MZGZ204磨床振蕩部件改進及沖模設計
2011-03-16 12:25:56王麗梅顏慶新
哈爾濱軸承 2011年2期
關鍵詞:工藝
王麗梅,顏慶新
(哈爾濱軸承集團公司 工模裝制造分公司,黑龍江 哈爾濱 150036)
1 前言
MZGZ204高速振蕩全自動內圓磨床是我公司生產軸承的設備之一,其振蕩部分有一種鋼保持架(如圖1所示),在加工這種保持架時,由于用原工藝加工出來的保持架無法達到圖紙要求,即無法保證保持架的尺寸精度及形位公差要求。同時,原工藝加工效率較低。為解決以上問題,對該保持架的加工工藝進行了改進,并設計了一套沖模,既保證了產品質量,又提高了加工效率。
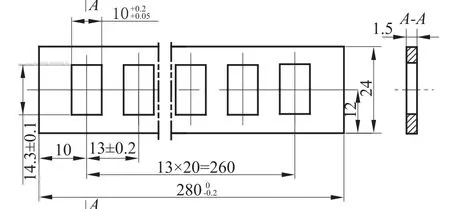
圖1 振蕩部件用保持架加工圖
2 工藝改進
原工藝過程為:
(1)備料。
(2)銑工:銑外形。
(3)鉗工:劃線,作銑前孔。
(4)銑工:銑方孔,留鉗工研量。
(5)鉗工:研方孔。
用原工藝,加工出的方孔無法保證尺寸精度,銑工留研量大了,鉗工費時費力,量小了,又易超差并且一個保持架上就有21個方孔,鉗工研需要很長工時,影響生產分廠的使用,耽誤生產任務的完成。
更改后工藝路線為:
(1)備料。
(2)銑工:外形一側比原件加寬3mm并與方孔對應銑出定位槽,銑好其余外形。
(3)鉗工:用沖模沖好方孔。
(4)銑工: 銑去外形一側加寬處,達到圖1要求的寬度尺寸。
在新工藝中需要一套沖模裝置,利用這套裝置,節約鉗工修研時間和銑工銑方孔時間,提高了加工效率及加工質量。
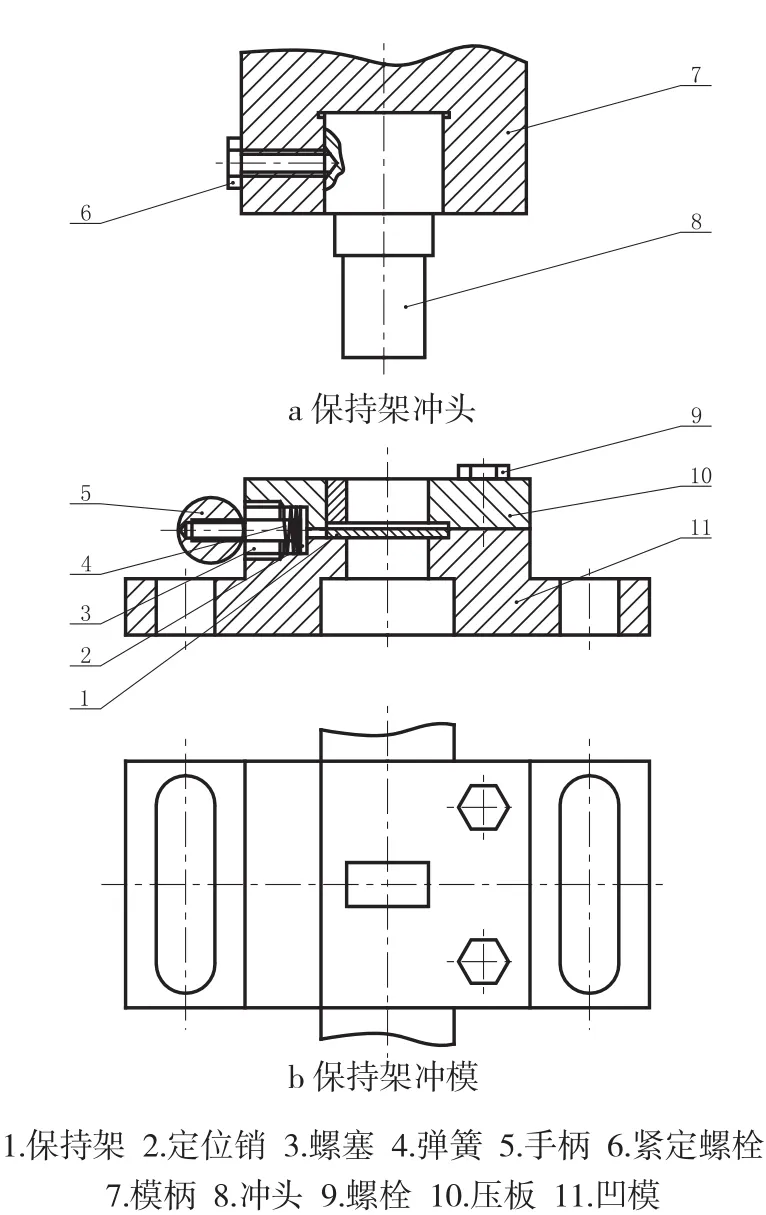
圖2 保持架沖孔模具
3 沖模的設計
3.1 沖模結構
根據我分廠的手搬壓力機及零件要求,設計了如圖2所示結構的沖模。該沖模的凹模11與機床工作臺由螺栓固定,壓板10與凹模11也用螺栓固定,并形成保持架定位槽,凹模側面裝一帶彈簧的定位銷2,定位銷對準保持架上的定位槽,起定位作用,以保證保持架上方孔的位置。沖模的沖頭8由緊定螺栓6固定于模柄7上,模柄裝于壓力機主軸孔中。
3.2 沖模的使用
將保持架按圖裝好,將定位銷定在第一個方孔相對應的定位槽中,加工完一個方孔后,拉動保持架,壓縮彈簧,將定位銷頂出,當第二個定位槽過來時,定位銷在彈簧的作用下進入第二個定位槽中,如果不能順利進入第二個定位槽,也可用手拉一下手柄,使定位銷退出,再進入下一個定位槽,開始加工下一個方孔,以此類推,加工出所有的等分方孔。
3.3 沖壓精度的保證
一套沖模,能夠進行合理的沖壓成形,其主體設計就定型了,但沖壓精度是我們首要保證的,沖壓過程中主要由三個階段來實現:彈性變形階段、塑性變形階段、剪裂階段。沖模的沖壓精度主要由沖頭及凹模的加工精度以及其間隙保證。該沖頭頭部保留尖角不倒角,以保證沖出的方孔帶尖角。凹模尺寸設計為,沖頭尺寸設計為,沖頭與凹模的間隙,根據板厚控制在0.1mm。
4 結束語
經過對保持架加工藝的改進及沖模的設計,加工出的產品完全符合圖紙要求,現已用此原理加工出多種類似產品,減輕了工人的勞動強度,保證了產品的加工質量及生產進度。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52