超超臨界塔式鍋爐T23管材的應(yīng)用分析
2011-04-12 01:32:54王浩
電力與能源 2011年3期
王 浩
(上海上電漕涇發(fā)電有限公司,上海 201507)
由上海鍋爐廠有限公司(以下簡稱上鍋廠)引進(jìn)德國ALSTOM公司技術(shù),設(shè)計(jì)、制造的1 GW超超臨界燃煤發(fā)電機(jī)組塔式鍋爐,在國內(nèi)投入運(yùn)行的有華能玉環(huán)電廠、上海外高橋第三發(fā)電廠、國華浙能發(fā)電有限公司寧海二期工程和上海上電漕涇發(fā)電有限公司(以下簡稱上電漕涇電廠)一期工程,共計(jì)6臺(tái)鍋爐。從機(jī)組投運(yùn)情況看,這6臺(tái)鍋爐在投用初期就發(fā)生了水冷壁系統(tǒng)多處泄漏,嚴(yán)重影響機(jī)組的安全運(yùn)行,引起了各方面的關(guān)注。現(xiàn)對超超臨界塔式鍋爐應(yīng)用T23管材作一分析。
1 水冷壁管發(fā)生泄漏
上電漕涇電廠1號鍋爐于2009年9月30日沖管,2010年1月12日完成168 h運(yùn)行。2號鍋爐于2009年12月17日沖管,2010年4月5日完成168 h運(yùn)行。截至2010年7月,2臺(tái)鍋爐在螺旋段水冷壁及垂直蒸發(fā)段水冷壁部位,均發(fā)生了不同程度的泄漏。檢查發(fā)現(xiàn),在機(jī)組初始啟動(dòng)階段,多處泄漏部位主要集中在工廠焊的垂直蒸發(fā)段水冷壁。從2010年2月開始,在1號鍋爐螺旋段角部水冷壁處也多次發(fā)生泄漏。
2 水冷壁管發(fā)生泄漏原因分析
2.1 批量制造
按照設(shè)計(jì),上鍋廠在1 GW等級塔式鍋爐螺旋段水冷壁和垂直蒸發(fā)段水冷壁上有大量的鐵件焊接(包括剛性梁連接件和密封盒)。在工廠制造階段,一般批量制造完成后再進(jìn)行整體熱處理,這樣,同批次進(jìn)行熱處理的水冷壁管排中,首批焊接的管排和末次焊接的管排,在熱處理的間隔時(shí)間上就不一樣。
熱處理完成后,進(jìn)入檢驗(yàn)階段,除了按照設(shè)計(jì)標(biāo)準(zhǔn)進(jìn)行水壓試驗(yàn)外,一般還進(jìn)行10%的磁粉(MT)檢驗(yàn)。檢驗(yàn)結(jié)果發(fā)現(xiàn),在鐵件角焊縫處存在局部微裂紋,因此,上鍋廠將鐵件角焊縫的磁粉檢驗(yàn)擴(kuò)大至100%。
上鍋廠1GW等級塔式鍋爐螺旋段水冷壁轉(zhuǎn)角位置供貨狀態(tài)為散管,須在工地焊接。由于超超臨界機(jī)組的運(yùn)行特點(diǎn),鍋爐啟停和運(yùn)行時(shí)隨負(fù)荷變化的速率較快,使螺旋段水冷壁鰭片,特別是爐膛四角和水冷壁剛性梁鐵件的角焊縫產(chǎn)生較大的熱應(yīng)力,容易在運(yùn)行中產(chǎn)生裂紋,發(fā)生鍋爐泄漏事件,如圖1和圖2所示。

圖1 剛性梁鐵件角焊縫右側(cè)裂紋

圖2 剛性梁鐵件角焊縫左側(cè)裂紋
2.2 T23鋼管材分析
上鍋廠生產(chǎn)的1GW等級塔式鍋爐螺旋段水冷壁和垂直蒸發(fā)段水冷壁管材選用T23鋼,由日本住友研發(fā),按照ASME SA-213(2004版)標(biāo)準(zhǔn)生產(chǎn)。
水冷壁管材選用T23鋼引入國內(nèi)應(yīng)用時(shí),國外文獻(xiàn)資料曾報(bào)道,T23在壁厚小于10 mm時(shí),焊后可以不進(jìn)行熱處理。但隨著近年來國內(nèi)對T23鋼的深入研究和推廣應(yīng)用,發(fā)現(xiàn)T23鋼有一定的冷裂紋傾向。首先,在受較大拘束力的條件下,不預(yù)熱不能保證不產(chǎn)生冷裂紋。其次,焊后不進(jìn)行熱處理,焊接接頭的抗拉強(qiáng)度和塑性性能就算全部合格,但是焊縫和熱影響區(qū)的硬度偏高、沖擊韌性降低,經(jīng)710~730℃熱處理后,焊縫和熱影響區(qū)的沖擊韌性顯著提高。
根據(jù)近幾年 T23鋼在實(shí)際應(yīng)用中的結(jié)果, ASME在2009年頒布的CASE 2199-4標(biāo)準(zhǔn)中,對T23鋼的微量元素進(jìn)行了調(diào)整:
1)將B(硼)的含量從0.0005%~0.006%提高到0.001%~0.006%,目的是為了提高鋼的淬透性。
2)N(氮)小于或等于0.015%與Ti(鈦) 0.005%~0.06%化合形成物TiN大于或等于3.5%,親和力極強(qiáng)。彌散析出,強(qiáng)化晶界,提高了晶界的高溫強(qiáng)度。降低N含量是為了降低殘余N導(dǎo)致的時(shí)效脆性。
3)細(xì)化晶粒(鐵素體),屬于固溶強(qiáng)化提高鋼的淬透性。
2.3 焊縫缺陷分析
2.3.1 焊接缺陷分析
分析認(rèn)為,水冷壁鰭片、填塊、連接件與水冷壁管子焊接后產(chǎn)生的裂紋,主要原因有兩個(gè)方面:一是,表面成型存在應(yīng)力角所致裂紋和焊縫根部未熔焊透;二是,因焊接缺陷引起應(yīng)力過于集中,并在熱態(tài)應(yīng)力的作用下產(chǎn)生裂紋。
產(chǎn)生焊接缺陷的主要原因有以下幾方面:
1)無坡口焊接,根部形成夾渣,未焊透。
2)選用焊條直徑可能過大,一層焊接成型,焊接收縮應(yīng)力大,致使焊接范圍應(yīng)力過大。
3)焊接未預(yù)熱或焊后未緩冷,加大了焊接區(qū)域的應(yīng)力。
4)外觀成型差,熔敷金屬下塌形成了焊接應(yīng)力角。焊接后沒有打磨成R弧過渡,使得應(yīng)力不能均勻釋放。
5)焊接后沒有進(jìn)行緩冷,受環(huán)境溫度的影響,焊縫收縮造成疊加應(yīng)力。
6)水冷壁受剛性梁和鐵件拘束,應(yīng)力得不到釋放,因局部焊接缺陷形成應(yīng)力集中后,更容易出現(xiàn)裂紋。
2.3.2 對接焊縫缺陷分析
在螺旋段和垂直段均發(fā)生水冷壁管對接焊縫缺陷,且標(biāo)高+70.6m水冷壁垂直段對接焊口居多,橫向裂紋大多在向火側(cè)0點(diǎn)鐘位置,如圖3和圖4所示。

圖3 標(biāo)高+70 m水冷壁裂紋外觀
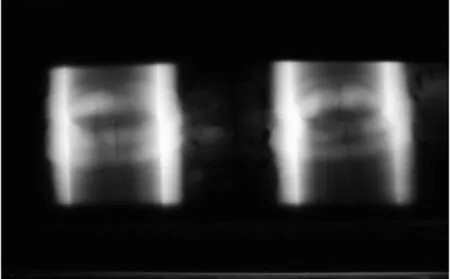
圖4 標(biāo)高+70 m水冷壁裂紋射線檢測
水冷壁管對接焊縫缺陷有以下特征:
1)大多處于標(biāo)高+70.6m螺旋水冷壁與垂直水冷壁的接口處。此區(qū)域是亞臨界運(yùn)行時(shí)汽、水兩相共存區(qū),其裂紋大多處于焊縫的橫截面,管子的縱向方向。
2)裂紋缺陷大多發(fā)生在向火面0點(diǎn)鐘位置的螺旋水冷壁徑向截面吸熱最大、溫度最高的位置。
3)通過圖5照片可看出,焊口內(nèi)壁裂紋端角呈現(xiàn)鈍狀形貌,而且邊沿曲折。
4)通過圖6照片可看出,管子內(nèi)壁裂紋沿晶界斷續(xù)開裂,金相組織清晰、無渾濁組織出現(xiàn),而且晶界清晰。
5)通過圖7照片可看出,經(jīng)過打磨和拋光,裂紋缺陷大多發(fā)生在焊縫、融合線及熱影響區(qū)間,宏觀呈曲折、斷續(xù)形貌。
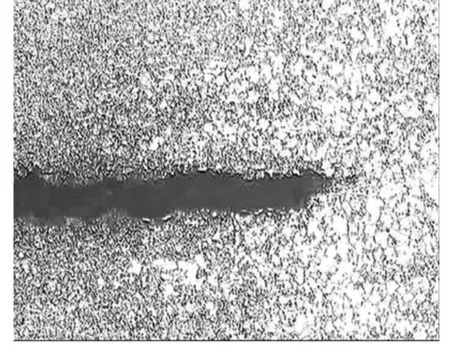
圖5 焊口內(nèi)壁裂紋端部金相照片(100倍)
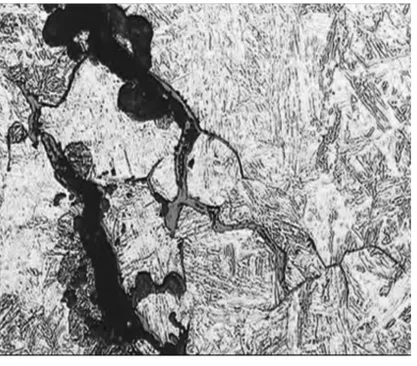
圖6 管子內(nèi)壁裂紋形貌金相照片(100倍)
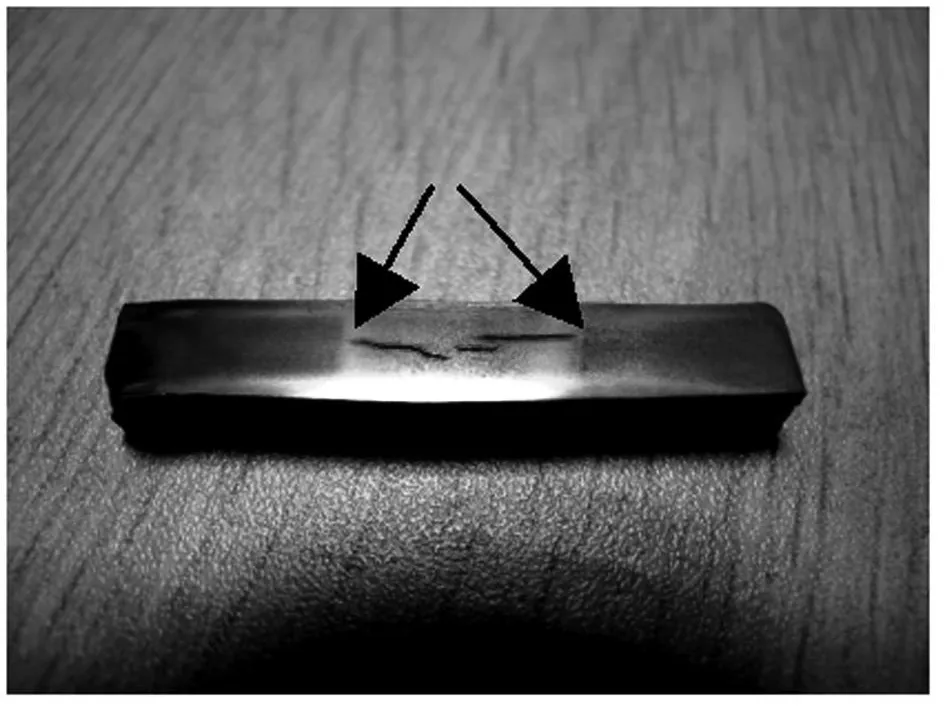
圖7 經(jīng)打磨后的裂紋宏觀照片
由圖5至圖7照片可以看出:
1)宏觀斷面檢查,裂紋為焊縫橫向、斷續(xù)開裂,同時(shí)也是管子縱向開裂。顯然是受切向應(yīng)力在熱態(tài)下開裂。
2)仔細(xì)觀察金相照片,發(fā)現(xiàn)裂紋端部呈鈍狀,不是尖銳狀形貌出現(xiàn),表明裂紋是在塑性狀態(tài)下萌生、長大而開裂。
3)裂紋是沿晶界斷續(xù)開裂。金相組織清晰,無穿晶,不渾濁。分析認(rèn)為:裂紋是在材料的Ac1下,許用溫度600℃下仍有塑性產(chǎn)生,應(yīng)該是在500~550℃區(qū)間萌生裂紋。
寶鋼鋼研所的檢測試驗(yàn)資料表明,T23鋼有明顯的焊接及高溫運(yùn)行影響的時(shí)效脆性,其時(shí)效傾向在550℃時(shí)比較明顯,而 T23鋼的設(shè)計(jì)目標(biāo)使用溫度是500~550℃。所以,在500~550℃下機(jī)組帶負(fù)荷運(yùn)行要非常謹(jǐn)慎,而且標(biāo)高+70.6 m是汽、水兩相波動(dòng)范圍,倘若此時(shí)給煤量和給水量的配比不當(dāng),極易使該范圍T23管壁金屬溫度進(jìn)入500~550℃,造成時(shí)效脆性開裂(屬于熱交變應(yīng)力,裂紋為管子縱向)。
3 裂紋樣管取樣分析與評估
對標(biāo)高+70.6 m水冷壁對接焊縫裂紋樣管,分別送上海兩家權(quán)威機(jī)構(gòu)進(jìn)行分析。
3.1 機(jī)構(gòu)一
分析認(rèn)為:裂紋樣管母材為回火貝氏體,在貝氏體鐵素體基體上分布著小島板狀馬氏體,晶粒度為8.0級別。焊縫組織主要為大量的貝氏體和少量的針狀馬氏體,焊縫硬度最大為338 HV。HAZ主要以貝氏體和少量的板條馬氏體為主。焊接接頭的裂紋出現(xiàn)在焊縫部位,推斷裂紋首先出現(xiàn)在打底焊縫,在管內(nèi)介質(zhì)的高溫高壓下,蒸汽逐漸進(jìn)入裂紋并開始腐蝕。裂紋位于中部,而且裂紋沿著晶界方向擴(kuò)展,如圖8和圖9所示。
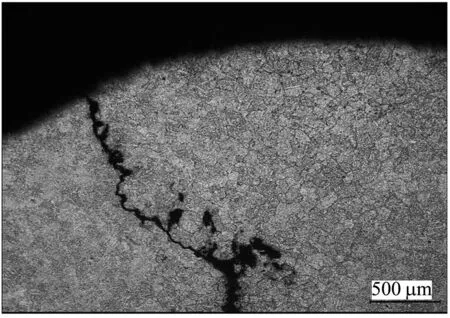
圖8 標(biāo)高+70.6 m水冷壁對接焊縫內(nèi)壁裂紋
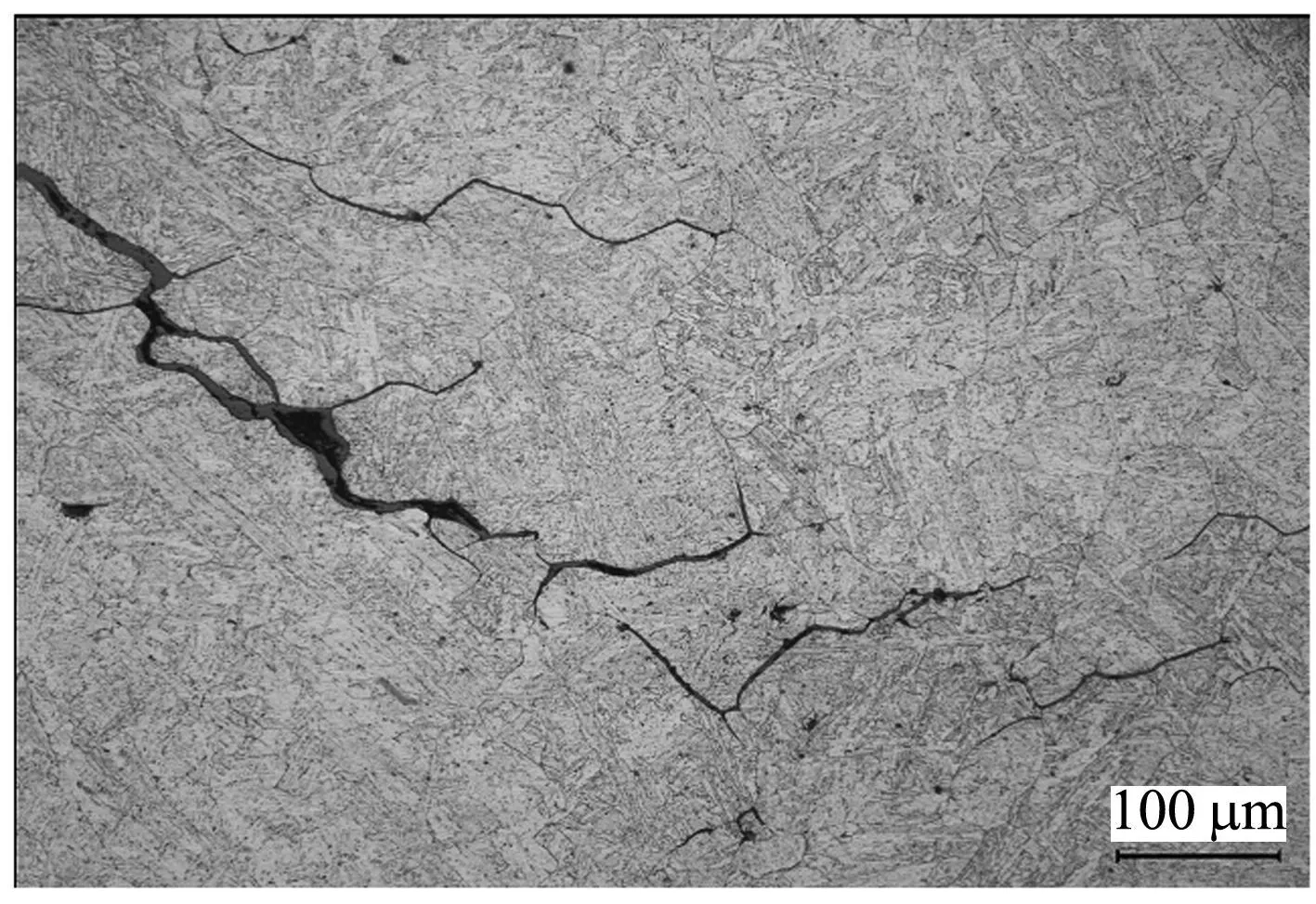
圖9 標(biāo)高+70.6 m水冷壁對接焊縫中部裂紋
對裂紋進(jìn)行化學(xué)成份的射線掃描,發(fā)現(xiàn)在裂紋處氧元素大量增加,可見裂紋中存在大量的氧化物,如圖10所示。推斷此裂紋擴(kuò)展是由介質(zhì)蒸汽作用,裂紋沿著最薄弱的晶界進(jìn)行擴(kuò)展。因此,分析結(jié)果認(rèn)為:焊縫接頭的裂紋可能由熱裂紋(包括再熱裂紋)引起;裂紋的擴(kuò)展主要由高溫高壓的蒸汽引起或加速。
3.2 機(jī)構(gòu)二
分析認(rèn)為:焊縫及熱影響區(qū)的宏觀硬度和微觀硬度普遍在250~330 HV,最大值為354 HV,硬度值和機(jī)構(gòu)一的分析數(shù)據(jù)基本吻合。分析結(jié)果認(rèn)為:
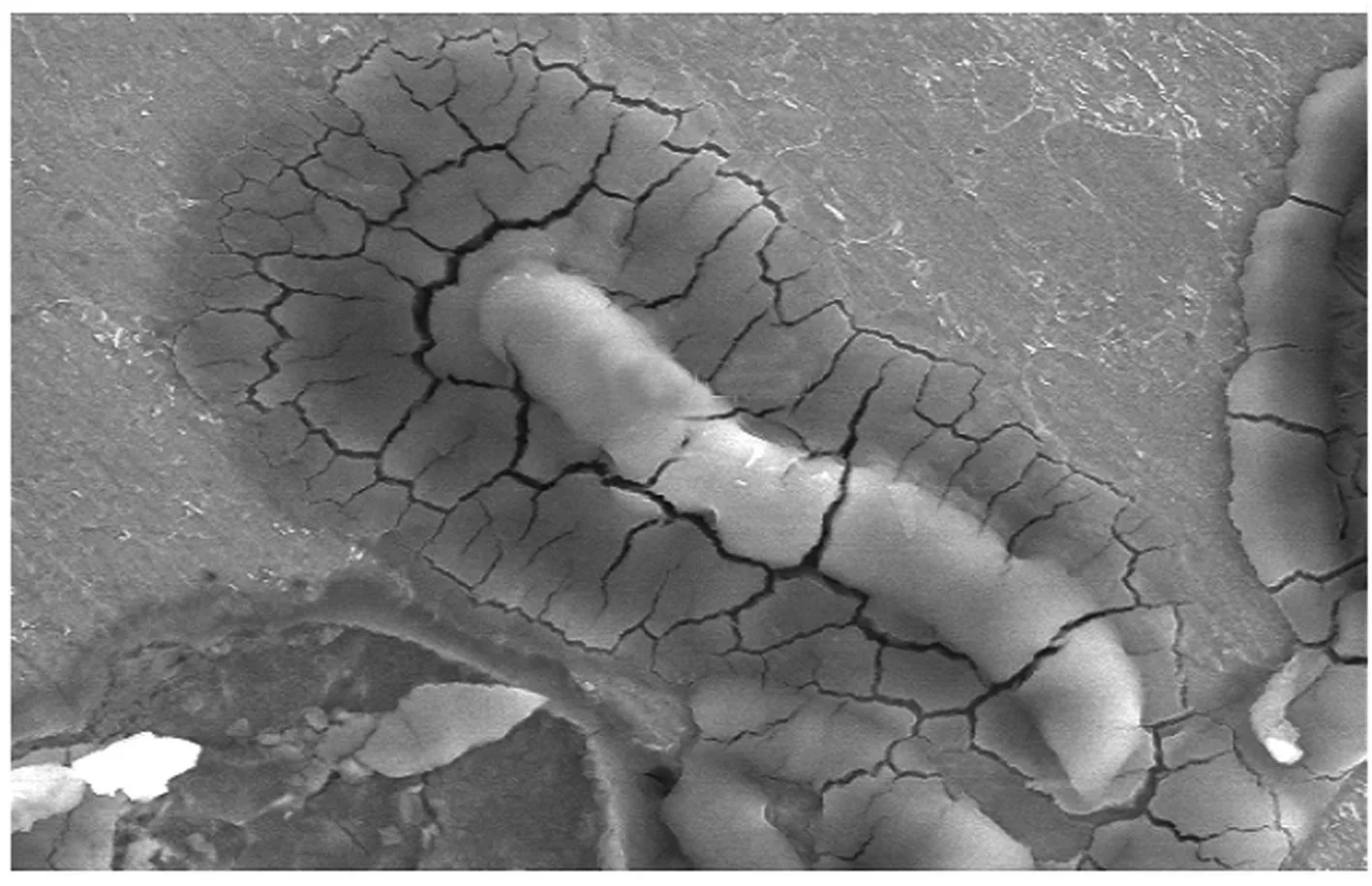
圖10 裂紋處氧化物
1)焊縫硬度值偏高,不符合DL/T 869—2004《火力發(fā)電廠焊接技術(shù)規(guī)程》規(guī)定。
2)部分焊口焊縫的根部發(fā)現(xiàn)過熱組織,部分試樣在鰭片焊接處發(fā)現(xiàn)未焊透,而且已經(jīng)萌發(fā)裂紋。3)裂紋斷續(xù),沿晶體發(fā)展,均未擴(kuò)展至母材。4)焊縫質(zhì)量不合格,塑性(變形能力)差是導(dǎo)致焊縫開裂的主要原因。
5)焊接殘余應(yīng)力、運(yùn)行過程中的拘束(膨脹)應(yīng)力等多重因素作用,致使接頭開裂。
3.3 不同看法
兩家機(jī)構(gòu)在分析中存在不同看法,機(jī)構(gòu)一認(rèn)為裂紋性質(zhì)主要是熱(再熱)裂紋。根據(jù)曼內(nèi)斯曼T23/T24管材手冊中的試驗(yàn)數(shù)據(jù),焊縫及熱影響區(qū)硬度并不是產(chǎn)生裂紋的關(guān)鍵因素,關(guān)鍵是焊縫的沖擊韌性。在該手冊中提到:直徑33.4 mm× 5mm/T23小管,采用直徑2 mm的Union S 2 CrMo焊絲,焊劑UV 305,焊前不預(yù)熱,焊后不做熱處理,在熱影響區(qū)的最大硬度值為332 HV,焊接工藝被批準(zhǔn),在法國CORDEMAIS電廠5號機(jī)組運(yùn)行。
總之,焊縫及熱影響區(qū)硬度值偏高,使得韌性下降,受熱交變應(yīng)力后,容易產(chǎn)生破壞。
4 水冷壁管焊接及施焊環(huán)境分析
4.1 水冷壁管橫向(切向)應(yīng)力大
垂直段水冷壁在工地安裝方式為沿爐膛寬度方向7片膜式壁組合,受制造偏差及誤差累積集中的影響,在焊口對接時(shí)須把水冷壁管間的鰭片割開、現(xiàn)場校正對口間隙,待水冷壁管焊接完成后再恢復(fù)鰭片。割開后的鰭片間隙需用塞塊或新的鰭片鋼填充,這種做法也增加了新的焊接應(yīng)力。在鍋爐標(biāo)高+70.6m對接焊縫發(fā)現(xiàn)的裂紋,其對接焊縫與剛性梁垂直間距僅為230 mm。剛性梁與對接焊縫間距偏小,使+70.6 m標(biāo)高的水冷壁管相對所受的拘束應(yīng)力更大。
另外,從發(fā)現(xiàn)焊縫橫向裂紋的水冷壁管焊口看,鰭片角焊縫的厚度均比較高。按正常設(shè)計(jì),鰭片厚度為6 mm,因焊縫厚度過高,使內(nèi)外壁溫差增大,導(dǎo)致管排內(nèi)焊接應(yīng)力增大。
橫向裂紋大部分在爐膛內(nèi)向火側(cè),相對于爐外,爐內(nèi)外管壁的溫差大,進(jìn)一步增加了水冷壁管的應(yīng)力。焊縫的融合線及收弧接頭位置,為焊縫的薄弱區(qū)域。但橫向裂紋的焊縫收頭位置并不全在0點(diǎn)鐘和12點(diǎn)鐘位置,大多為45°斜角,而且在爐內(nèi)。
從水冷壁管結(jié)構(gòu)上分析,0點(diǎn)鐘和12點(diǎn)鐘位置為受切向應(yīng)力最大的區(qū)域。按ASM E標(biāo)準(zhǔn), T23材料的σs為400 MPa,但該強(qiáng)度為沿管道軸線方向。如管道受橫向應(yīng)力,一般只要應(yīng)力值大于強(qiáng)度極限的0.5~0.6倍,即會(huì)發(fā)生破壞。
4.2 負(fù)荷波動(dòng)加劇了熱交變應(yīng)力
水冷壁管內(nèi)介質(zhì)在標(biāo)高+70.6 m位置,處于蒸發(fā)段汽水兩相流區(qū)域(濕態(tài)),或者干度變化比較大的區(qū)域(干態(tài))。在負(fù)荷波動(dòng)過程中,隨煤量的波動(dòng),特別是如果給水量跟不上煤量的變化,蒸發(fā)點(diǎn)會(huì)沿爐膛高度方向急劇變化。汽水兩相的波動(dòng)、汽泡破裂或者干度的變化,加劇了水冷壁熱交變應(yīng)力的變化,使水冷壁管切向應(yīng)力大大增加。一般金屬材料的松弛時(shí)間為2000~3000 h,如在機(jī)組運(yùn)行初始階段能保證鍋爐穩(wěn)定運(yùn)行,將有效降低水冷壁管橫向裂紋的產(chǎn)生。
4.3 施工環(huán)境溫度
1號鍋爐標(biāo)高+70.6 m垂直段水冷壁焊接在2008年12月至2009年1月進(jìn)行。當(dāng)時(shí)環(huán)境溫度較低,雖然采取焊前預(yù)熱、焊后緩冷的措施,并采用小焊條、小電流施焊,但環(huán)境溫度低造成冷卻速度過快,使金屬收縮的時(shí)間減少,焊接內(nèi)應(yīng)力得不到充分釋放。
經(jīng)查閱安裝資料,在1號鍋爐標(biāo)高+70.6 m垂直段水冷壁焊接位置,實(shí)施水冷壁對接焊口的焊工,即為其余部位施焊的焊工,安裝焊口經(jīng)射線探傷,未發(fā)現(xiàn)焊縫有橫向裂紋。
5 防止焊縫裂紋的技術(shù)措施
根據(jù)T23管材的特點(diǎn),制訂了相應(yīng)的技術(shù)措施,通過嚴(yán)格的控制,自2010年5月開始,1號和2號鍋爐水冷壁的泄漏次數(shù)不斷減少。
主要采取了以下措施:
1)嚴(yán)格執(zhí)行焊接工藝,焊前100~150℃預(yù)熱,焊后加熱至300~400℃經(jīng)保溫緩冷,控制層間溫度不大于280℃,并加強(qiáng)過程控制,消除焊接缺陷。
2)在每次停爐過程中,對水冷壁鐵件集中位置進(jìn)行普查,對存在焊接表面缺陷的進(jìn)行打磨處理,做到圓滑過渡。
3)在機(jī)組啟、停或者在臨界點(diǎn)壓力下運(yùn)行時(shí),應(yīng)謹(jǐn)慎、嚴(yán)密地調(diào)整給煤和給水的時(shí)間和量的配比合理性,防止T23材料迎火面溫度在500~550℃之間運(yùn)行。
4)嚴(yán)格控制機(jī)組啟、停升降溫速度,預(yù)防超溫運(yùn)行。
5)加強(qiáng)標(biāo)高+70.6 m處爐膛管壁壁溫的檢測和監(jiān)督。對爐膛四面的高溫部位測點(diǎn),進(jìn)行制度性的硬度和現(xiàn)場金相檢查。
6)對水冷壁鐵件集中、橫向切應(yīng)力大的部位,在水冷壁鰭片上開應(yīng)力釋放槽。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
