汽車軸承止動(dòng)槽位置加工誤差分析及減少措施
2011-03-16 12:25:42李征
哈爾濱軸承 2011年2期
關(guān)鍵詞:測(cè)量
李 征
(中航工業(yè)哈爾濱軸承有限公司 研發(fā)中心,黑龍江 哈爾濱150036)
1 前言
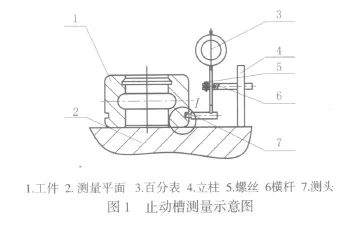
長(zhǎng)城汽車軸承是我公司開發(fā)的新用戶,其產(chǎn)品的結(jié)構(gòu)是外圈帶有止動(dòng)槽。其作用是軸向定位。客戶要求止動(dòng)槽位置公差為±0.05mm、而車工加工誤差為±0.07mm。由此看出磨加工無論采用單頭平面磨削,還是臥式雙端面磨削要想滿足成品要求,必須從設(shè)計(jì)及測(cè)量系統(tǒng)乃至各個(gè)工序的加工誤差進(jìn)行詳細(xì)分析,并制定控制止動(dòng)槽超差的措施,才能保證產(chǎn)品要求。止動(dòng)槽測(cè)量方法如圖1所示。
2 誤差分析
2.1 產(chǎn)品設(shè)計(jì)誤差
客戶要求止動(dòng)槽位置公差為±0.05mm,此誤差是無法更改的,也是產(chǎn)品最終達(dá)到的。
2.2 車加工工藝要求
車加工誤差為±0.07mm,在一般情況下是能夠保證的。
2.3 磨加工工藝要求
如果采用單頭平面磨削平面將進(jìn)行兩次磨削,必須減少車加工誤差。為減少車加工誤差又能保證成品要求,我們必須合理運(yùn)用尺寸鏈進(jìn)行計(jì)算,如圖2所示。
由圖2可看出成品止動(dòng)槽位置尺寸是封閉環(huán)尺寸,端面磨量是減環(huán)如下所示。車加工止動(dòng)槽位置尺寸是增環(huán)。根據(jù)成品要求我們推出車加工要求的工藝尺寸即加工誤差,如下所示:
Hc=Δ/2+Hj, Hcmax=Δmin/2+Hjmax, Hcmin=Δmax/2+Hjmin。
式中:Hc-車加工止動(dòng)槽位置尺寸,
Hcmax-車加工止動(dòng)槽最大位置尺寸,
Hcmin-車加工止動(dòng)槽最小位置尺寸,
Δ-端面磨量,
Δmax-端面最大磨量,
Δmin-端面最小磨量,
Hj-成品止動(dòng)槽位置尺寸,
Hjmax-成品止動(dòng)槽位置最大尺寸,
Hjmin-成品止動(dòng)槽位置最小尺寸。
按產(chǎn)品要求止動(dòng)槽位置尺寸及公差2.38± 0.05mm,
∴ Hjmax=2.43mm,Hjmin=2.33mm,取Δ=0.2mm,Δmax=0.23mm,Δmin=0.17mm。
∴ Hc=Δ/2+Hj=0.2/2+2.38=2.48mm,
Hcmax=Δ/2+Hjmax=0.17/2+2.43=2.515mm,
Hcmin=Δ/2+Hjmin=0.23/2+2.33=2.445mm。
即:車工公差2.515-2.445=0.07mm,車工尺寸標(biāo)注2.520-0.07mm。

Ⅰ局部放大圖
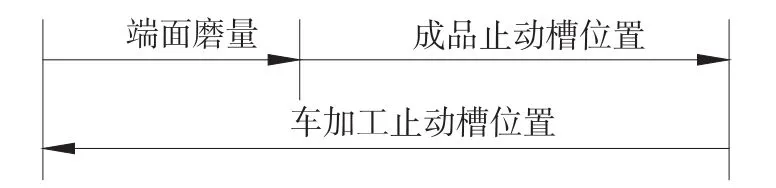
圖2 尺寸連接圖
以上計(jì)算及推導(dǎo)是考慮套圈兩端面均勻被磨削,并且不考慮工件熱處理的變形。如熱處理后幅高增加、端面彎曲、止動(dòng)槽翹曲、端面錐度等都影響止動(dòng)槽位置。所以要相應(yīng)地降幅高留量減少一部分,減少多少要根據(jù)每個(gè)品種套圈實(shí)際變形量來確定。
其次考慮減少熱處理前平面變動(dòng)量Δmax=0.22mm、Δmin=0.18mm采取磨平面兩遍。再其次考慮減少車加工誤差。一般情況下車加工誤差±0.07mm。但經(jīng)過將機(jī)床進(jìn)行改造后,如圖3所示,其加工誤差控制到±0.035mm以內(nèi)達(dá)到了工藝要求。采取的措施是將機(jī)床5的軸向往復(fù)鎖死即消除軸向間隙,這樣加工時(shí)只有進(jìn)給往復(fù)的間隙存在。同時(shí)為調(diào)整方便及準(zhǔn)確性,安裝了百分表保證了加工的準(zhǔn)確性。從工藝加工上將止動(dòng)槽面定位基準(zhǔn)面,加工時(shí)安裝在定位環(huán)面處。這樣使加工基準(zhǔn)與設(shè)計(jì)基準(zhǔn)統(tǒng)一,減少了基準(zhǔn)不重和誤差。
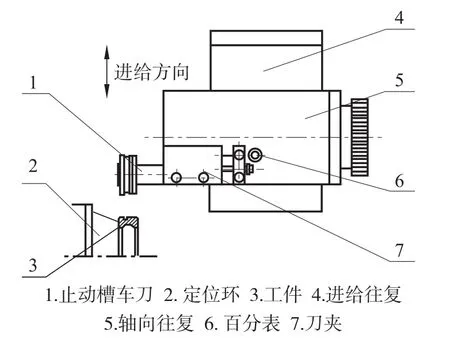
圖3 止動(dòng)槽加工示意圖
2.4 測(cè)量誤差
從圖2中Ⅰ局部放大圖可以看出δ及δ1測(cè)量時(shí)必須注意,因?yàn)橹箘?dòng)槽根部有一個(gè)圓弧測(cè)量時(shí)一定要躲開此處,否則勢(shì)必影響測(cè)量結(jié)果。δ1測(cè)量時(shí)不必考慮側(cè)頭誤差,設(shè)計(jì)時(shí)已經(jīng)避免了,根據(jù)產(chǎn)品圖給定的δ1值,然后設(shè)計(jì)δ1時(shí)考慮到不影響止動(dòng)槽位置,而δ是測(cè)量時(shí)要注意的,一般情況下通過一定時(shí)間的熟悉完全能夠避免的。側(cè)頭直徑b1出于剛性考慮不能小于止動(dòng)槽寬太多,否則其變形勢(shì)量必影響測(cè)量結(jié)果。
磨加工采取的加工方式有兩種:
(1)采用單頭平面磨床磨削平面這種方式效率低、產(chǎn)品尺寸及平行差超差機(jī)率較高。對(duì)操作者的技術(shù)水平要求較高且勞動(dòng)強(qiáng)度較大。一般情況下只適合小批量生產(chǎn)。
(2)磨加工采用臥式雙端面磨床,加工平面如圖4所示,磨削平面有如下情況:
① 由于熱處理變形平面兩端面消耗不均勻?qū)χ箘?dòng)槽位置有一定的影響。
② 由于臥式雙端面磨床的磨削特點(diǎn)帶來的破壞平面與外徑的垂直度,這樣使止動(dòng)槽的平行差遭到破壞。
2.5 磨加工的誤差
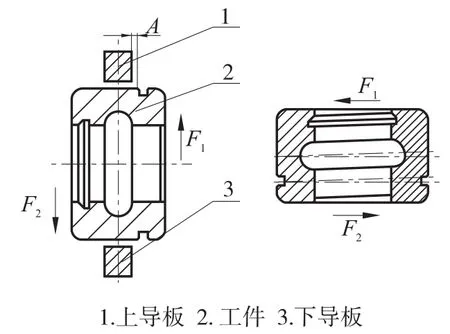
圖4 雙端面磨削示意圖
③止動(dòng)槽平行差破壞原因分析。由于砂輪異方向旋轉(zhuǎn)在砂輪兩端面產(chǎn)生一對(duì)力F1、F2,此力致使工件產(chǎn)生偏轉(zhuǎn),破壞了工件外徑與端面的垂直度,出現(xiàn)了如圖現(xiàn)象。
④減少垂直差措施
根據(jù)垂直差增加原因分析,我們應(yīng)該減少磨削力F1、F2并且應(yīng)同時(shí)減少。具體加工中磨削壓力不要過大,磨削面積、平面留量不要過大。
導(dǎo)板寬度選擇要適當(dāng),一般情況下1~1.5mm。否則容易致使工件偏轉(zhuǎn),影響磨削質(zhì)量。此方法適合于大批量生產(chǎn)。
3 結(jié)束語
通過以上分析可看出,要使得止動(dòng)槽位置滿足用戶要求。我們要從各個(gè)方面控制才能做得到。首先要用尺寸鏈的方法確定車加工的誤差,然后再制定如何保證車加工誤差一定范圍內(nèi)對(duì)加工方法進(jìn)行改進(jìn),最后,對(duì)磨加工方法進(jìn)行改進(jìn),減少了平面留量。對(duì)熱處理后產(chǎn)生的影響也做了定量試驗(yàn)及分析。由此對(duì)止動(dòng)槽控制會(huì)起到作用,保證產(chǎn)品質(zhì)量。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00