圓錐滾子軸承筐形保持架壓靠模的改進設計
2011-03-16 12:25:50蒙延芬吳紅慶
哈爾濱軸承 2011年2期
關鍵詞:設計
蒙延芬,吳紅慶
(1.中航工業哈爾濱軸承有限公司 研發中心,黑龍江 哈爾濱市 150036;2.哈爾濱軸承集團公司 質量管理部,黑龍江哈爾濱 150036)
1 前言
滾動軸承裝配的主要任務是將內圈、外圈、滾動體和保持架組裝起來,形成一個比較完整的機械元件。中小型圓錐滾子軸承,一般多采用鋼板沖壓筐形保持架。在組裝前,首先向保持架的兜孔里裝滾子,然后裝入內圈。一般圓錐滾子軸承在內圈上設計有非工作用的小擋邊,小擋邊的作用是使內圈、滾子及保持架成為一個不可分離的組合件,這樣便于軸承的安裝和使用。但是,由于小擋邊的存在,使得按產品圖樣制造的保持架不能直接進行軸承組裝。為此,筐形保持架必須在沖壓成型后而組裝前進行擴張工序。擴張后的保持架在裝入滾子和內圈以后,應保證有裝配間隙,其總間隙不得超過0.4mm,并保證擴張均勻。這樣,在裝入滾子后便能順利地裝入帶小擋邊的內圈,然后再利用壓靠模將其收縮至產品圖紙規定的成品尺寸。
2 壓靠模的結構及工作原理
圖1為壓靠模的結構圖。
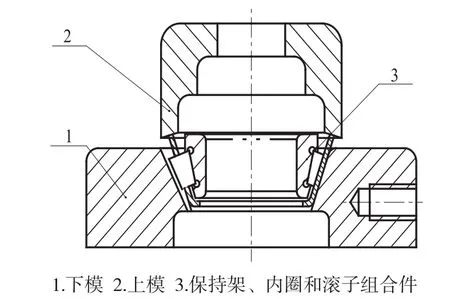
圖1 壓靠模的結構圖
從圖1可以看出,它的工作原理是通過壓力機的壓頭給力,上模受力后,使保持架受力變形,由于下模的作用使保持架收縮至擴張前的尺寸,即產品圖尺寸。使保持架、內圈和滾子成為不可分離的組合件。
3 保持架產生壓傷的原因
壓靠模各部尺寸設計相當關鍵,尤其下模設計至關重要。因為它的作用是使保持架收縮到擴張前的尺寸(即產品圖尺寸),下模的設計尺寸決定著保持架收縮后的尺寸,圖2為保持架產品圖。其中:DC’、DC、dc’、dc、Lc、Lf、Δc’、Δc、LS、S、Bc、φc是保持架的產品圖尺寸。下模設計依據的是保持架產品圖尺寸。圖3為壓靠模的下模。其中:DM、DM1、DM2、αM、αM1、dM、β、hM、LM、HM、DM0、n、r是下模尺寸。
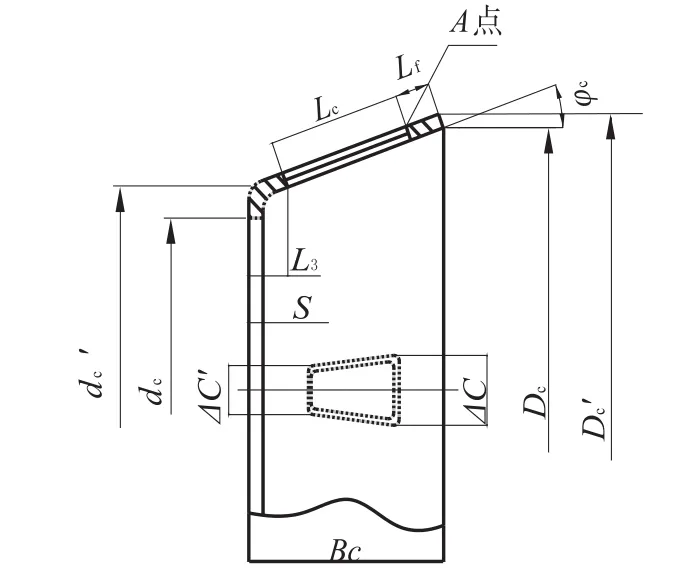
圖2 保持架產品圖
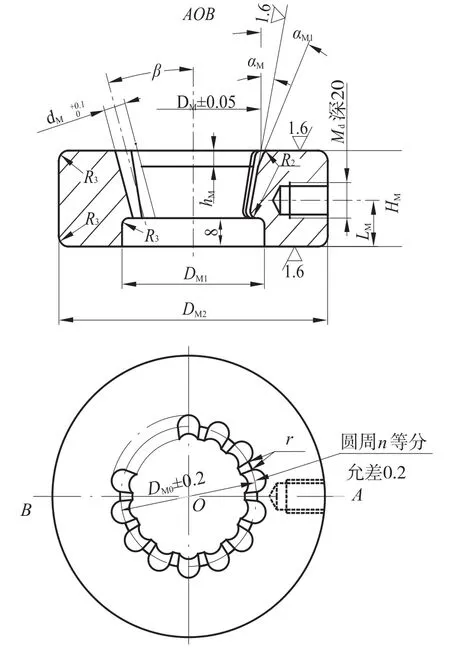
圖3 壓靠模下模
其中αM是模具角度,αM1是拔模角度,n是滾子數量,β是下模躲開滾子的角度,DM0是加工模具β角度必須確定的外圓尺寸。DM是加工模具角度αM必須確定的外圓尺寸。DM是下模很重要的尺寸,采用DM=DC+(1~1.5S)的設計方法加工的模具(S是保持架的板厚),模具在對保持架進行收縮時,經常出現保持架壓傷和梁塌腰的現象,壓傷部位一般在保持架梁的下部。經過分析DM=DC+(1~1.5S)不是定值,造成了DM尺寸設計的不夠準確。若下模的設計尺寸存在問題或保持架擴張量過大,都將產生保持架壓傷現象,將直接影響軸承的產品質量。首先一定要控制保持架的擴張量,擴張量的大小應該執行Q/HZ1-34-90工廠標準。
4 對壓靠模下模的改進設計
壓靠模對保持架進行收縮時,經常出現保持架壓傷和梁塌腰的現象,因壓傷部位一般在保持架梁的下部,針對此現象進行了分析。 因DM是加工模具角度αM的外圓尺寸,當模具角度αM是定值時,若DM的尺寸大小發生變化時,模具的尺寸大小也在發生變化(如圖4所示)。 DM的設計尺寸與保持架尺寸不匹配,是造成保持架壓傷的主要原因。DM的設計尺寸是模具十分重要的尺寸。為避免保持架壓傷和梁塌腰現象的發生, 為此對下模DM的設計尺寸進行了改進設計,把原來 DM=DC+(1~1.5S)的尺寸,設計成A點的尺寸,既DM= DC’—2Lf sinφc尺寸 (如圖2所示)。這樣改進設計后的壓靠模在收縮保持架時,壓點在保持架的大端面上,是保持架梁的上端受力,避免了在壓靠過程中經常出現的保持架梁的下部壓傷和梁塌腰現象的發生。
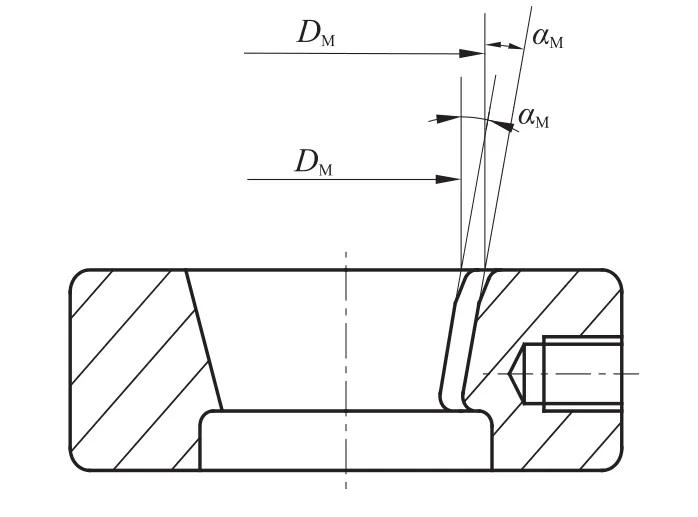
圖4 D M尺寸的變化
5 結論
經過對圓錐滾子軸承筐形保持架壓靠模的改進設計,避免了在壓靠過程中經常出現的保持架梁的下部壓傷和梁塌腰現象的發生。滿足了裝配要求,提高了產品質量,經生產驗證使用效果很好。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04