基于Ansys的球罐對接接頭焊接應力分析
2011-04-23 12:11:08張錦洲長江大學機械工程學院湖北荊州434023武漢科技大學機械自動化學院湖北武漢430081
長江大學學報(自科版) 2011年7期
張錦洲(長江大學機械工程學院,湖北荊州434023;武漢科技大學機械自動化學院,湖北武漢430081)
球形儲罐 (簡稱球罐)是一種存儲氣體、液體或液化氣體的壓力容器。與圓筒形儲罐相比,球罐受力均勻,風力系數低,同等體積時表面積最小,具有壁厚薄、質量輕、用材少及造價低等優點,因而在石油化工領域中得到了廣泛應用。球罐結構是一個大型的復雜焊接殼體,是一個以焊接為主要加工手段的系統工程。工業中應用的球罐大多數用于儲存易燃、易爆和有毒的液體或氣體介質,其爆炸危險性大。一旦發生失效或安全事故,往往具有很強的破壞力,不但球罐本身會遭到破壞,造成較大的經濟損失,而且容易造成較大的人身傷亡。因此,對球罐焊縫應力進行分析具有十分重要的意義。
1 球罐對接接頭應力分析
1)幾何模型 球罐殼體所采用的主要為對接焊接接頭,使用V型坡口,假設殼體壁厚為45mm,建立的2D幾何模型如圖1所示。

圖1 球罐對接接頭有限元幾何模型
2)焊接熱源模型選取 在電弧焊時,比較有效的方法是采用熱源密度q(r)為正態度分布的表面熱源,即假設熱量按概率分析中的高斯正態分布函數來分布,焊接熔池中復雜的熱過程用導熱連續體中的高斯熱源加以近似[1]。
對于球罐的焊接,筆者采用埋弧自動焊,建立高斯函數分布熱源模型 (見圖2),其表達式為:

式中,q(r)為距電弧中心r處的熱流密度,J/s;qmax為電弧中心處最大熱源熱流密度,J/s;K為熱源集中程度的系數,1/mm2;r為圓形熱源內某點與中心的距離,mm。
按照高斯分布曲線,熱源在無限遠處才趨近于零。因此,要對熱源作用區域有個限制,即要確定加熱斑點的大小,一般取電弧中心處最小熱源熱流密度qmin=0.05qmax,即認為加熱斑點內集中了95%以上的熱量,按此條件,正態分布熱源加熱斑點的外徑
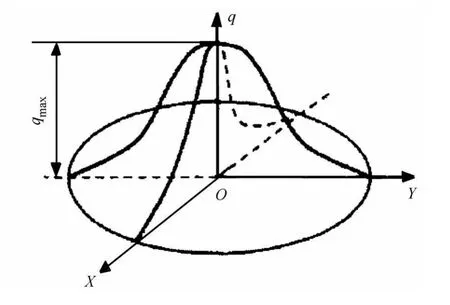
圖2 高斯函數分布熱源模型
3)生死單元格技術 在焊接過程中,在剛開始焊接時焊縫是不存在的,隨著焊接材料的不斷填充,焊縫才逐漸出現,這也就是Ansys中單元由 “死”到 “生”的過程。
在Ansys中,單元的生死功能是通過修改單元剛度的方式實現的。單元被 “殺死”時,不是從剛度矩陣被刪除,而是其剛度降為一個低值。“殺死”的單元的剛度乘以一個極小的減縮系數 (缺省為1.0E-6)。為了防止矩陣奇異,該剛度不設置為0。與 “殺死”的單元有關的單元載荷矢量 (如壓力、溫度)是零輸出。對于 “殺死”的單元,質量、阻尼和應力剛度矩陣設置為0。單元一旦被 “殺死”,單元應力和應變就被重置為0。因為 “殺死”的單元沒有被刪除,所以剛度矩陣尺寸總是保持著。與之相似,當單元 “活著”的時候,也是通過修改剛度系數的方式實現的。所有的單元,包括開始被 “殺死”的,在求解前必須存在,這是因為在分析過程中剛度矩陣的尺寸不能改變,所以,被激活的單元在建模時就必須建立,否則無法實現 “殺死”與激活。當單元被重新激活時,它的剛度、質量與荷載等參數被返回到真實狀態。
4)材料屬性 定義隨溫度變化的熱物理性能參數,并在實體各面定義隨溫度變化的對流、輻射等邊界條件。球罐殼體的材料為16MnDR,焊條采用E5016-G焊條[2]。
2 有限元模型的建立
1)選擇單元類型 Ansys單元庫有100多種類型,筆者使用同時具有溫度和位移自由度的13號2D耦合單元Vector Qaud 13進行分析[3]。
2)劃分網格 Ansys軟件平臺提供了網格映射劃分和自由適應劃分的策略。映射劃分只用于規則的幾何圖素,對于裁剪曲面或者空間自由曲面等復雜幾何體則難以控制。自由網格劃分用于空間自由曲面和復雜實體,球罐對接接頭選擇映射劃分。一般來講,網格數量增加,計算精度會有所提高,但同時計算量也會增加,應在焊縫部位采用較密的網格,在遠離焊縫的母材部分采用較稀疏的網格 (見圖3),這樣既可以提高運算速度,又能夠保證計算精度[4-5]。
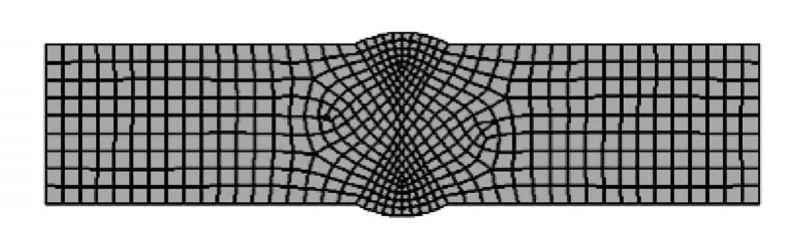
圖3 網格劃分
3 結果分析
在焊接過程中,局部區域受到高溫,越遠離焊接點溫度越低。在冷卻過程中,隨著熱量的不斷流失,溫度逐漸降低,遠離焊縫區域的會先降到室溫,焊縫區及其附近區域最后降到室溫,經過一段時間后整個構件的溫度會與周圍的環境溫度相同,變得均勻。由局部區域 (包括焊縫及熱影響區)受到高溫引起不均勻的熱量變化,使構件產生焊接變形。在焊縫冷卻時,焊縫和焊縫附近區域的鋼材連成一體,不能自由收縮,受到約束而產生焊接殘余應力。隨著熱量的不斷流失,溫度逐漸降低,焊縫及焊縫周圍區域的殘余應力逐漸增大。
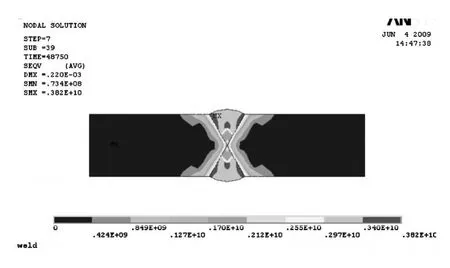
圖4 焊接應力分布云圖
殘余應力最大值沒有出現在焊縫中,而是出現在焊縫與熱影響區的結合部,即熔合線附近 (見圖4),且處在焊縫余高與母材表面的交界處,主要由于此處余高與母材表面形狀發生了突變,故造成較大應力,焊接應力基本對稱,距離焊縫越遠應力越小,應力分析基本合理。
[1]莫春立,錢百年,國旭明,等.焊接熱源計算模式的研究進展[J].焊接學報,2000,22(3):93-96.
[2]孫耀峰,張亦良,徐學東,等.2000m3球罐殘余應力工作應力對比分析[J].北京工業大學學報,2001(4):460-465.
[3]夏忠定.Ansys在壓力容器設計中的應用 [J].油氣田地面工程,2007(3):49.
[4]韓敏.利用Ansy s軟件對壓力容器進行應力分析 [J].煤礦機械,2008(1):73-74.
[5]劉興龍,曲仕堯,鄒增大,等.基于Ansys的焊接過程的有限元模擬 [J].電焊機,2007(7):41-44.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24