焊接殘余應力對疲勞壽命影響的定量研究
2011-02-27 09:07:00卞如岡崔維成萬正權李良碧王銘偉
船舶力學 2011年7期
卞如岡,崔維成,萬正權,李良碧,王銘偉
(1中國船舶科學研究中心,江蘇 無錫 214082;2江蘇科技大學船舶與海洋工程學院,江蘇 鎮江 212003;3空軍航空大學 軍械系,長春 130022)
1 引 言
眾所周知,在各種焊接金屬結構物中存在殘余應力。殘余應力是工件或結構物在其焊接加工成形過程中產生,并以平衡狀態存在于其中的一種內應力。對深海耐壓結構而言,在制造過程中,耐壓結構的鋼板需要經過下料、切割、冷彎(包括滾彎)、裝配和焊接等冷熱加工過程。這些加工過程造成的鋼板局部冷熱變化和變形均使得鋼板產生不均勻的塑性變形或相變,加之結構本身的約束作用,以使耐壓結構在沒有外載荷作用時其內部形成一個自相平衡的殘余應力場。從焊接結構的角度來說,耐壓結構中的殘余應力主要來源于兩方面,其一是焊接熱應力產生的局限于焊縫附近的、且在焊縫兩邊迅速衰減的焊接殘余應力;其二是在焊接裝配時因結構變形的約束作用而產生的約束應力。
疲勞斷裂是金屬結構的主要失效形式,其中焊接結構的疲勞失效表現更為突出。焊接殘余應力是疲勞失效的原因之一,外部載荷和內部殘余應力的雙重作用通常導致焊縫區和近縫區裂紋的產生。大量研究和實踐表明焊接接頭的疲勞破壞一般起裂于焊接接頭的焊趾部位即母材與焊縫的過渡處,如果能改善焊接接頭過渡區的疲勞裂紋起裂性能將有效地提高焊接結構的疲勞強度。內部殘余應力比較難于分析,因此,在以往的研究中,殘余應力對疲勞壽命的影響基本上均局限于定性分析,很少給出定量的研究結果。侯維廉[1]認為在凸錐柱結合處,由于曲率改變而造成應力集中或稱二次應力,焊縫的存在,焊后不能整體退火,殘余應力的存在也是必然的,在循環載荷的作用,兩者的疊加,從而成為疲勞破壞的敏感部位,于是得到的結論是焊接殘余應力對疲勞擴展必然產生影響;黃小平[2]等人提出了一種能考慮焊趾處應力集中、焊接殘余應力因素影響、受彎應力焊接結構焊趾裂紋的疲勞壽命計算方法,此方法預報的疲勞壽命與實驗結果在量級上是吻合的,但在推向實用之前還需要做更多的試驗驗證。RRobles[3]等學者對錐柱結合處的疲勞裂紋擴展進行了研究,是將殘余應力對焊接結構裂紋的影響計及到裂紋應力強度因子的計算中,沒有考慮殘余應力對裂紋擴展的驅動力的影響。
本文將基于雙參數裂紋擴展率公式,定量計算分析殘余應力對結構疲勞壽命的影響,并通過疲勞試樣開展殘余應力消除/降低前后的對比試驗,來驗證殘余應力對疲勞壽命的影響作用。
2 雙參數統一方法的基本理論
根據Sadananda和Vasudevan[4-6]提出的雙參數統一理論,疲勞裂紋的擴展,需要用兩個驅動力來描述,因此,就存在兩個和驅動力一致的門檻值Kmax,th和ΔKth。雖然很多學者[7-12]利用雙參數統一方法理論解釋了各種各樣特殊的疲勞現象,但沒有給出一個明確的表達裂紋擴展率的公式。
1994年,Vasudevan等人[13]給出了裂紋擴展率公式:

1997年,Sadananda和Vasudevan[14]給出了裂紋擴展率公式:


公式(1)和(2)也都是在裂紋擴展的近門檻值附近使用,并沒有包括裂紋擴展的全過程,另外這兩個表達式也僅僅是一般表達式,不具有太大的工程實用性。
Bukkapatnam和Sadananda[15]為描述裂紋擴展的S形曲線,提出一個擴展率公式:

其中:

公式(4)雖然能夠描述裂紋的三個擴展過程,但該公式的物理意義不清楚,完全是從數學上出發給出的一個公式。
作者們[16]提出一個能夠包括裂紋擴展全過程的雙參數表達式:

式中:Kmax是最大應力強度因子;ΔK是最大應力強度因子幅值;是與R有關的最大應力強度因子的門檻值;是與R有關的最大應力強度因子幅值的門檻值;Kc是斷裂韌性;A,m,n,γ為材料常數;為裂紋擴展率。

3 殘余應力對疲勞壽命影響的理論預報
對于深海耐壓結構,其應力主要來源兩方面:一是在靜水外壓的作用下,結構產生的彎曲應力和軸向壓縮產生的膜應力;二是來自于結構在制造過程中的殘余應力。本文以錐柱結合殼模型為例[17],開展殘余應力對結構的疲勞壽命影響分析。
在深海結構在下潛、上升的過程中,靜水壓力在其凸錐處的外表面產生較高的拉伸應力。該拉伸應力是由彎曲應力和軸向壓縮產生的膜應力合成而成。如圖2所示。

就目前對結構的疲勞問題認識而言,仍主要是拉伸應力的作用導致裂紋的進一步擴展,較高的壓應力循環作用下裂紋是否擴展仍需進一步研究。基于這個原因,分析深海耐壓結構的疲勞問題,主要以較高的拉伸應力部位為主。因此,不考慮殘余應力的影響,對于深海耐壓結構的疲勞分析,可以僅考慮正的彎曲應力的作用,不考慮負的膜應力作用,相當于:
(1) σmin=0.0 MPa;σmax=σb=1 046 MPa;
(2) 應力比 R=0.0。
結構中殘余應力的存在,不僅影響結構的強度儲備和彈塑性穩定性,還影響裂紋的擴展,從而導致結構的疲勞壽命下降。由于耐壓結構是一個復雜的焊接結構,其內部存在一個復雜的殘余應力場。殘余應力是一種存在于結構中自相平衡的應力場,在交變載荷的作用,直接影響耐壓結構的使用性能。在凸錐外表面焊縫熔合線處取0.3σs的殘余拉應力。由于殘余應力在截面上的分布不一致性,耐壓殼體表面殘余應力最大,逐漸向板厚方向衰減,類似于彎曲應力在截面上的分布。因此,在5.0MPa循環載荷下,計算應力強度因子時,疊加到由靜水外壓引起的彎曲應力上,相當于:
(1) σmin=0.3σs+0.0=258 MPa;σmax=0.3σs+σb=1 304 MPa;
(2) 應力比 R=0.197。
由此可見,目前殘余應力對疲勞壽命的影響,主要是改變最大應力狀態和最小應力狀態,也就是改變循環應力的應力比,但沒有改變循環應力幅值大小。如果按照Paris公式,只有循環應力幅值對疲勞壽命產生影響,則殘余應力不會對結構的疲勞壽命有影響,但根據雙參數統一理論,應力強度因子最大值對疲勞壽命也有影響,因此,殘余應力是可以影響結構的疲勞壽命的。
計算過程中取初始裂紋深度a0=0.1 mm,半長度c0=1.0 mm,并假設裂紋面垂直于最大拉應力方向。聯合雙參數裂紋擴展率公式(7),代入高強度鋼的裂紋擴展率參數[17],計算帶初始裂紋的凸錐熔合線處的疲勞擴展。裂紋深度和長度擴展計算結果a~N曲線和c~N曲線見圖3。疲勞壽命的主要計算結果見表1。

由圖3和表1可以看出,殘余應力沒有改變裂紋的擴展趨勢,明顯加快了裂紋擴展的過程,大大縮短了耐壓結構的疲勞壽命,影響程度大概在19.7%~40.7%之間。

表1 裂紋擴展壽命計算結果Tab.1 The calculative results of the crack propagation life
4 試驗驗證[18]
4.1 焊接接頭幾何尺寸及取樣位置
試驗設計了三種不同板厚規格的試板,設置了相應的焊接工裝,按照高強度鋼的焊接工藝進行焊接,模擬焊接殘余應力的產生。試樣的具體尺寸見表2。不同厚度試樣從不同厚度試板中的取樣位置見圖4。

表2 試樣的主要參數Tab.2 Main parameters of specimen

4.2 疲勞載荷確定
應用大型通用有限元軟件ANSYS,建立高強度鋼對接接頭試驗模型的有限元模型,如圖5所示。根據試驗條件,確定有限元模型的邊界條件以及疲勞試驗載荷。在試件的一端約束軸向位移,同時另一端施加拉伸載荷,以確定試件在疲勞試驗中能達到的最大應力水平。各種不同板厚的焊接接頭最大應力列表3所示,供試驗參考。

表3 確定的試驗疲勞載荷Tab.3 The load of fatigue test

4.3 試驗方案
試驗在江蘇科技大學的MTS疲勞試驗系統上進行。加載波形為正弦波,加載頻率為1.0 Hz,載荷比R=0.1。加載方式為軸向加載。試件的軸向加載如圖6所示,左邊為試件安裝在試驗機上的照片,右邊為試件軸向加載示意圖。

4.4 試驗結果及分析
按照擬定方案依次進行試驗,每次試件斷裂后記錄下循環次數。主要試驗結果見表4。
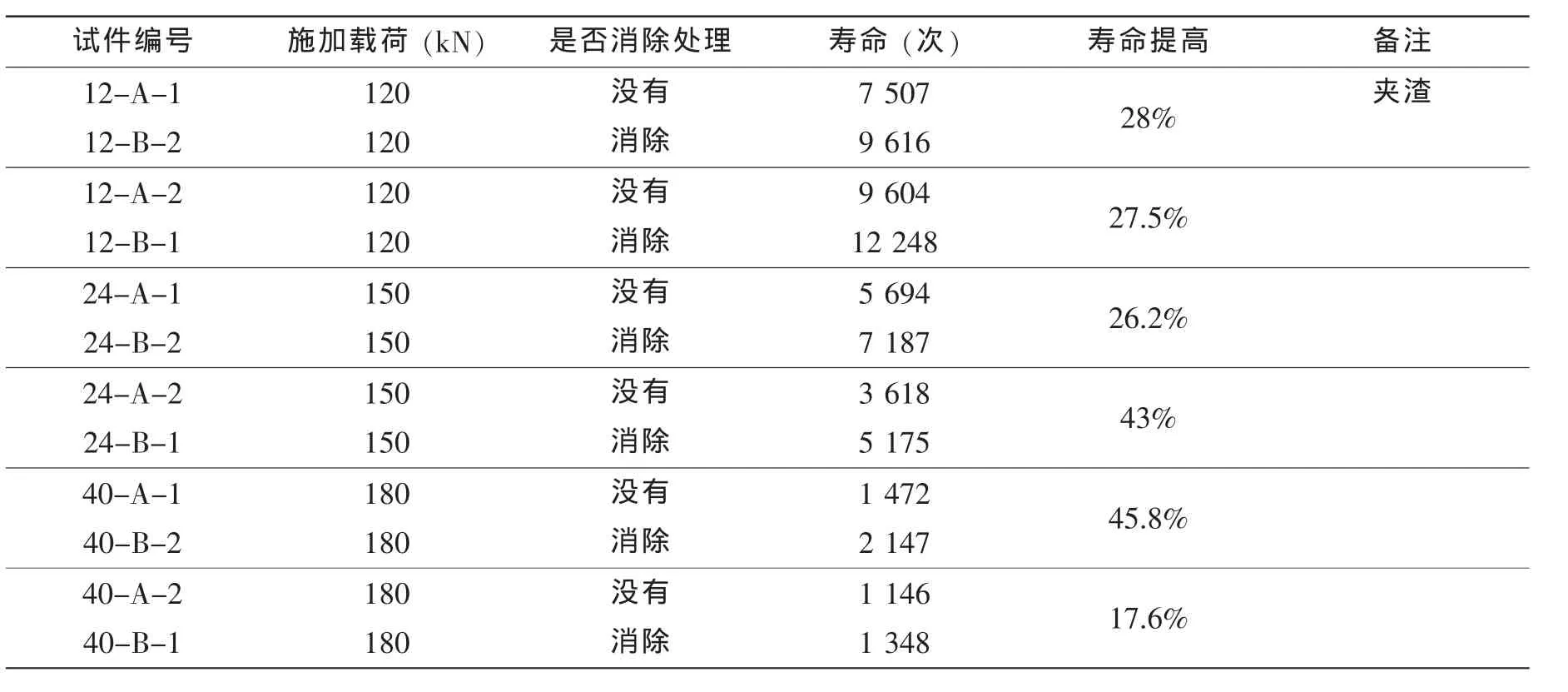
表4 疲勞壽命試驗結果Tab.4 The results of fatigue tests
分析表4,對于相同板厚的試樣,消除殘余應力后可以明顯提高試樣的疲勞壽命,大概在20%到40%之間。表4的試驗結果與表1的理論預報結果有很好的吻合,這說明雙參數疲勞壽命預報方法能夠定量地分析殘余應力對疲勞壽命的影響。由于不同板厚的剛度不一樣,邊界反作用力也不一樣,在相同焊接電流、相同焊接速度下,產生的殘余應力大小不一致,消除的效果也不完全一樣,因此,疲勞壽命的對比結果也不會一致,不過反映的提高疲勞壽命的規律是一樣的。
從試驗結果可以看出,經過超聲沖擊處理之后高強度鋼焊接接頭的疲勞壽命不同程度地有所增加,這是因為焊縫區域在焊接過程中產生較大的拉伸殘余應力,在超聲沖擊外力作用下使得結構的殘余應力重新分布,拉伸殘余應力向壓縮殘余應力轉變,提高了焊接接頭的疲勞強度。
5 結 論
通過本文的理論研究和試驗驗證,可以得到如下結論:
(1)殘余應力對焊接接頭的疲勞壽命影響非常明顯,理論預報和試驗結果比較吻合,這說明雙參數疲勞壽命預報方法能夠定量地分析殘余應力對疲勞壽命的影響。
(2)超聲沖擊消除或降低殘余應力的方法可以有效提高焊接接頭的疲勞壽命,大概在20%~40%之間;
(3)需要進一步開展焊接殘余應力在焊接接頭橫剖面上的分布以及在疲勞循環載荷作用下的重新分布方式研究,這直接關系到對焊接接頭處的疲勞壽命預報的準確性。
[1]侯維廉.焊接殘余應力對壓力容器疲勞裂紋擴展的影響[J].壓力容器,1996,13(2):116-118.
[2]黃小平,崔維成,石德新.潛艇錐柱結合殼焊趾表面裂紋疲勞壽命計算[J].船舶力學,2002,4(8):62-681.
[3]Robles L B R,Buelta M A,Goncalves E,Souza G F M.A method for the evaluation of the fatigue operational for submarine pressure hulls[J].International Journal of Fatigue,2002,22:41-52.
[4]Vasudevan A K,Sadananda K.Application of unified fatigue damage approach to compression-tension region[J].International Journal of Fatigue,1999,21(s1):s263-s273.
[5]Vasudevan A K,Sadananda K,Glinka G.Critical parameters for fatigue damage[J].International Journal of Fatigue,2001,23:s39-s53.
[6]Sadananda K,Vasudevan A K.Crack tip driving forces and crack growth representation under fatigue[J].International Journal of Fatigue,2004,26:39-47.
[7]Bukkapatnama S T S,Sadananda K.A genetic algorithm for unified approach-based predictive modeling of fatigue crack growth[J].International Journal of Fatigue,2005,27:1354-1359.
[8]Maymon G.A ‘unified’ and a(ΔK+.Kmax)1/2crack growth models for aluminum 2024-T351[J].International Journal of Fatigue,2005,27:629-638.
[9]Maymon G.Probabilistic crack growth behavior of aluminum 2024-T351 alloy using the ‘unified’ approach[J].International Journal of Fatigue,2005,27:828-834.
[10]Zhang J,He X D,Du S Y.Analyses of the fatigue crack propagation process and stress ratio effects using the two parameter method[J].International Journal of Fatigue,2005,27:1314-1318.
[11]Stoychev S,Kujawski D.Analysis of crack propagation using ΔK and Kmax[J].International Journal of Fatigue,2005,27:1425-1431.
[12]Noroozi A H,Glinka G,Lambert S.A two parameter driving force for fatigue crack growth analysis[J].International Journal of Fatigue,2005,27:1277-1296.
[13]Vasudeven A K,Sadananda K,Louat N.A review of crack closure,fatigue crack threshold and related phenomena[J].Materials Science and Engineering A,1994(A188):1-22.
[14]Sadananda K,Vasudevan A K.Crack tip driving forces and crack growth representation under fatigue[J].International Journal of Fatigue,2004,26:39-47.
[15]Bukkapatnama S T S,Sadananda K.A genetic algorithm for unified approach-based predictive modeling of fatigue crack growth[J].International Journal of Fatigue,2005,27:1354-1359.
[16]Cui W C,Bian R G,Liu X C.Application of the two-parameter Unified Approach for Fatigue Life Prediction of Marine Structures[C].PRADS2007,2007:392-398.
[17]卞如岡.高強度鋼潛艇結構低周疲勞特性研究[D].無錫:中國船舶科學研究中心,2010.
[18]卞如岡.耐壓船體焊接試樣對比試驗報告[R].無錫:中國船舶科學研究中心科技報告,2009.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年9期)2015-02-28 18:56:50
