面工件的材質衰減系數
α'——柱面工件的材質衰減系數
從式(1)中可以看出,第一項、第三項和第四項與曲率半徑無關,因此曲率半徑的影響可以用探頭晶片在平面上的接觸面積A和柱面工件上的有效接觸面積A'之比的分貝差表示,即20lg求出不同曲率時的有效接觸面積A',就可以得出不同柱面工件半徑對檢測靈敏度的影響。
需要說明的是,有效接觸面積A'在這里是指與該有效接觸面積的等效圓相比,等效圓的接觸處于平面狀態時,兩者的測量誤差在2.5 dB以內,則此時的接觸面積稱為“探頭晶片在工件上的有效接觸面積”。
計算有效接觸面積,以凸曲柱面工件為例,首先需從聲壓在多層界面上的往復透過率導出平面狀態下和曲面狀態往復透過率的聲壓比,并假定平面狀態的油層厚度為零。導出結果如下:
式中 T——平面接觸狀態的聲壓往復透過率
T'——曲面接觸狀態下的聲壓往復透過率
k2——穿透聲壓在油層中的波矢量
l——油層的厚度
Z1,Z2,Z3——探頭保護膜、油層和工件的聲阻抗
通過式(2),經過一系列假設和推導(假設條件和推導過程略),可導出有效接觸上的最大油層厚度 lmax的表達式為[1]:

從最大油層厚度lmax、柱面工作曲率半徑R和晶片半徑r,就可以導出有效接觸面積A'的計算式[1]:

2 對檢驗靈敏度進行補償的討論
硬膜直探頭或斜探頭與帶曲率的表面接觸,造成了接觸面的減小和聲能的分散,使檢測靈敏度下降。在探測相同距離和尺寸的缺陷時,平面接觸的回波波高,顯然要大于曲面接觸的回波波高。欲得到相同的波高,必須適當提高曲面探測時儀器的增益,即補償量。這個增益值(補償量)通常被稱為曲率修正系數。該系數除與工件表面曲率半徑有關外,還與所用的超聲探頭的頻率、晶片尺寸、探頭保護膜材料、耦合劑種類以及被檢材料有關。
美國ASME標準第Ⅴ卷正文第4節焊縫超聲檢驗篇中,在附錄G中對曲率修正系數(補償量)的求解過程作了明確規定。首先,要掌握被檢測工件的實際曲率半徑R、所用換能器的直徑、頻率、保護膜材質及檢測所用的耦合劑種類。根據所用的換能器直徑和頻率數值查表求出換能器系數F1值,再由F1值、所用的探頭保護膜材質和使用的耦合劑種類來具體確定應用F1—Rc(換能器臨界半徑)曲線圖中的一條曲線,求出換能器臨界尺寸半徑Rc值。然后根據工件實際曲率半徑與換能器臨界半徑之比R/Rc值,最終在曲率修正系數曲線圖上查出具體的補償量(曲率修正系數)[2-3]。實際檢測過程中,帶曲率工件上的檢測靈敏度就等于在平面試塊上校準好的靈敏度加上該曲率修正系數。
然而在上述根據探頭保護膜材質和使用的耦合劑種類確定使用具體F1—Rc曲線時,ASMEⅤ卷附錄G中所給出的探頭保護膜和耦合劑種類不夠全面,沒有覆蓋我國目前經常使用的探頭和耦合劑,所以不能確定具體使用圖中的哪一條曲線適合求出Rc,最終導致無法確定曲率補償量(曲率修正系數)。因此可以看出,這一環節中的通用性稍差一些。另外,ASME標準附錄G中明確地規定了適用的范圍,即當凸面材料的曲率直徑>508 mm時,可用平面試塊來校定靈敏度,再另外加上曲率修正系數值,即可進行檢測。當曲率直徑≤508 mm時,必須使用帶有曲率的(該試塊適用于0.9~1.5倍試塊曲率直徑的帶曲率工件)試塊進行校定靈敏度。當R/Rc≥1.0時,使用平面試塊校定靈敏度時,不用進行靈敏度的增益校正。
對于帶曲率的鍛件檢測,在美國ASME標準A388附錄X1中給出了曲率半徑與波高之間的關系曲線。該曲線是針對具體探頭(晶片尺寸?30、頻率2.25 MHz)、耦合劑(只標出了機油和甘油兩種)和具體試塊(ASTM No3-0600)所使用的曲線,而曲線的繪制沒有作詳細說明,適用的范圍有局限性。如更換不同尺寸的探頭和耦合劑,該曲線反映的數值就不準確,從而在確定不同曲率的鍛件超聲檢驗靈敏度時無法給出相應的補償量。
另外,對于一些曲率半徑很小的工件,例如,小直徑的棒料和管材,在使用接觸法超聲檢測時,如果試塊的曲率與被檢工件相同,而且通過特殊修磨、加楔塊或探頭前加軟保護膜的方法使探頭表面與工件的曲率全面相吻合,可不考慮曲率修正問題。
3 模擬曲率試塊上的實際測試
為了彌補日常使用常規探頭來檢測帶曲率工件時無法得到具體曲率補償量這一漏洞,筆者首先設計了2組帶有不同曲率的柱面模擬試塊,一組帶有凸曲率面;另一組帶有凹曲率面;還有1塊是平面試塊(見圖2)。然后以平面試塊為基準,使用硬膜直探頭或斜探頭在這兩組試塊上分別進行測試,并與平面試塊上校定的基準進行比較,得出了與具體探頭、不同工件曲率相對應的曲率補償量(曲率修正系數)dB值。在試塊上用于直探頭測試的基準反射體為?5橫孔;用于斜探頭測試的反射體為R50的柱面。

圖2 帶有不同曲率的模擬試塊
4 專用曲率修正系數曲線的繪制
首先使用具體探頭,分別在不同曲率的試塊上測量基準反射體的反射波高在儀器上的讀數,即衰減器讀數值(dB),并列表。然后繪制出衰減器讀數與曲率之間的關系曲線(見圖3)。再將曲線上不同曲率所對應的衰減器讀數與平面曲率(曲率半徑為∞)對應的衰減器讀數相比較,即可得出不同曲率半徑的檢測面的曲率修正系數。
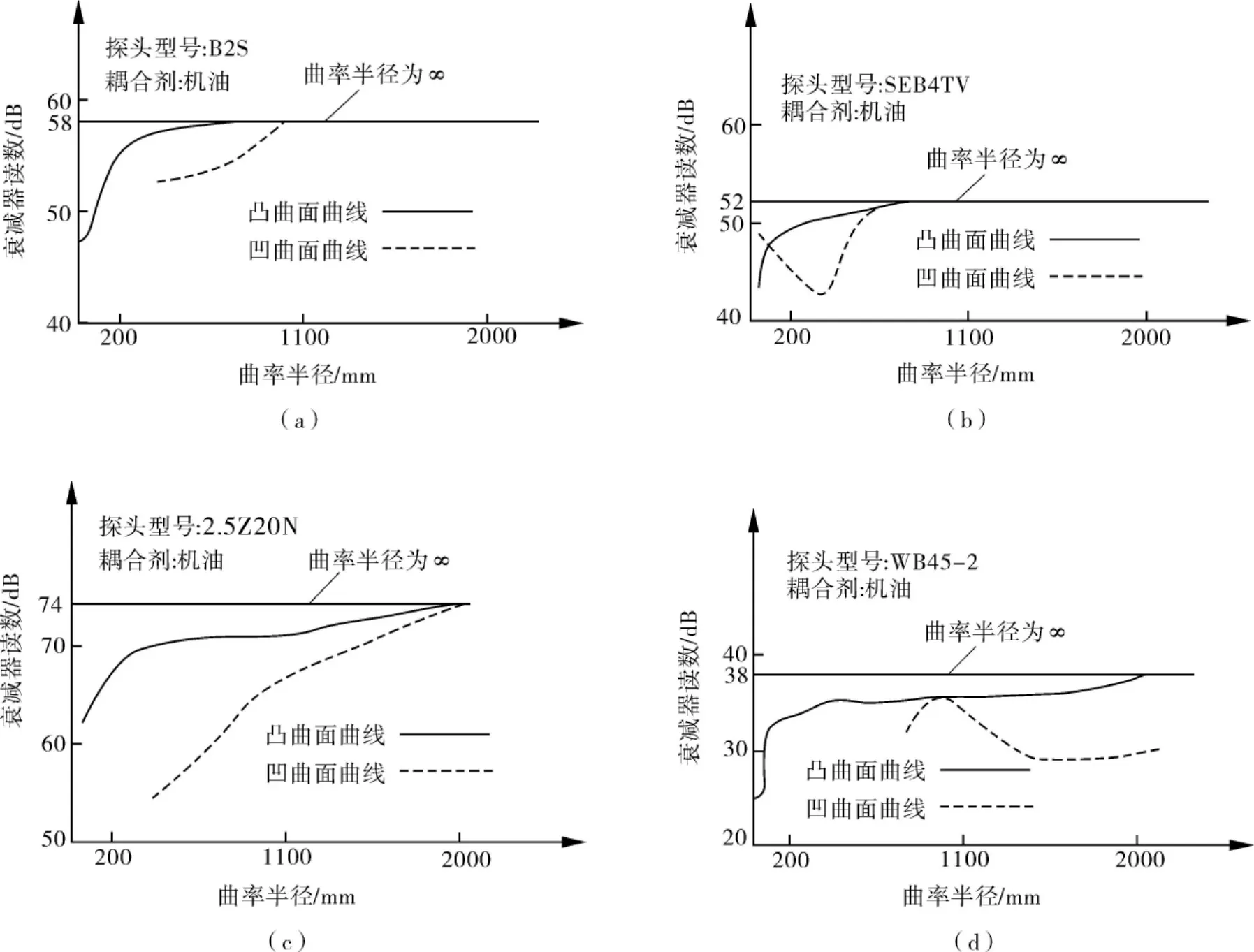
圖3 衰減器讀數與曲率半徑之間的關系曲線
從圖3可以看出,對于凸曲柱面工件的檢測,其實硬膜直探頭或斜探頭與凸曲柱面嚴格意義上是線接觸,其余部分均通過耦合劑與曲面接觸。隨著曲率半徑增大,探頭與凸曲柱面間的耦合劑厚度減少,并且由于耦合劑潤濕性能的影響,使探頭通過耦合劑與凸曲柱面接觸面積增大,由此導致聲耦合性能的改善,對超聲傳輸的耦合效果逐漸變好,以上共同作用的結果使凸曲柱面的曲線逐漸趨近平面曲線。當曲率半徑大于一定值時,在工程實用意義上已不用補償,現行的ASME規范認可這一點。對于凹曲柱面工件的檢測,第一個因素,硬膜直探頭或斜探頭是通過耦合劑與凹曲面接觸,隨著曲率半徑增大,探頭與凹曲柱面間的耦合劑厚度減少,由此導致聲耦合性能的改善,對超聲傳輸的耦合效果逐漸變好;第二個因素,凹曲柱面對聲束有聚焦作用,隨著曲率半徑逐漸增大,對聲束的聚焦作用逐漸減小。以上兩個因素共同作用的結果使凹曲面曲線在某一曲率范圍出現拐點。
5 結語
通過上述工件曲率對超聲檢測靈敏度、缺陷定量影響的討論,可以看出,不同的工件形狀、曲率、探頭類型、耦合劑種類對曲率修正系數都有一定的影響。最終會影響到缺陷定量的準確性,給產品安全使用評估帶來困難。所以在產品的實際超聲檢驗過程中應考慮曲率的影響因素,才能得出正確的檢驗結果。針對具體的曲率修正系數,只有通過模擬試驗進行對比,才能獲得實際具體數據并應用于檢驗過程中,使檢測結果真實、可靠。
[1] 鄭中興.材料無損檢測與材料評估[M].北京:中國標準出版社,2004:96-102.
[2] 超聲探傷編寫組.超聲波探傷[M].北京:電力工業出版社,1980.
[3] ASME鍋爐及壓力容器規范[S].美國,2004.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
