切向超聲振動輔助磨削對單顆粒切削力的影響
2011-02-22 07:29:10張洪麗張建華
兵工學(xué)報(bào) 2011年4期
張洪麗,張建華
(1.山東交通學(xué)院 機(jī)械系,山東 濟(jì)南250023; 2.山東大學(xué) 機(jī)械工程學(xué)院,山東 濟(jì)南250061)
在磨削過程中,磨削力的大小不但可以反映出整個(gè)磨削過程中砂輪與工件之間的相互干涉過程,評價(jià)磨削效果的好壞,還可以在一定程度上預(yù)測加工表面質(zhì)量及加工變質(zhì)層深度[1-2]。超聲振動輔助磨削過程中,工件的切向超聲振動改變了工具工件間的相對運(yùn)動過程,進(jìn)而引起磨削力的變化[3]。目前對超聲振動輔助磨削力的研究多基于具體條件下的試驗(yàn)性分析,缺乏通用性。因此,有必要對超聲振動輔助磨削力進(jìn)行理論分析,建立加工過程中磨削力的數(shù)學(xué)模型,分析各因素對磨削力的影響。這是進(jìn)一步揭示磨削機(jī)理、合理解釋磨削中的各種物理現(xiàn)象,以及選擇適當(dāng)磨削用量的前提條件。本文主要對切向超聲振動輔助磨削單顆粒切削力進(jìn)行分析,建立其數(shù)學(xué)模型,該分析結(jié)果對優(yōu)化硬脆性材料加工參數(shù)、改善其加工質(zhì)量有重要的理論價(jià)值和實(shí)際意義。
1 研究對象
如圖1所示,工件以進(jìn)給速度vw水平運(yùn)動,同時(shí)以超聲振動頻率f( 16~25 kHz)和振幅A( 4~10 μm)沿砂輪的切向超聲振動; 砂輪直徑為ds,以圓周速度vs作等速圓周運(yùn)動。
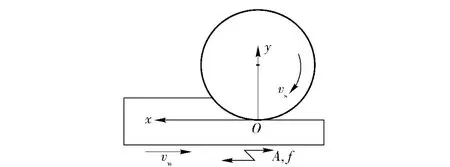
圖1 切向超聲振動輔助磨削Fig.1 Tangential ultrasonic vibration assisted grinding
對研究對象及切削過程作以下假設(shè)[4]:
1)砂輪表面各磨粒沿同一圓周等距分布;
2)加工工件材料各向同性,加工過程中被切除材料全部以切屑方式去除;
3)超聲振動在加工過程中保持穩(wěn)定狀態(tài),即振幅、頻率保持不變。
2 單顆粒切削力研究
2.1 單顆粒切削深度
圖2中,O1為t 時(shí)刻前一磨粒切削至C 點(diǎn)時(shí),砂輪中心的位置; O'1為t'時(shí)刻前一磨粒切削至A點(diǎn)時(shí),砂輪中心的位置,O'1A=ds/2.O2為t 時(shí)刻后續(xù)磨粒切刃切削至B 點(diǎn)時(shí),砂輪中心的位置,O2B=ds/2.AB 線段長度為單顆粒在t 時(shí)刻的切削深度atgt.
根據(jù)圖2所示幾何關(guān)系,推導(dǎo)單顆粒在凈磨削時(shí)間區(qū)間內(nèi)的動態(tài)磨削深度為

取加工參數(shù)a=1 mm,vw=400 mm/min,vs=18.3 m/s,A=0.004 mm,f=20 kHz,ds=50 mm 時(shí),普通磨削和切向超聲振動輔助磨削過程中,單顆粒切削深度agt和atgt隨時(shí)間的變化曲線,如圖3所示。由圖3可以看出,切向超聲振動輔助磨削時(shí),單顆粒的切削深度斷續(xù)變化,而且遠(yuǎn)大于普通磨削時(shí)的切削深度。
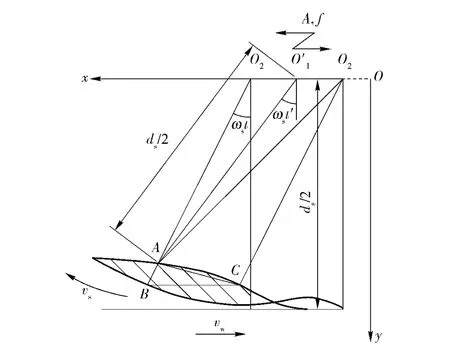
圖2 單顆粒切削深度Fig.2 Cutting depth of single abrasive grit
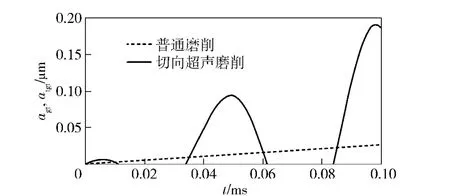
圖3 單顆磨粒切深隨時(shí)間t 的變化曲線Fig.3 Cutting depth vs.time
實(shí)際加工過程中,t 與t'差值很小,為計(jì)算方便,可用下式計(jì)算atgt,

式中:O1O2=avw/vs+2Acos( ωt+aω/2vs)sin ( aω/2vs);t'1、t2分別為一個(gè)周期內(nèi),磨粒切出和切入工件的時(shí)刻,根據(jù)切向超聲振動輔助磨削運(yùn)動學(xué)分析確定。
切向超聲振動輔助磨削和普通磨削下單顆粒切削深度比值為
根據(jù)切向超聲振動輔助磨削運(yùn)動學(xué)分析,令

由于切向超聲振動輔助磨削單顆粒切削過程的分離特性,一個(gè)振動磨削周期T 內(nèi),單顆粒平均切削深度比值為

根據(jù)上述分析,切向超聲磨削過程中單顆粒的平均切削深度為

2.2 單顆粒切削力數(shù)學(xué)模型的建立
根據(jù)切向超聲振動輔助磨削運(yùn)動學(xué)分析[5-6],單顆粒在切削過程中具有分離特性,切削軌跡近似為正弦曲線。單顆粒在切削過程中的受力情況,如圖4所示。其中,dFtg0為作用在磨粒錐面上微小面積( 和圖4( a)中陰影部分對應(yīng)的錐面積)ds 上的切削力,dFtg0t為該切削力的切向力分量,dFtg0n為該切削力的徑向力分量。
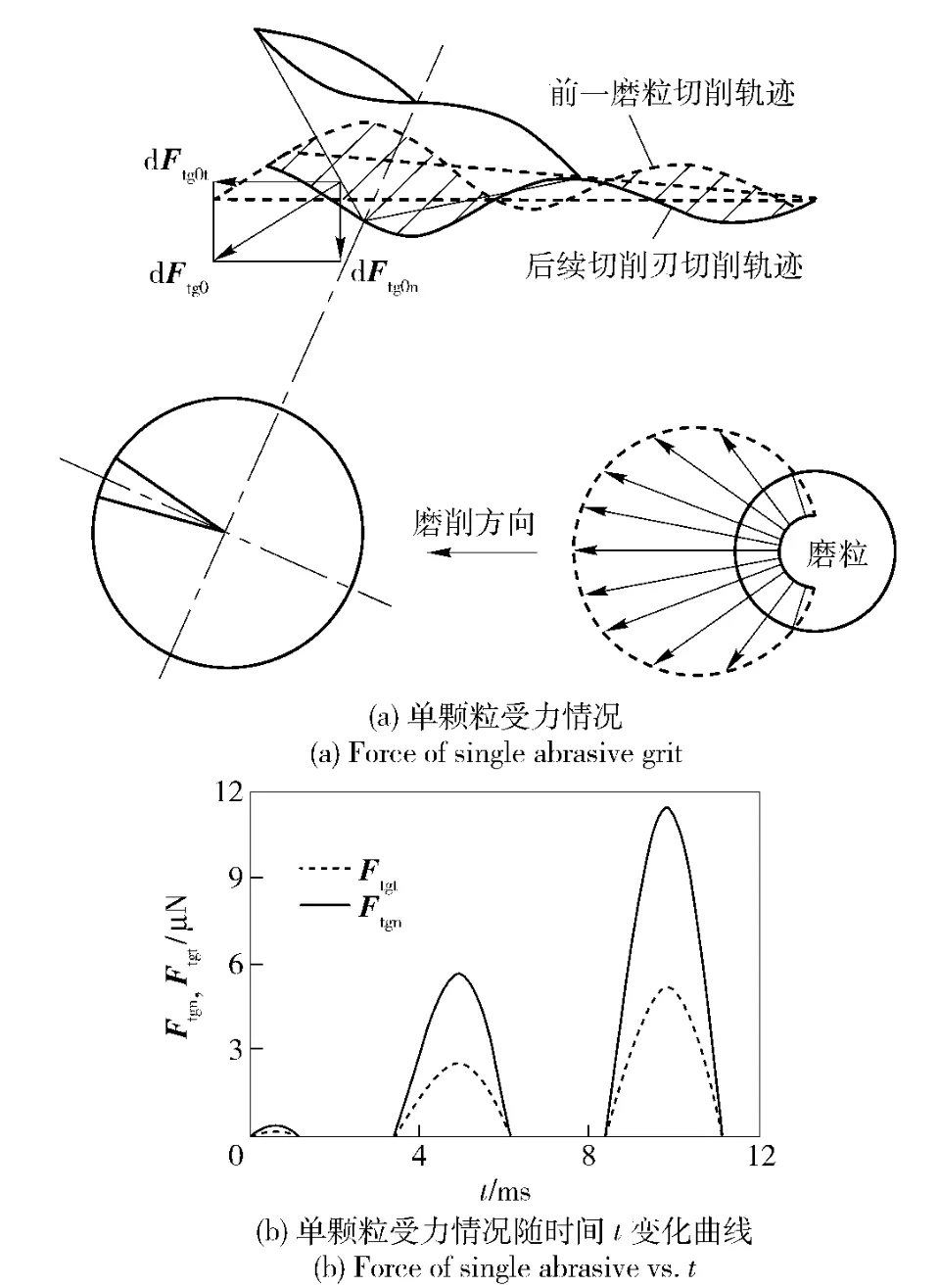
圖4 單顆粒磨削力計(jì)算模型Fig.4 Force model of single abrasive grit
根據(jù)普通磨削單顆粒受力理論模型[1],切向超聲振動輔助磨削過程中,對微小面積ds 上的切削力分量dFtg0t和dFtg0n進(jìn)行積分計(jì)算,求得在t 時(shí)刻作用在單顆粒上的磨削力為
式中:ρtst=atgt/cosδ,δ 為磨粒半定錐角;Ftu為切向超聲振動輔助磨削單位磨削力;Ftgt為切向超聲振動輔助磨削t 時(shí)刻作用在單顆粒上的切向磨削分力;Ftgn為切向超聲振動輔助磨削t 時(shí)刻作用在單顆粒上的徑向磨削分力。因而可得

由圖4( b)可以看出,由于切向超聲振動輔助磨削具有分離特性,單顆粒在磨削過程中受脈沖力作用。
于是可得磨削力的計(jì)算公式

式中:Nd為磨削區(qū)內(nèi)動態(tài)有效磨刃數(shù);為切向超聲振動輔助磨削切向平均磨削力;切向超聲振動輔助磨削法向平均磨削力。
3 切向超聲超聲振動輔助磨削力試驗(yàn)
3.1 試驗(yàn)裝置及方案
試驗(yàn)在ACE-V500 立式加工中心上進(jìn)行,主軸最高轉(zhuǎn)速為9 000 r/min;CSF27 型超聲發(fā)生器,最大輸出功率為150 W; KISTLER 9257A 型三向壓電晶體測力儀、電荷放大器、AZ208R 采集板等測量磨削力,磨削力信號使用CRAS V6.1 信號采集與分析系統(tǒng)軟件進(jìn)行處理; 試驗(yàn)前測定超聲振動幅值A(chǔ) 為5 μm;示波器測定超聲振動頻率f 為20.8 Hz.金屬結(jié)合劑CBN 砂輪,粒度140#,濃度100%,直徑50 mm.試驗(yàn)材料為燒結(jié)NdFeB 永磁體材料,其性能如表1所示。
試驗(yàn)工裝系統(tǒng)如圖5所示。試驗(yàn)過程中,打開超聲波發(fā)生器為超聲振動輔助磨削,關(guān)閉超聲波發(fā)生器則為普通磨削。為了保證數(shù)據(jù)的正確性,每次試驗(yàn)進(jìn)行3 次,取其平均值。

表1 燒結(jié)NdFeB 永磁體材料性能Tab.1 Performance parameters of sintered NdFeB material
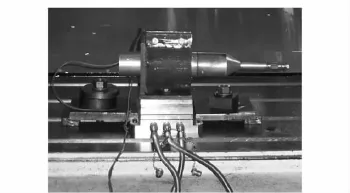
圖5 工裝系統(tǒng)圖Fig.5 Tools system
采用正交試驗(yàn)法測定磨削用量對磨削力的影響。試驗(yàn)加工因素水平如表2所示。
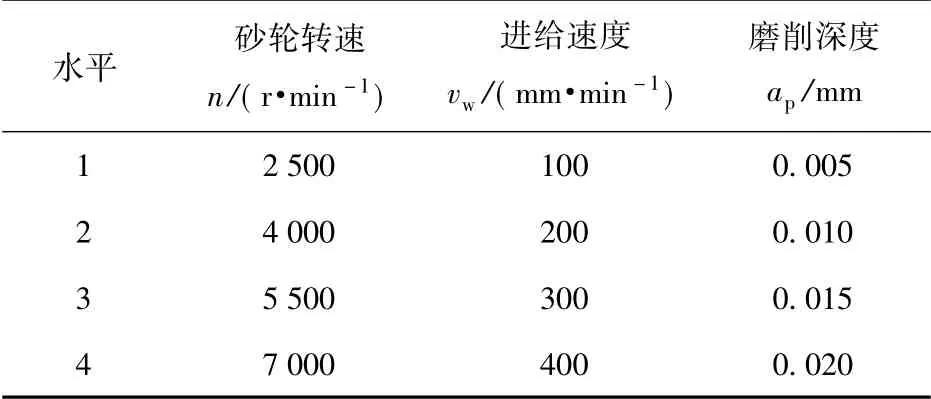
表2 試驗(yàn)加工因素水平表Tab.2 Test factors and levels
3.2 試驗(yàn)結(jié)果分析
圖6給出了普通磨削和切向超聲振動輔助磨削2 種加工方式下,切向磨削力Ft和法向磨削力Fn隨磨削深度ap變化的關(guān)系曲線。可以看出,在2 種加工方式下,隨著磨削深度的增加,切向磨削力Ft和法向磨削力Fn基本呈上升的趨勢。這是因?yàn)樵龃骯p會使磨粒切削厚度增加,同時(shí)又使磨削弧長增大,有效磨粒總數(shù)增多,因此磨削深度的增加使磨削力增大。
圖7給出了普通磨削和切向超聲振動輔助磨削2 種加工方式下,切向磨削力Ft和法向磨削力Fn隨工件速度vw變化的關(guān)系曲線。可以看出,在2 種加工方式下,隨著工件速度的提高,切向磨削力Ft和法向磨削力Fn基本呈上升的趨勢。由于工件進(jìn)給速度變化范圍較小,因而磨削力上升趨勢不明顯。只有無超聲振動時(shí)的法向磨削力隨著工件速度的增加急劇上升,這是因?yàn)楣ぜ俣仍龃螅瑔晤w粒切削深度增加,導(dǎo)致磨粒切入工件更加困難。
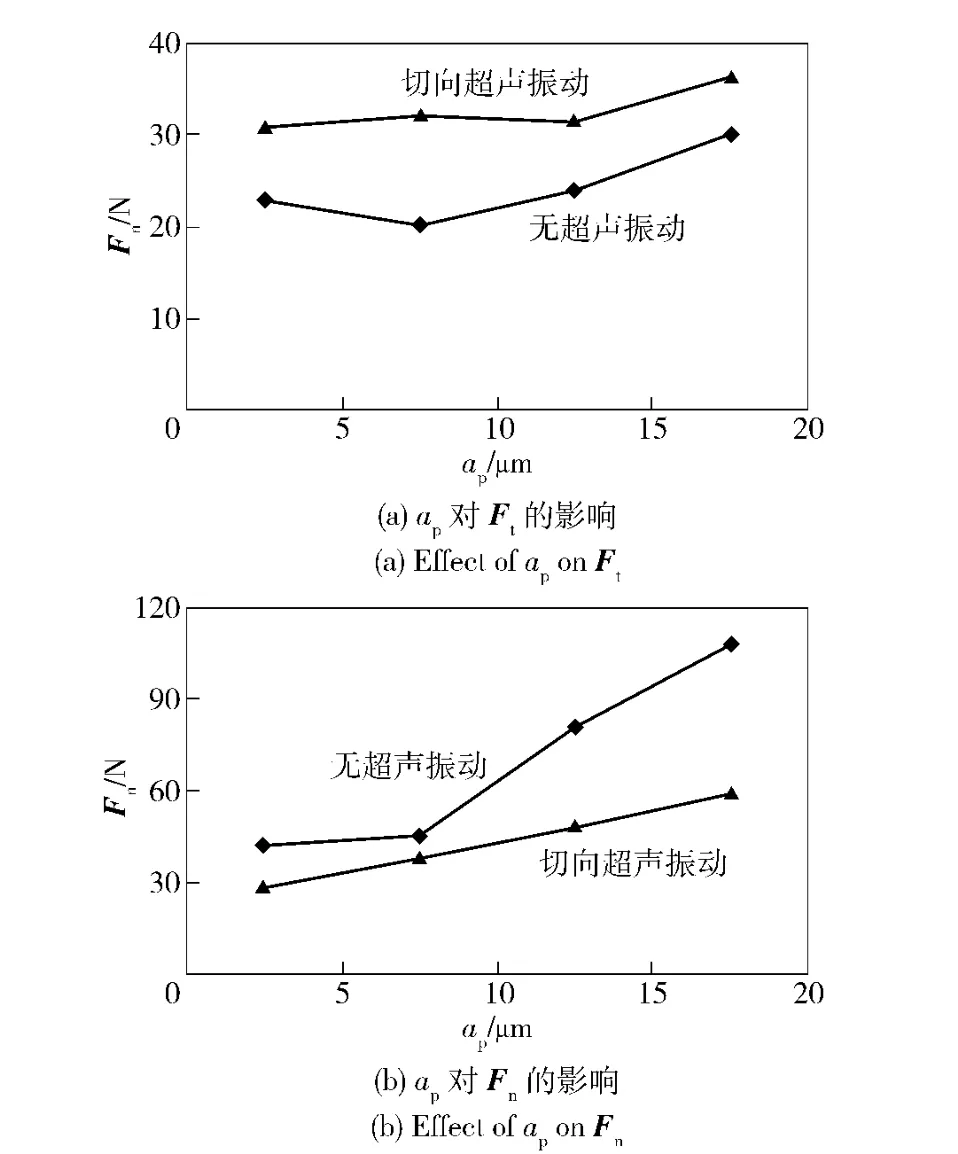
圖6 2 種加工方式下磨削深度對磨削分力的影響Fig.6 Effect of ap on grinding force in CG and TUAG
圖8給出了普通磨削和切向超聲振動輔助磨削2 種加工方式下,切向磨削力Ft和法向磨削力Fn隨砂輪速度vs變化的關(guān)系曲線。可以看出,在2 種加工方式下,隨著砂輪速度的提高,切向磨削力Ft和法向磨削力Fn基本呈下降的趨勢。這是因?yàn)樯拜喫俣忍岣撸チG邢魃疃葴p小,磨削力下降。
3.3 磨削力仿真
取與試驗(yàn)相同的加工參數(shù),根據(jù)建立的磨削力數(shù)學(xué)模型,用MATLAB 軟件對磨削深度、工件速度及砂輪速度等磨削用量對普通磨削和切向超聲振動輔助磨削加工磨削力的影響進(jìn)行仿真,仿真結(jié)果如圖9~圖11所示。將圖9~圖11分別與圖6~圖8進(jìn)行比較可以看出,仿真所得磨削力隨各磨削用量的變化趨勢與試驗(yàn)結(jié)果基本一致。然而,相同加工條件下,仿真所得磨削力數(shù)值小于試驗(yàn)數(shù)值。這是因?yàn)閷?shí)際加工過程中存在摩擦力,并且加工過程中各種不確定因素的影響導(dǎo)致實(shí)際磨削力大于理論計(jì)算值。
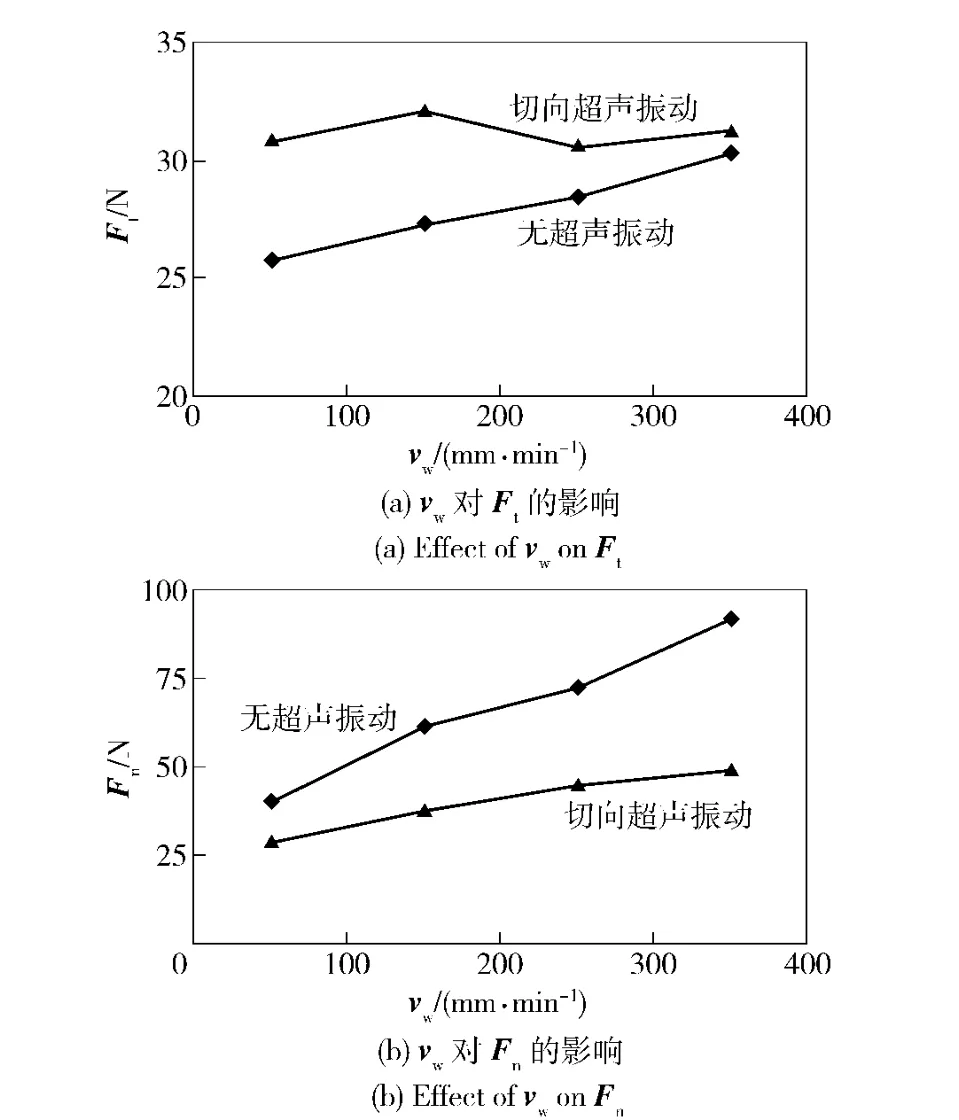
圖7 2 種加工方式下工件速度對磨削力的影響Fig.7 Effects of vw on grinding force in CG and TUAG
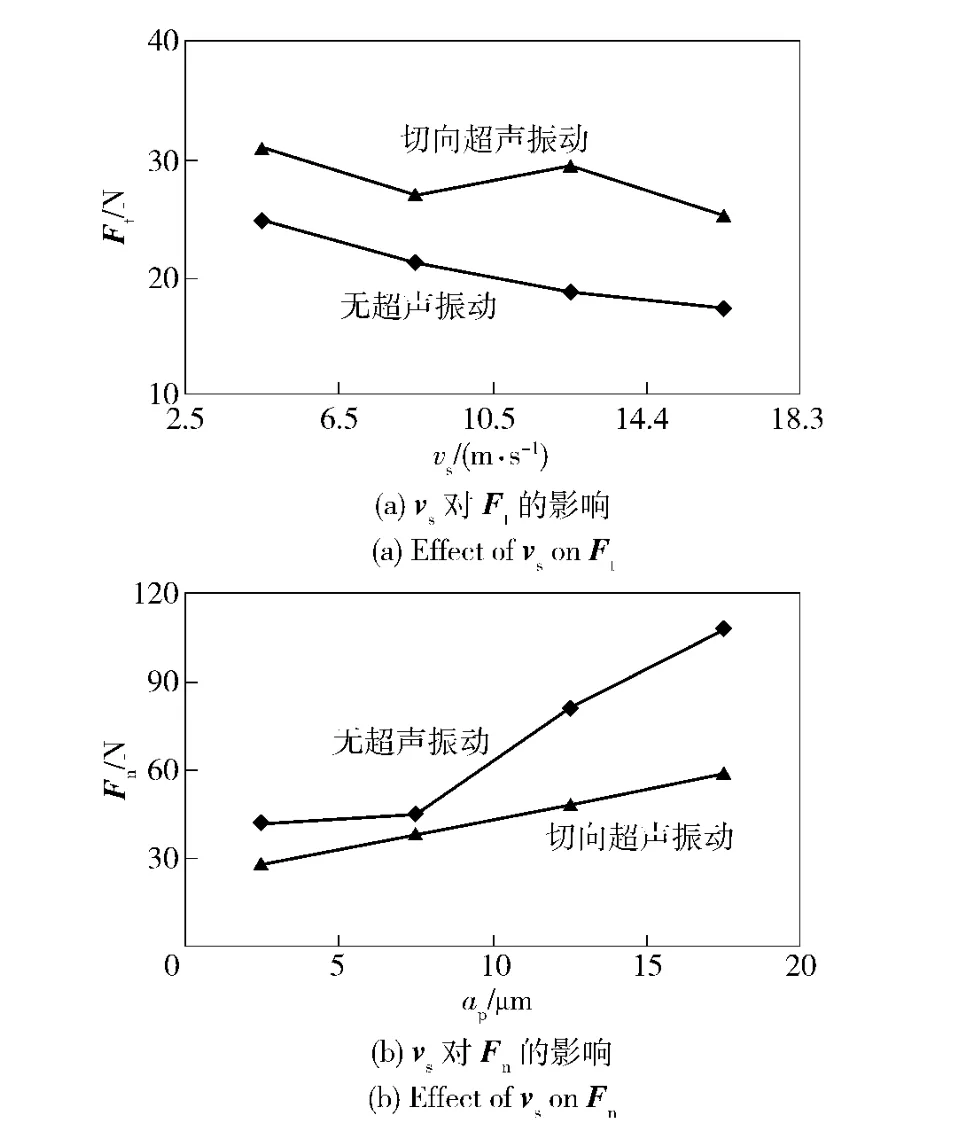
圖8 2 種加工方式下工件速度對磨削力的影響Fig.8 Effects of vs on grinding force in CG and TUAG
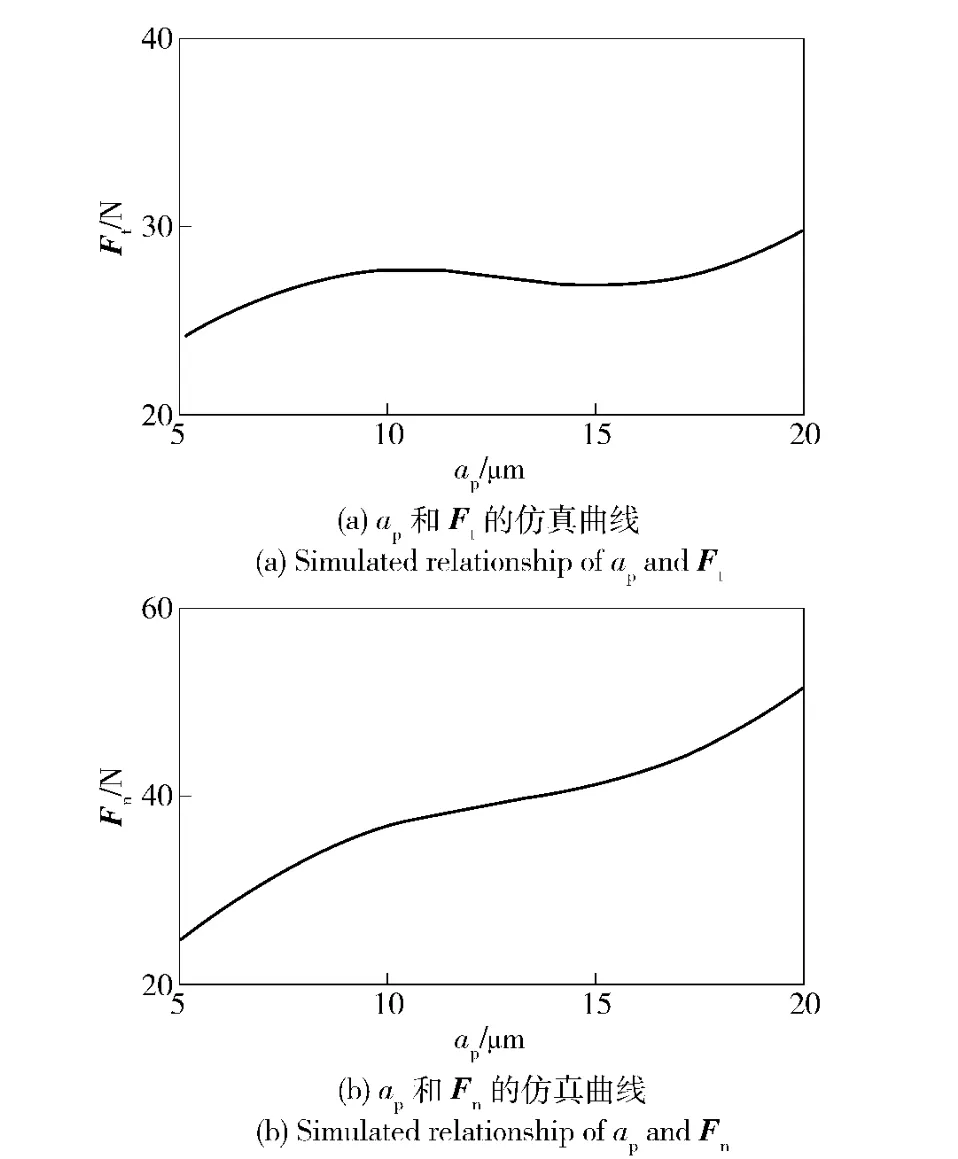
圖9 2 種加工方式下磨削深度和磨削力的仿真曲線Fig.9 Simulation results of ap and grinding force in CG and TUAG

圖10 2 種加工方式下工件速度和磨削力的仿真曲線Fig.10 Simulationresults of vw and grinding force in CG and TUAG
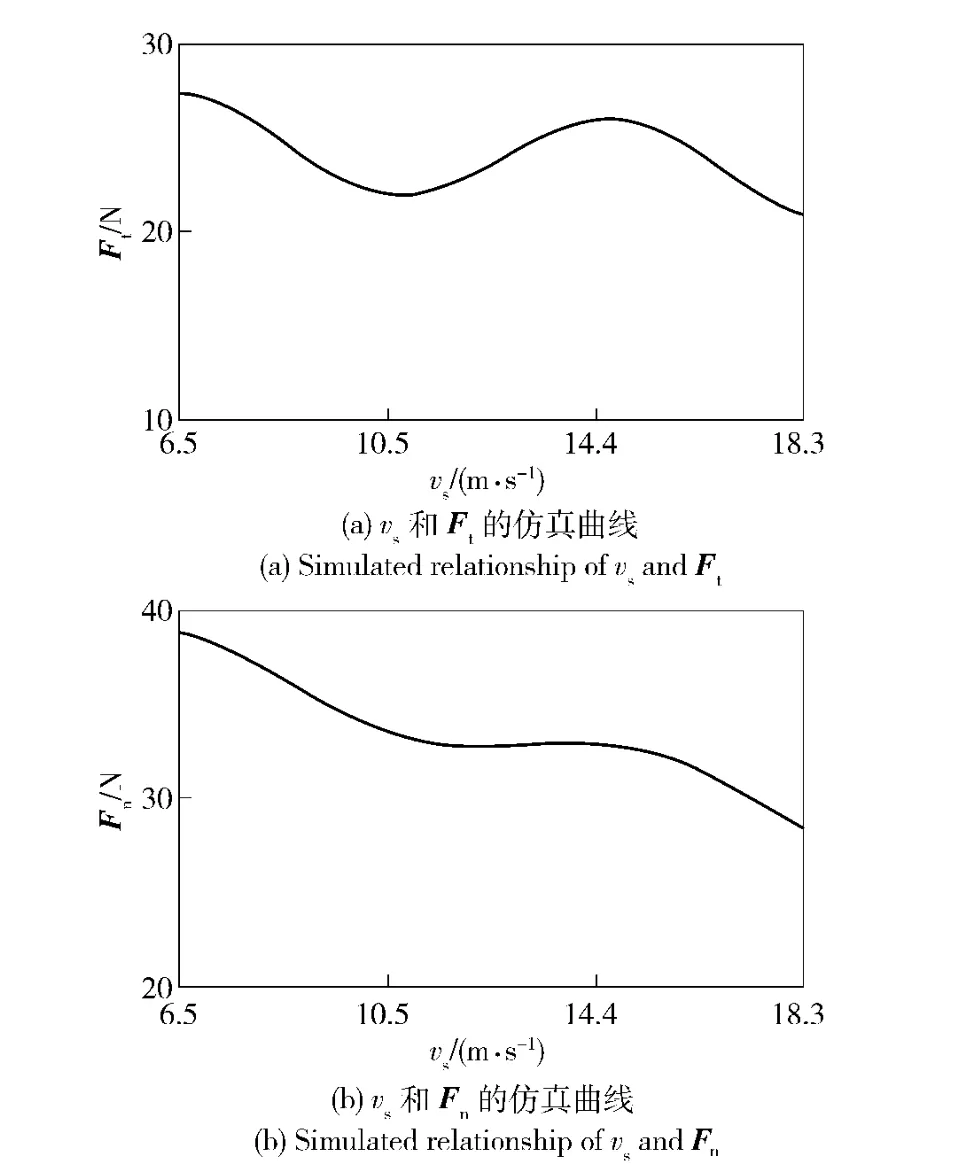
圖11 2 種加工方式下砂輪速度和磨削力的仿真曲線Fig.11 Simulation resulta of vs and grinding force in CG and TUAG
4 結(jié)論
根據(jù)對切向超聲振動輔助磨削加工過程中磨削力的理論分析及試驗(yàn)研究得出:在相同加工條件下,由于切向超聲振動的引入,加工過程中單顆粒的切削深度呈斷續(xù)變化且遠(yuǎn)大于普通磨削時(shí)的切削深度,單位磨削力低于普通磨削;切向超聲振動輔助磨削過程中,切向磨削力比普通磨削的低,法向磨削力比普通磨削的高,因而切向超聲振動輔助磨削的磨削力比遠(yuǎn)遠(yuǎn)低于普通磨削的磨削力比,這表明超聲振動的引入可以在很大程度上改善工件材料的可磨削性;仿真所得磨削力隨各磨削用量的變化趨勢與試驗(yàn)結(jié)果基本一致,進(jìn)一步證明切向超聲振動輔助磨削力數(shù)學(xué)模型的正確性。
References)
[1] 鄭善良.磨削基礎(chǔ)[M].上海:上海科學(xué)技術(shù)出版社,1988.ZHEN Shan-liang.Basic theory of grinding[M].Shanghai:Shanghai Science & Technology Press,1988.( in Chinese)
[2] 賀永,董海,馬勇,等.工程陶瓷磨削力的研究現(xiàn)狀與進(jìn)展[J].金剛石與磨料磨具工程,2002,127(1):40-44.HE Yong,DONG Hai,MA Yong,et al.Research status and progress of the grinding forces during ceramics grinding[J].Diamond& Abrasives Engineering,2002,127 (1):40-44.( in Chinese)
[3] Zhao B,Wu Y,Liu C S,et al.The study on ductile removal mechanisms of ultrasonic vibration grinding Nano-ZrO2ceramics[J].Key Engineering Materials,2006: 304-305,171-175.
[4] Li K,Warren L T.Modeling of ceramic grinding processes-partⅠ:number of cutting points and grinding forces per grit[J].Journal of Materials Processing Technology,1997,(65):1-10.
[5] 張洪麗,張建華.超聲振動磨削運(yùn)動學(xué)分析[J].制造技術(shù)與機(jī)床,2006,(6):63-66.ZHANG Hong-li,ZHANG Jian-hua.Kinematics analysis on ultrasonic vibration grinding[J].Manufacturing Technology&Machine Tool,2006,(6):63-66.( in Chinese)
[6] Feng B F,Cai G Q,Sun X L.Groove,chip and force formation in single grain high-speed grinding[J].Key Engineering Materials,2006,304/305:196-200.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40