數據拼接算法的研究
2011-03-14 00:39:32周麗麗陳慶文
黑龍江科學 2011年1期
王 濤, 周麗麗, 陳慶文
(黑龍江省科學院自動化所,黑龍江哈爾濱150090)
在利用投影柵線法進行大物體或回轉體三維表面形狀測量時,由于投影角度、攝像角度或物體形狀本身的限制等因素,使得整個物體表面的形狀測量無法通過一次投影及攝像來解決。需要從不同角度投影及拍攝多幅投影柵線圖,并對測試數據進行拼接才能獲得整個物體表面的形狀[1]。因此,如何拼接好多幅投影柵線圖的測量數據,是測量回轉物體表面形狀的關鍵。本文闡述了一種基于柱坐標變換的三維形狀測量的數據拼接算法,較好地解決了大物體或回轉體三維物體表面的形狀測量問題。本文給出了具體的拼接原理及操作方法,并進行了實驗驗證[2]。
1 投影柵線法基本公式
光柵投影圖像法測量物體表面三維外形是一種非接觸光學測量方法。它以測量投影到物體上變形光柵像的相位為基礎,通過相位與高度的映射得到被測量物體的三維輪廓。用柵線投影對物體進行輪廓測量時,通常把已知的調制柵線(通常是正弦柵)投影到被測物體表面。投影場受物體三維形貌的調制而發生變形,通過采集到的變形光柵圖像進行處理、標定,解調出代表物體高度信息的相位,再對相位進行展開就可以獲得物體的三維形貌信息[8]。如圖1是投影柵線檢測系統示意圖,圖中S(L,YS,0)是投影器透鏡中心,P(L, 0,0)是CCD成像透鏡中心,兩個光軸相交于坐標軸原點O。A(XA,YA,ZA)是物體表面上任一點,YS=L·tgθ,投影柵線方向與XY平面垂直[3]。
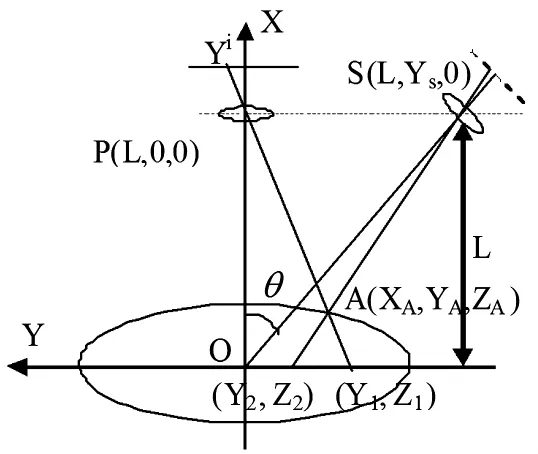
圖1 投影柵線檢測系統示意圖Fig.1 Schematic diagram of the projector gate line detection system
經過簡單的幾何關系推導,可以導出物體表面上任一點A的高度XA及其坐(XA,YA,ZA):
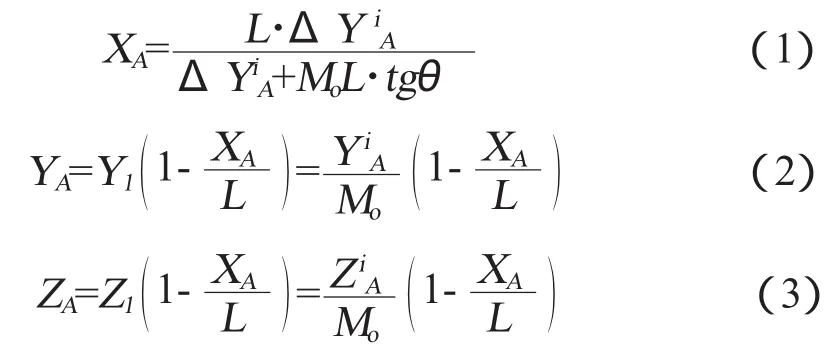
式中,M0是對參考平面成像的放大倍數。

2 柱坐標變換及數據拼接
對于大物體或回轉體三維表面的形狀測量,需要從不同角度投影及拍攝多幅投影柵線圖,才能獲得整個物表面的全部形狀。為此,必須對測試數據進行坐標變換,并將從不同角度檢測到的多個測量數據進行拼接[4]。
坐標變換及數據拼接的基本原理可簡述如下:
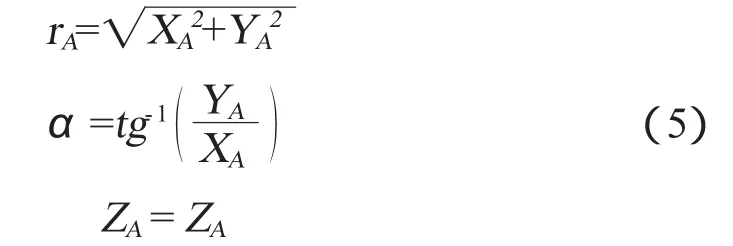
(1)首先采集第一幅投影柵線圖,在按公式(1)、(2)、(3)進行計算獲得物體表面高度XA及其坐標(XA,YA,ZA)以后,再按下式轉換成柱坐標:
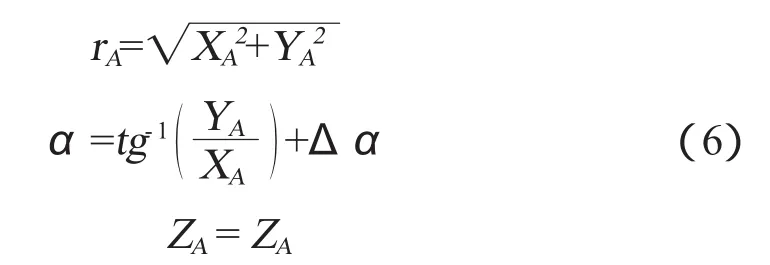
(2)在完成了第一部分表面形狀的檢測以后,將三維物體圍繞回轉體旋轉軸,也即Z軸逆時針旋轉Δα角,檢測第二部分表面的形狀,然后再按下式轉換成柱坐標:
(3)繼續按上述步驟進行檢測,直到全部檢測完所需測量的三維物表面。
3 柱坐標變換算法拼接實驗結果
3.1 實驗一
為了檢驗本文的柱坐標數據拼接算法,文中對一個經過精細加工的標準圓柱的表面形狀進行了全表面測量。圓柱高為10cm,半徑為5cm;測量分四次進行,每次轉動90°,共獲得4組數據。應用F.F.T位相分析法分析處理投影柵線圖,并求出對應表面的高度分布。再按本文的數據拼接算法,將4組測量結果拼接成360°全表面的高度分布數據,并與實際的高度分布進行了比較。
圖2是參考平面投影柵線圖;圖3、圖4、圖5、圖6是四幅物體表面投影柵線圖;圖7是第一幅物面投影柵線圖的位相分布(已展開);圖8是拼接后的柱面三維形狀分布圖;圖9是檢測結果與標準值的比較。
檢測結果與標準值的比較表明,平均偏差為0.08mm;最大偏差為0.14mm。
圖2 參考平面投影柵線圖Fig.2 Reference plane map of projection grating
圖3 第一幅物面投影柵線圖Fig.3 The first piece of object plane of projection grating
圖4 第二幅物面投影柵線圖Fig.4 The second piece of object plane of projection grating
圖5 第三幅物面投影柵線圖Fig.5 The third piece of object plane of projection grating
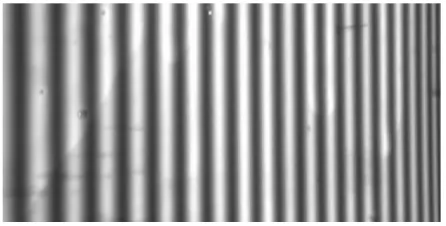
圖6 第四幅物面投影柵線圖Fig.6 The fourth piece of object plane of projection grating

圖7 第一幅物面投影柵線圖的位相分布(已展開)Fig.7 The first piece of object plane of projection grating phase distribution(expanded)
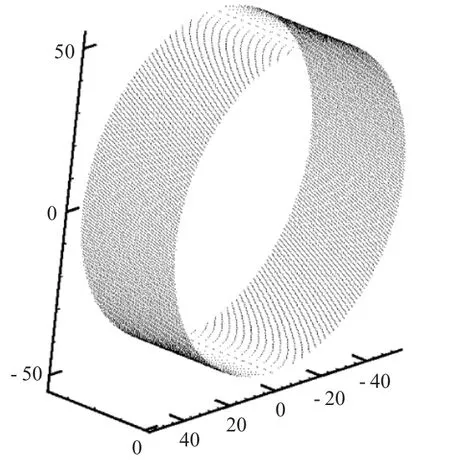
圖8 拼接后的柱面三維形狀分布Fig.8 Cylindrical three-dimensional shape after splicing
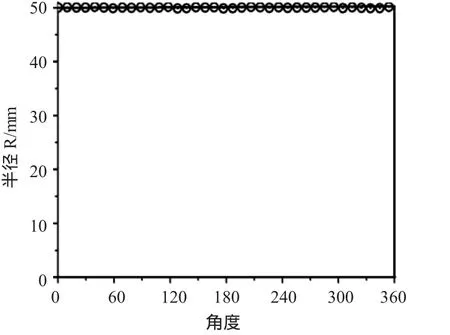
圖9 檢測結果與標準值的比較Fig.9 Comparison between testing results and the standard value
3.2 實驗二
試件二是某飛機發動機燃燒室的過渡段。生產廠方從生產該發動機燃燒室過渡段的工藝設計需要,急需從委托方提供的實際樣品上精確測量出全表面的三維形狀數據。該試件尺寸大,外形尺寸為400×500 ×800mm。該試件外型復雜,沒有較為規則的參考面,且開有窗口,給實驗檢測帶來了困難。現有的檢測儀器很難對其進行全表面的三維形狀檢測。
實驗前加工了專用夾具及旋轉臺,實驗分四次進行測量,每次轉動角度為90°。應用相移位相技術分析處理投影柵線圖,求出對應表面的高度分布。再按本文闡述柱坐標變換的數據拼接法,將4組測量結果拼接成360°全表面的高度分布數據。
圖10,圖11,圖12,圖13是4幅投影柵線圖;圖14是拼接后的發動機燃燒室過渡段的表面高度分布。該發動機燃燒室過渡段的徑向尺寸最大達250mm,按委托方要求檢測數據的最大偏差不得大于3mm。實際檢測結果與委托方提供的數據相比,最大偏差為2.3mm,誤差小于1%。
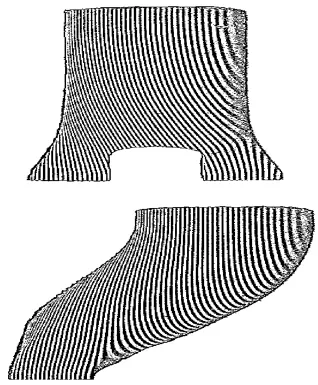
圖10 ,11第一,二幅物面投影柵線圖Fig.10 ,11.The first and second piece of object plane projection grating
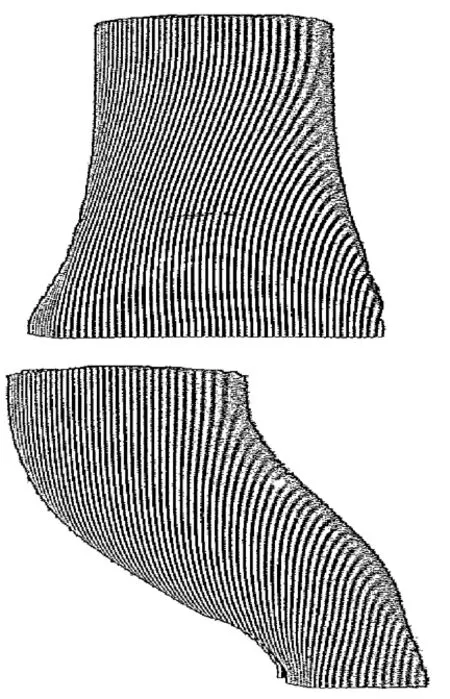
圖12 ,13第三,四幅物面投影柵線圖Fig.12 ,13.The third and fourth piece of object plane projection grating
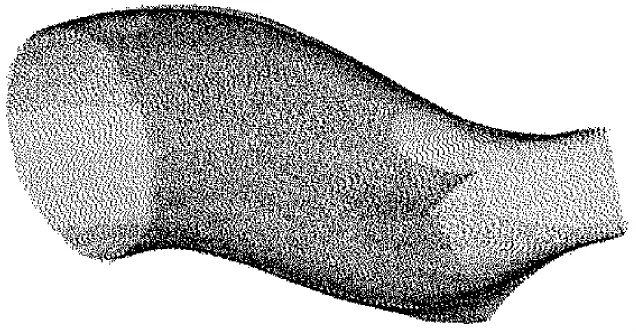
圖14 拼接后的發動機燃燒室過渡段的表面三維形狀分布Fig.14 Three-dimensional shape of the distribution of engine combustion chamber transition section surface after slicing
4 結論
通過對標準圓柱和某飛機發動機燃燒室過渡段兩個回旋體全表面的形狀檢測表明,本文闡述的基于柱坐標變換的回旋體三維形狀檢測中的數據拼接法,能較好地解決回轉體或大物體全表面的三維形狀測量問題。對標準圓柱全表面三維形狀進行檢測的結果表明,對于100mm×100mm的試件,最大偏差約為0. 14 mm,誤差在0.2%以內。對某飛機發動機燃燒室過渡段全表面三維形狀進行檢測的結果表明,對于800mm×500mm×400mm的試件,最大徑向偏差約為2.3mm,誤差在1%以內。
[1]陳文藝,田豐.一種用于復雜形面測量的三維檢測系統研究[J].計量學報,2006,17(4):256~260.
[2]范華,趙宏,譚玉山.光纖投影雙頻自動輪廓測量術[J].光學學報,2001,18(1):86~89.
[3]王昭,趙宏,譚玉山.相移陰影莫爾輪廓術的位相去包裹處理新技術[J].半導體光電,200519(5):347~350.
[4]蘇顯渝,譚松新.基于傅立葉變換輪廓術的復雜物體三維面形測量[J].光學學報,2006,18(9):1228~1233. ?
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
