多工位同時加工的整體陰極及電解加工裝置設計
2011-02-22 07:29:06范植堅趙剛剛張麗娟
兵工學報 2011年4期
關鍵詞:設計
范植堅,趙剛剛,張麗娟
(1.西安工業大學 機電工程學院,陜西 西安710032;2.長慶油田分公司 油氣工藝研究院,陜西 西安710021)
為提高產品性能,航空、航海和兵器工業中盡可能采用整體構件的趨勢已經形成。整體構件材料多為耐熱合金鋼、鈦合金、不銹鋼,有的分布多個復雜形狀型槽,數控銑削倍感困難。傳統電解加工( ECM)一般是逐個型槽分別加工,要實現同時加工多工位型槽,雖原理可行,但裝置結構除了考慮裝卡、定位,導電、絕緣,密封,還要考慮多槽導流及流場問題。復雜型槽陰極工作型面加工間隙分布不均,陰極設計需要反復試驗修正[1-4],早年英國學者Tipton 提出cosθ 法,求各點法向間隙Δn的包絡面,得到陰極型面,這種過于簡化物理現象的幾何設計法對復雜工件誤差甚大,特別是曲率大的工件不能忽視電場分布的影響,Lacey 基于Laplace 方程試圖采用解析法求解[5],無法推廣應用。近幾年國內外采用邊界元法、有限元法等數值解法,如Marius Purcar 基于邊界元法將電極邊界的結點沿法線方向迭代,在計算機上得到E 字形工件[6]。Bortiles[7]對沖模、型腔成型過程進行模擬加工,Bhattacharyya 采用試切法( cut- and- try)模擬陰極形狀[8],孫春華等[9]基于Laplace 方程的正問題通過有限元求解間隙電位分布,將等位線與陽極邊界的偏差通過某種規則映射到陰極,修正陰極邊界。
本文針對艦用發動機7 型槽零件的難加工問題,設計了多工位同時加工的整體陰極和ECM 裝置,通過試驗優化結構參數;對陰極工作型面的設計基于Laplace 方程的反問題,通過ANSYS 8.0 對電場分布進行有限元計算,與圖紙工件的邊界比較,修改下一輪迭代的陰極邊界( 間隙值,即設計變量),直到計算結果與圖紙工件的差值( 目標函數)小于誤差,最后通過實驗進行驗證。
1 多工位型槽ECM 裝置設計
加工對象如圖1所示,7 個型槽圍成一圈,每個槽C-C 剖面半徑為3 mm 的半圓,沿B-B 方向2 個母線夾角為7.5°的相貫柱面。
為保證槽底平整,采取側向供液,為使7 個槽流場均勻,設計了兼起定位、導電、絕緣和分配電解液作用的導向板,導向板中心孔和下平面是工件的定位面,周邊7 個通槽作為加工時陰極7 個“齒”向下進給的導向孔,導向板由夾布膠木和金屬2 層組成,朝向工件的一面是金屬,接正極,7 個通槽毗鄰工件的金屬段槽口內涂環氧樹脂絕緣,如圖2所示。整體陰極的7 個工作齒均布在陰極座圈上,座圈中心孔通過引導管、主軸、彈性夾頭連接到機床的陰極安裝板,接電引液,主軸向下運動時實現7 個工作齒同步進給,7 個型槽同時加工。電解液由從引導管進入導向板中心孔,分配到導向板上7 組49 個小孔,分別通過7 個導流段注入各自的加工間隙,再由7個通槽外側導向板上挖低的溢流槽流出,溢流槽深度及形狀由試驗優化。整個裝置及陰極如圖3所示。
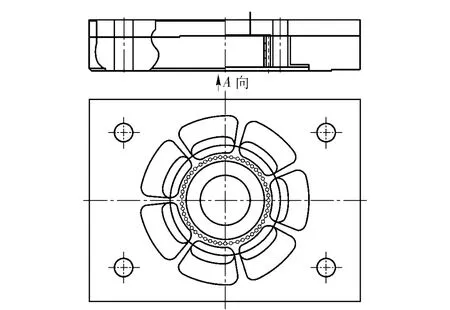
圖2 導向板Fig.2 Guided board

圖3 電解加工裝置Fig.3 ECM device
2 陰極工作型面的設計
2.1 數學模型
已知條件是工件邊界( 圖紙),按等間隙法或cosθ 法求得陰極雛形( 選后者,因迭代次數比前者少),設電極過程已處于穩態,電場及電解液參數不再隨時間變化,僅為位置的函數,電導率僅在電解液流動方向有變化,則
式中:κ 為電解質電導率;E 為電場強度。
將陰陽極表面視為不同電位的等位面,采用有限元法對偏微分方程求數值解首先要把研究域離散成微小單元,則小單元內可將電導率視為常數,連同邊界條件表示為

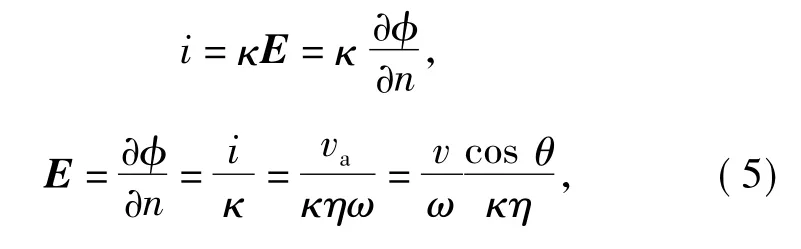
滿足上述Laplace 方程的解必定是等位面中的一個,但因作為邊界之一的按cosθ 法得到的陰極雛形很粗糙;實際加工電流效率在工件曲面各點也不同,這樣求得等位面不可能符合圖紙工件的邊界。由法拉第定律,工件某點電解去除速度
其中: η 為電流效率; ω 為電化學體積當量( mm3/Asec);i 為電流密度( A/cm2).
va與陰極垂直送進速度v 有如下關系
電場各點的電場強度E 與該點電位梯度矢量有如下關系
其中:n 為電位梯度方向上的單位矢量;則
2.2 算法和軟件實現
電場強度是電位梯度矢量的負值,本文選擇電場強度作為計算陽極邊界的函數旨在改善迭代的收斂速度。
算法:從陰極雛形出發,用有限元法計算陽極邊界各點的電場強度,得到考慮到實際加工時工件各點電導率、電流效率不同,按(5)式計算陽極邊界的實際電場分布,得對2者差值求方差和,定為目標函數

改變設計變量,調整陰陽極的間隙,用C++編寫程序調用ANSYS 的計算值,迭代到目標函數值在誤差允許范圍,表明生成該陽極邊界的陰極為所求。
軟件實現:在圖1工件的B-B 路徑上沿C-C 方向取4 個截面,與陰極雛形相交,在交線選取陰極控制點的陽極對應點,對應點之距即為間隙,定義為設計變量,則控制點的坐標等于陽極對應點的坐標加設計變量,因以后的迭代計算需不斷修改幾何模型,用APDL 編寫程序進行參數化建模,用B 樣條曲線插值擬合,再用ANSYS 中的蒙皮( Skining)生成新的陰極工作面,與工件陽極型面圍成一個包含加工間隙的封閉區域,如圖4所示。

圖4 陰極與工件圍成域的幾何模型Fig.4 Geometry model of region between cathode and workpiece
按工藝試驗采用的加工條件設置有限元模型的參數: 15% NaNO3電解液,溫度25 ℃,電流效率78%,電導率0.117 Ω-1cm-1,電壓12 V,試件材料4Cr2NiMoVSi,輸入材料屬性,劃分網格。

圖5 間隙電場Fig.5 Electric field in gap
顯然需要調整陰極邊界,修改間隙值。將經過調整后的設計變量輸入ANSYS,因為ANSYS 的APDL 語言中的變量不能與C++中的變量直接進行數據互換,在C++中寫入文件ansys_input.txt,通過APDL 讀入這個文件的數據,ANSYS 得到新數據后重新用APDL 建模、剖分網格、有限元計算,得到陽極邊界的電場分布,求出與實際電場強度的偏差值,送到ansys_output.txt 中,進行下一步迭代。其中3 次改變的設計變量及程序運行情況如圖6所示。
3 次迭代得到的目標函數值分別為28 648.195 4;6 269.947 8;395.998 1,可見收斂速度很快,這樣選擇設計變量可行。調整陰極邊界實質是調整幾何模型( 用APDL 實現),關鍵是控制點的選取,在型槽曲率大的地方應多補充控制點。求目標函數( 各離差的平方和)最小是為了尋求每個控制點離差的絕對值都足夠小,以獲得所求的陰極界面。至第18次迭代,目標函數值為5 時,陽極邊界電場分布及陰極型面分別如圖7和圖8所示。誤差允許范圍為何值可以得到合格的陰極尚需要試驗驗證。

表1 陽極邊界部分節點坐標和電場分布Tab.1 Partial node coordinate and electric field in anode boundary

圖6 程序運行一瞥Fig.6 Program operation
3 工藝試驗

圖7 陽極邊界上電場分布Fig.7 Electric field in anode boundary

圖8 陰極型面Fig.8 Cathode boundary
加工裝置和陰極結構合理與否是實現穩定、高效加工的條件;陰極工作型面正確與否是工件尺寸和形狀精度的基本保證。前期試驗以完善7 槽同時加工的ECM 裝置結構為主要目的,試驗表明導向板溢流槽的深度和形狀對流場影響較大,分析認為因型槽形狀如腰子,外側邊界長,在側向供液情況下出液側流線發散,需要一定背壓。經優化,確定溢流槽深0.35 mm,槽外側兩角收圓( 圖2)。第二階段試驗檢測采用符合數值模擬結果的陰極加工零件的槽形,試驗在三菱MC-50VECM 機床上進行( 圖3),電解液為15%NaNO3,溫度30 ℃,電壓12 V,進給速度1 mm/min.試件材料4Cr2NiMoVSi。加工后的零件如圖9所示。用量具和千分卡尺檢測型槽尺寸,達到圖紙要求。
試驗表明,采用ECM 進行多工位型槽同時加工是可行的;對該零件基于Laplace 方程的數值模擬,迭代到目標函數值為5 時可以滿足加工要求,但這必須通過試驗驗證,如果不滿足,還須修改設計變量,因此目前只能說在一定程度上縮短了陰極研制周期。

圖9 加工后的工件Fig.9 Machined workpiece
4 結論
1)整體陰極和導向板的設計是實現多工位型槽同時進行ECM 加工的關鍵部件,其中溢流槽深度和形狀對流場影響較大。本研究對象經試驗確定溢流槽深0.35 mm.
2)采用APDL 參數化建模,便于實現對模型的修改;采用C++語言編寫程序,將ANSYS 求解值作為子程序調用,有利于提高收斂速度。采用計算機替代實驗修正,在一定程度上縮短了陰極研制周期。
致謝:感謝曹巖博士對本文研究工作的幫助!
References)
[1] Davydov A D,Volgin V M,Lyubimov V V.Electrochemical machining of metals: fundamentals of electrochemical shaping[J].Russia Journal of Electrochemistry,2004,40(12): 1230-1265.
[2] 范植堅,李新忠,王天誠.電解加工與復合電解加工[M].北京: 國防工業出版社,2008: 198-222.FAN Zhij-ian,LI Xin-zhong,WANG Tian-cheng.electrochemical machining and composite electrochemical machining[M].Beijing:National Defense Industry Press,2008: 198-222.(in Chinese)
[3] Zybura-Skrabalak M,Ruszaj A.The influence of electrode surface geometrical structure on electrochemical[J].Journal of Materials Processing Technology,2000,107 (1-3): 288-292.
[4] Mount A R,Clifton D,Hpwarth P,et al.An integrated strategy for materials characterization and process simulation in electrochemical machining[J].Journal of Materials Processing Technology,2003,138(1-3):449-454.
[5] Lacey A A.Design of cathode for an electrochemical machining process[J].Journal of Applied Mathematics,1985,(34): 258-267.
[6] Purcar M,Bortels L,Bossche B V,et al.3D electrochemical machining computer simulation[J].Journal of Materials Processing Technology,2004,149 (1-3): 472-478.
[7] Bortels L,Purcar M,Bossche B V,et al.A User-friendly simulation software for 3D ECM[J].Journal of Materials Processing Technology,2004,149(1-3): 486-492.
[8] Bhattacharyya S,Ghosh A,Mallik A K.Cathode shape prediction in electrochemical machining using a simulated cut-and-try procedure[J].Journal of Materials Processing Technology,1997,66(1-3): 146-152.
[9] 孫春華,朱荻,李志永.基于正問題數值求解模擬“試驗修整”的電解加工陰極設計[J].機械設計與制造,2004,(6):81-83.SUN Chun-hua,ZHU Di,LI Zhi-yong.ECM cathode design using numerival simulated cut-and-try[J].Machinery Design & Manufacture,2004,(6): 81-83.( in Chinese)
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04