0.5mm間距CSP/BGA器件無鉛焊接工藝技術研究
2011-03-26 06:37:36孫國清李承虎
電子工業專用設備 2011年5期
關鍵詞:工藝
孫國清,李承虎
(中國電子科技集團公司第三十八研究所,安徽合肥 230031)
印制板組件的高密度化、高可靠性以及無鉛化發展趨勢,其對元器件封裝尺寸、性能以及組裝工藝要求愈加苛刻。
CSP/BGA器件因其小尺寸、低阻抗、低噪聲等優點越來越廣泛應用于電子信息系統產品中。但同時,CSP/BGA器件在無鉛組裝工藝中有著較大的難度系數,開展其焊接工藝研究顯得比較迫切。
1 封裝
1.1 定義
CSP:是chip size package的英文縮寫,即芯片級尺寸封裝。它是指芯片的面積與封裝體面積之比大于80%,通俗的說,芯片的邊長比封裝體的邊長小僅僅1mm左右。CSP/BGA就是具有芯片級尺寸封裝的器件。
1.2 結構
CSP/BGA器件應用較多的主要有兩種結構形式,即引線鍵合和倒裝鍵合(見圖1)。
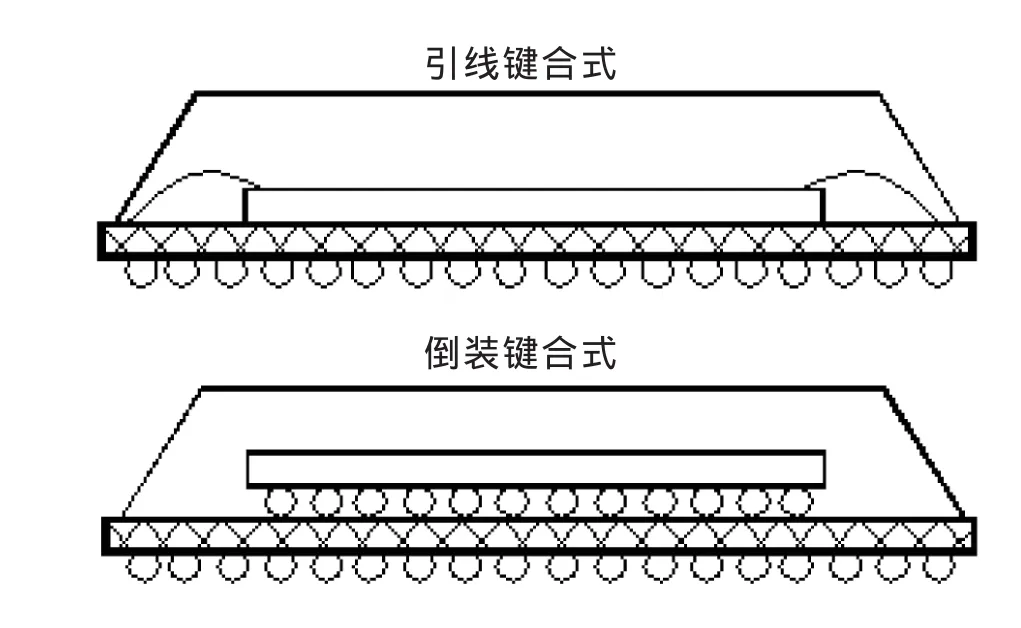
圖1 引線鍵合和倒裝鍵合
2 焊盤設計
0.5 mm間距CSP/BGA器件,其焊球直徑為0.3mm。
(1)應為每個焊球采用單獨焊盤,焊盤尺寸直徑設計為0.3 mm;間距與焊球一致,為0.5 mm;焊盤上不可設置過孔。
(2)布線時,焊盤可直接走線或通過過孔走線,過孔應位于周邊4個焊盤的中間位置。CSP/BGA封裝體之下的所有過孔均用阻焊膜覆蓋。
(3)應用NSMD(阻焊層圍繞銅箔焊盤幷留有間隙)的阻焊方式。
3 焊膏印刷工藝
要保證焊膏至少75%的釋放率,焊膏的選擇、網板設計、印刷工藝參數設置等異常關鍵。
3.1 選擇焊膏
應選擇適合細間距器件印刷的無鉛焊膏,顆粒直徑在20~45μm之間。對無鉛焊膏的選擇應從以下幾個方面進行參考:
(1)熔點。焊膏合金共晶溫度不能太高,根據元器件耐受溫度以及回流峰值溫度,一般選擇在210~220℃較為合適;
(2)無毒。無鉛焊膏材料符合ROHS規范,不含有毒物質;
(3)可靠性。焊接后,焊點要有足夠的機械強度和良好的導電率;
(4)成本。焊膏成本要低,應用廣泛。
我們優選熔點在217℃左右的錫-銀-銅系焊膏。
3.2 設計網板
3.2.1 網板加工制作
CSP/BGA器件網板開孔尺寸很小,要保證焊膏有效地從網板孔內釋放,網板制作方法選擇至關重要。
現階段網板加工制作方法主要有:化學腐蝕法、激光切割法以及電鑄法。結合使用絲網印刷機特點以及加工成本考慮,我們優選激光切割外加孔壁拋光制作工藝方法。
3.2.2 網板厚度及開孔形狀、尺寸設計
網板厚度、開孔設計直接影響焊膏釋放率。相比有鉛焊膏,對于無鉛焊膏釋放率下降幅度可達10%~15%。
IPC7525標準要求,焊膏印刷時,網板開口尺寸滿足如下要求:
孔徑比即W/T>1.5;
開口面積/開口四周孔壁面積比>0.66,對于圓形孔,面積比公式為D/4T;對于矩形孔,面積比公式為LW/[2(L+W)T]
式中:L為開口長度;W為開口寬度;T為網板厚度;D為圓形開口直徑。
根據以上要求,初步設計幾種網板開口尺寸(見表1)。
最終選擇0.1 mm厚度的A4、A5、A6三種代號網板展開印刷試驗。
3.3 印刷工藝參數設置
影響焊膏印刷質量的參數主要有:刮刀角度、刮刀類型、印刷速度、印刷壓力、脫模速度、脫模距離等。

表1 網板開口形狀、尺寸
刮刀角度:刮刀角度一般在45~75(°)間。據有關試驗驗證,為了保證印刷過程中焊膏有較好的滾動性和填充性,刮刀角度選擇在60°。
刮刀類型:選擇不銹鋼刮刀,刮刀與網板接觸面應無變形、扭曲,刮刀長度應選擇比印刷圖形長度長20mm左右。
印刷速度:印刷速度設定必須保證焊膏在移動過程中處于滾動狀態,一般印刷速度低,焊膏填充性好。對于0.5mm間距器件,一般印刷速度為10~20 mm/s。
印刷壓力:印刷壓力不可過大,否則印刷過程中刮刀與網板之間壓力變大,刮刀印刷部位產生變形,導致刮刀印刷部位與網板之間產生間隙,印刷后網板上會殘留焊膏。
脫模速度、脫模距離:采用全自動絲網印刷機時,脫模速度、脫模距離是影響印制板印刷完焊膏下降過程中的兩個關鍵因素。印制板下降過程中,由于焊膏與網板之間的附著力,網板會產生一定的變形,如果脫模速度過快、脫模距離短,網板會快速恢復變形,致使印制板上焊膏被拉起。一般對于0.5mm間距的器件,脫模速度設定在0.5~1mm/s,脫模距離為2~3mm。
3.4 網板最終選擇
對0.1 mm厚度的A4、A5、A6三種代號網板展開印刷試驗見表2。
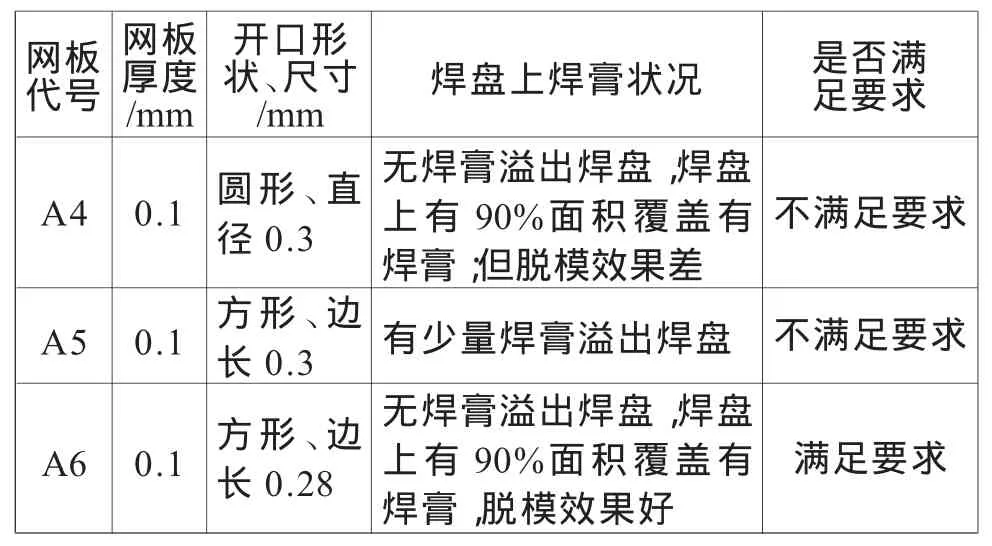
表2 印刷試驗
3.5 印刷工藝選擇
0.5 mm間距CSP/BGA器件使用絲網印刷機進行無鉛焊膏印刷時,應采取如下措施:
(1)選擇熔點在217℃左右的錫-銀-銅系焊膏。焊膏顆粒直徑在20~45μm之間。
(2)網板設計。網板鋼片采用0.1 mm厚度,開孔應設計成邊長0.28mm方形口,為保證焊膏平滑漏印,開口四周拐角應進行0.06mm的倒圓角且開口孔壁進行拋光工藝處理。
(3)絲網印刷機設置。刮刀角度選擇在60(°),印刷速度為10~20 mm/s;脫模速度設定在0.5~1mm/s;脫模距離為2~3mm。
4 貼裝工藝
4.1 預處理工藝
由于采用的CSP/BGA芯片為塑封封裝,極易吸潮。為防止芯片在回流焊接過程中產生鼓泡、裂紋等不良現象,貼片前,應在真空干燥箱內125℃下至少烘烤6 h。
4.2 貼片工藝設置
貼片的目的就是將CSP/BGA芯片準確地放置在印好焊膏的印制板指定位置上。這里涉及到定義器件的封裝、貼片機吸嘴的選擇、照相機的選擇、供料器裝置設置以及印制板上基準點定義、安裝CSP/BGA位置中心坐標定義等等。
CSP/BGA器件安裝在印制板上時,必須保證焊球在Z軸方向能與焊膏充分接觸,x、y方向中心偏離焊盤不大于焊球直徑的25%。
5 回流焊接工藝
根據焊膏特性,我們選擇保溫型溫度曲線,整個回流時間控制在4min左右。
回流前,應先確定回流速度(回流速度=加熱區長度/回流時間),再調整預熱區、保溫區、回流區以及冷卻區的參數設置。
預熱區:目的是將印刷線路板的溫度從室溫提升到錫膏內助焊劑發揮作用所需的活性溫度,溫度升得不可太快。升溫速率控制在1~3℃/s。
保溫區:目的是使印刷線路板上各個區域的元器件溫度相同,減少他們的相對溫差,并使錫膏內部的助焊劑充分地發揮作用,去除元器件焊端和焊盤表面的氧化物,從而提高焊接質量。
溫度控制在160~190℃之間,升溫速率控制在1~2℃/s,時間控制在45S~90 s間。
回流區:目的是使焊點溫度提升到錫膏的熔點溫度以上并維持一定的焊接時間,使其形成合金,完成元器件焊端與焊盤的焊接。峰值溫度控制在235~250℃之間,液相線以上時間控制在40~80 s間。
冷卻區:目的是使焊點迅速降溫,焊料凝固。冷卻速度控制在4℃/s左右,有助于形成精細的焊點微結構,提升焊點機械性能,增強焊點的可靠性。
CSP/BGA器件經回流焊接后需經X-RAY檢測,應無橋接、焊料球丟失、開路、冷焊、錫珠、空洞(空洞不大于焊點體積的15%)以及錯位等不良缺陷。
6 結束語
0.5 mm間距CSP/BGA器件裝焊難度較大,裝焊過程中器件預處理、焊膏印刷、貼片、回流焊接等環節必須建立有效的控制手段,才能保證最后的焊接質量。
[1]GJB 4907-2003.球柵數組封裝器件組裝通用要求[S].
[2]宋好強,戎孔亮.0.5mm間距CSP焊接工藝研究[J].電子工藝技術,2003,24(3):103-108.
[3]史建衛,何鵬,錢乙余,袁和平。焊膏印刷技術及無鉛化對其的影響[J].電子工業專用設備,2006,(143):29-38.
[4]吳兆華,周德儉.表面組裝技術[M].北京:國防工業出版社,2002.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52