硬質(zhì)合金圓柄止動槽成型刀設(shè)計
2011-03-16 12:25:42張慶秋
哈爾濱軸承 2011年2期
張慶秋
(中航工業(yè)哈爾濱軸承有限公司 研發(fā)中心,黑龍江 哈爾濱 150036)
1 前言
外圈有止動槽的深溝球軸承是深溝球軸承主要結(jié)構(gòu)的變形產(chǎn)品,如圖1所示,該類型軸承外圈上有放止動環(huán)用的矩形槽,簡稱止動槽。
近幾年市場對外圈帶止動槽的深溝球軸承需求量增加,使止動槽的加工數(shù)量增加,對刀具的使用壽命提出較高要求。有些用戶對止動槽的寬度尺寸精度要求很高,外圈有止動槽的深溝球軸承發(fā)往用戶后,由于止動槽的寬度尺寸超差、止動槽外徑處有毛刺等原因,不能安裝使用,導(dǎo)致退貨返修的情況時有發(fā)生。為了解決這些問題,努力提高止動槽加工質(zhì)量和生產(chǎn)效率已成為我公司適應(yīng)市場經(jīng)濟、提高經(jīng)濟效益的課題。
2 現(xiàn)狀
我公司加工止動槽用硬質(zhì)合金焊接刀,見圖2,由操作者在砂輪上用綠色碳化硅砂輪手工刃磨。

要保證止動槽的寬度尺寸H±0.05mm,操作者用卡尺測量磨硬質(zhì)合金刀具的寬度尺寸。刃磨時用力過小、過大或是手拿不穩(wěn)都會影響刀具的寬度尺寸,有時刀具磨完后尺寸超差不能使用,造成浪費,給操作者刃磨刀具造成困難,手工刃磨刀具難以保證止動槽的寬度尺寸。即使磨好的刀具寬度尺寸達到止動槽寬度的上限尺寸,由于刀具磨損,有時加工不了多少工件,刀具就不能使用了。
手工刃磨硬質(zhì)合金止動槽刀,要保證兩側(cè)后角對稱,刃磨困難。只有保證兩側(cè)后角對稱,加工的止動槽兩端面才能平面度好,不會出現(xiàn)凸凹不平的端面。用手工刃磨的硬質(zhì)合金的止動槽刀換刀時,要保證止動槽的位置,用試切法試切,再量止動槽位置,要反復(fù)對刀保證止動槽位置,在這過程中造成對刀廢品,增加了成本。
用手工刃磨的硬質(zhì)合金的止動槽刀加工的軸承止動槽與外徑相交處是尖角,無心磨床磨外徑時,在磨削力的作用下產(chǎn)生一薄圓環(huán)貼在止動槽平面或掉入止動槽內(nèi)見圖3。 給安裝使用帶來了不便,客戶提出意見。
針對這個問題采取了措施,用人工拿鐵針或小鋸條往外挑小鐵環(huán),費時費力,如果增加工序車止動槽兩側(cè)倒角,增加成本,增加工時,在上述情況下設(shè)計了硬質(zhì)合金圓柄成型刀,解決了問題。
3 硬質(zhì)合金成型刀設(shè)計
根據(jù)車加工止動槽工序使用的機床和止動槽截面形狀,采用圓柄成型刀。該結(jié)構(gòu)成型刀便于安裝,夾緊迅速,刀尖與工件中心高調(diào)整方便,刀具制造簡單,可多次重磨使用。正確選用的硬質(zhì)合金刀片材料對刀具有重大影響。根據(jù)止動槽截面形狀的深淺和止動槽寬度,選用了株洲硬質(zhì)合金廠的產(chǎn)品YTS25牌號的刀片,強度高,韌性好,耐磨損綜合性能優(yōu)于YT14。硬質(zhì)合金圓柄止動槽成型刀角度選擇如下:前角選擇γ=10.48°后角選擇α=11.54°刀具外徑盡可能大,有利于導(dǎo)熱、增加重磨次數(shù)和刀具耐用度,但考慮機床刀架的高度、刀具材料消耗限制,按經(jīng)驗取40mm。刀頭寬度根據(jù)止動槽尺寸取值。夾固部分尺寸根據(jù)刀夾尺寸及考慮排屑因素選取,刀具總體長度取56mm。這樣便于刀具設(shè)計標準化。套圈的各部分尺寸見圖4。
Ρ-工藝最大尺寸,
r-工件外徑尺寸,
r1-工件上止動槽底徑,
rx-工件上任一點半徑。
根據(jù)套圈的各部尺寸,刀尖對工件中心進行修正計算,見圖5圓體成型車刀簡化修正計算。

圖3 小薄鐵環(huán)掉入止動槽內(nèi)

圖4 套圈上的各部尺寸
γ-刀具最大外徑處前角,
α-刀具最大外徑處后角,
R-刀具最大半徑,
RX-刀具任意點半徑,
hp-刀具中心到前刀面距離,
hu-工件中心到前刀面距離,
h-刀具中心與工件中心距離(設(shè)計給定一般取4mm)由刀具中心高可求得后角α,
E-工件中心與刀具中心在前刀面的距離,
εx-刀具中心和前刀面任意點連線與前刀面夾角,通過幾何關(guān)系得知:
hp=R sin(α+γ),
hu=r1sinγ,
E=r1cosγ+R cos(α+γ),
Bx=E-Fx=E-rxcosγx,
sinγx=,

工件上的rx可以通過畫圖確定,一般根據(jù)刀具制造需要來確定需要工件上的幾個點的rx尺寸。如圖4所示。然后根據(jù)Rx值再求刀具上的Rx尺寸。
該刀具要加工軸承外徑與止動槽的倒角,還要止動槽端面與刀具形成倒角,在工藝圖上確定一點rx。
我公司設(shè)計的硬質(zhì)合金圓柄成型刀形狀見圖6,該成型刀圓周的幾何形狀在光學(xué)曲線磨床用金剛石砂輪加工,保證刀具各部尺寸,刀具制造簡單,成型面的粗糙度均小于Ra=1.6。操作者使用時只需刃磨排屑槽,節(jié)省磨刀時間,止動槽寬度尺寸精度高,保證產(chǎn)品質(zhì)量,達到客戶滿意。
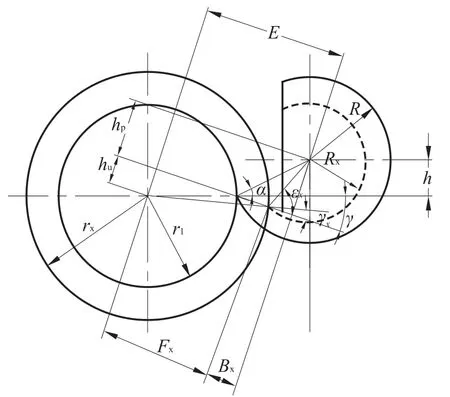
圖5 圓形成型刀簡化修正計算圖
使用成型刀,使刀架固定,每次成型刀換刀位置固定,保證止動槽位置,避免對刀試切廢品節(jié)約鋼材,降低成本。
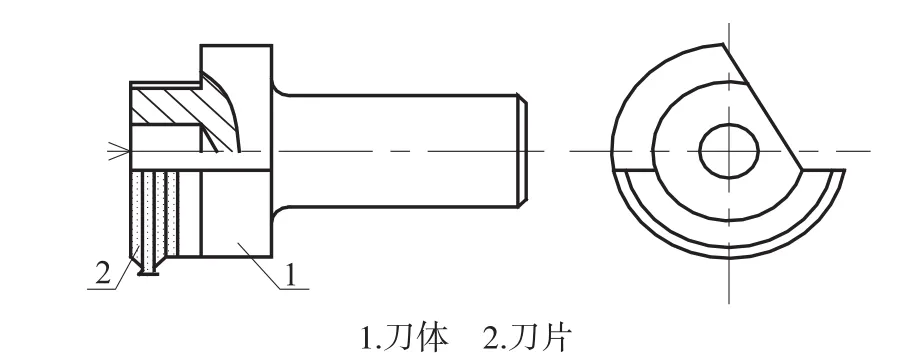
圖6 硬質(zhì)合金圓柄成型刀結(jié)構(gòu)簡圖
使用硬質(zhì)合金圓柄成型刀直接把止動槽與軸承外徑尖角倒角,磨軸承外徑后沒有小薄圓環(huán)產(chǎn)生,節(jié)省工序,提高產(chǎn)品質(zhì)量和產(chǎn)品競爭力。
4 結(jié)論
我公司設(shè)計研制的硬質(zhì)合金圓柄止動槽成型刀,結(jié)構(gòu)合理,使用方便,節(jié)約磨刀時間,保證止動槽寬度尺寸和位置尺寸,節(jié)約一道倒角工序,提高了刀具壽命、產(chǎn)品質(zhì)量、生產(chǎn)效率和經(jīng)濟效益。