半導體AuSn焊料低溫真空封裝工藝研究
2011-01-27 08:49:38李丙旺徐春葉
電子與封裝 2011年2期
李丙旺,徐春葉
(華東光電集成器件研究所,安徽 蚌埠 233042)
半導體AuSn焊料低溫真空封裝工藝研究
李丙旺,徐春葉
(華東光電集成器件研究所,安徽 蚌埠 233042)
介紹了半導體金錫(AuSn)焊料焊接封裝的影響因素:焊接氣氛、鍍金層、焊料,在低溫真空焊接封裝的基礎上,重點探討了AuSn焊料真空釬焊封裝的影響因素、AuSn焊料本身的組分比及其浸潤性等對焊接封裝的影響、AuSn焊料真空焊接封裝爐溫曲線設置及焊接溫度和時間的正交實驗、AuSn焊料真空焊接封裝中真空度的影響因素、真空度對焊接質量的影響、AuSn焊料真空焊接封裝中還原氣體的作用及有無通入還原氣體的焊接封裝對比實驗等,并通過真空、爐溫和還原氣體等方面所作的相應工藝實驗,對相關工藝技術問題進行了深入研究。基于大量的AuSn焊料真空焊接封裝實驗及理論分析,給出了最優化工藝條件解決方案。
AuSn焊料;真空;還原氣體
1 引言
封裝可以簡明地定義為對電子器件進行互連、加電、保護和散熱[1~4]。氣密封裝通常采用由金屬、陶瓷、玻璃等材料制成的帶腔體的外殼,外殼在被封蓋后能使安裝于其內的電子元器件與外界環境相隔離,阻止有害液體、固體特別是氣體污染物的侵蝕或滲透入內,保證產品的長期可靠性。
就封裝的質量和密封可靠性來說,采用金錫(AuSn)低熔點合金焊料進行高可靠的集成電路密封是一種重要的封裝方法,它在承受機械沖擊、熱沖擊、化學腐蝕等機械和氣候環境方面,有著比其他金屬合金焊料更大的優越性。因此,金錫焊料的低溫焊接封裝是為滿足一些軍用標準的高可靠產品要求所必須采用的封裝形式。
半導體AuSn焊料低溫真空封裝工藝就是在真空環境下,將鍵合好半導體芯片通過AuSn焊料進行低溫氣密性封裝,其主要工藝影響因素是AuSn焊料、爐溫、真空以及為還原鍍金層和AuSn焊料表面氧化層的還原氣體等。
本文主要介紹了AuSn焊料及其對封裝的影響,并就真空、爐溫和還原氣體的通入等工藝條件進行了重點研討,探索最優化工藝條件方案。
2 AuSn焊料及其焊接封裝的影響因素
金屬氣密封裝由于在最嚴酷使用條件下具有杰出的可靠性而被廣泛用于特殊用途。錫焊是金屬氣密封裝的一種重要形式,又稱為釬焊、共晶焊、焊料焊等,是在殼體和蓋板的密封區域之間放入含錫的合金預制片,加熱到熔點溫度后形成共熔/共晶,將殼體和蓋板密封焊接在一起。封裝用錫焊焊料一般預先制作成合金焊片,主要有兩種類型:一種為低熔點的軟焊料,最常用的是熔點為183℃的Sn63Pb37合金焊片;另一種為較高熔點的硬焊料,最常用的是熔點為280℃的Au80Sn20合金焊片[4]。
AuSn焊料因其在焊接強度、耐腐蝕性和抗氧化等方面都具有較好的優越性,而且AuSn焊料在封裝焊接中無需助焊劑,避免了因使用助焊劑對半導體芯片形成的污染和腐蝕。因此,AuSn(80∶20)焊料是應用最為廣泛的合金焊料之一。AuSn合金焊料具有合適的潤濕性和接觸角,其鋪展百分數在70%~80%之間,封裝焊接后不容易“爬蓋”,焊接強度高,氣密性漏氣速率可小于1×10-3Pa·cm3/s,其抗氧化性極強,焊接后的焊縫不必再涂敷有機樹脂進行保護。它不僅適合于半導體集成電路的封裝,也可用于混合集成電路的封裝,其焊接成品率可達98%以上,是一種具有優越性能的高可靠焊料。
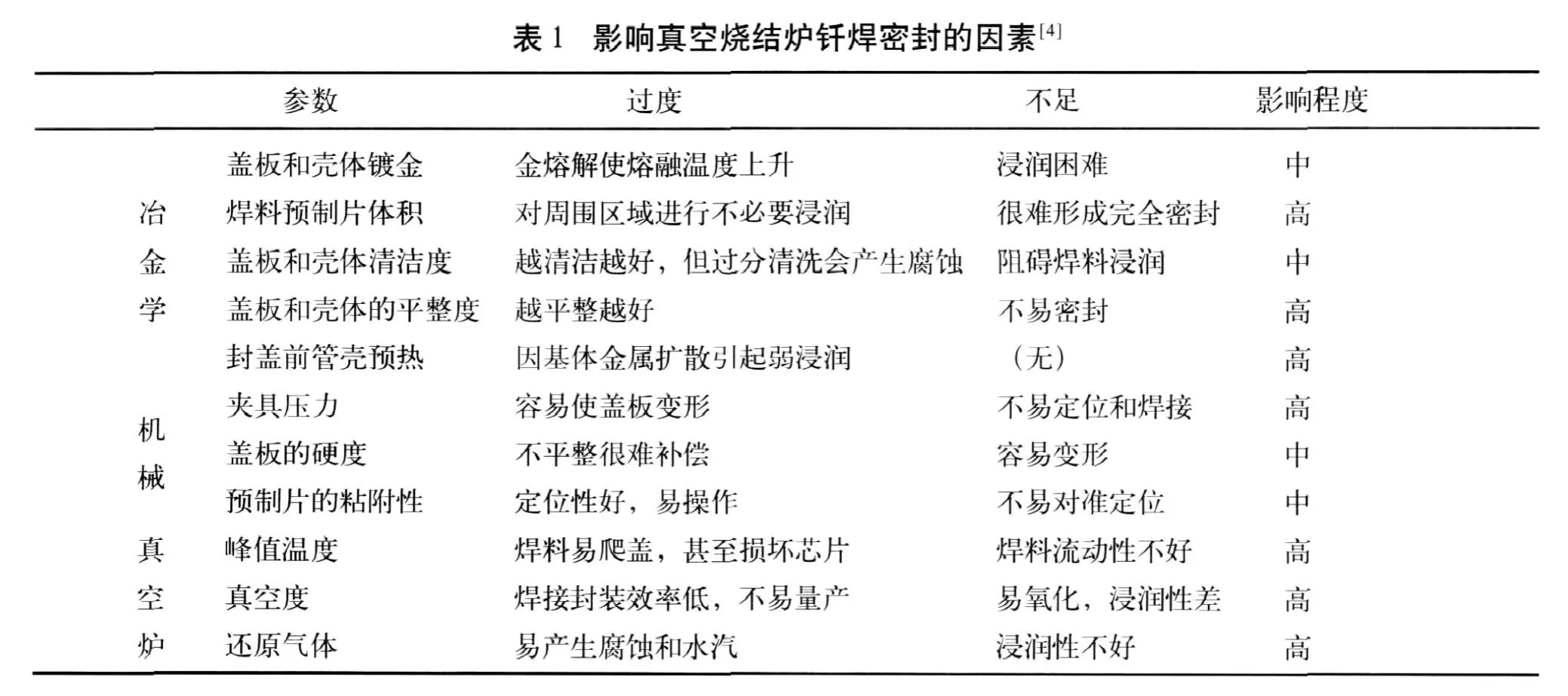
AuSn焊料的潤濕性是焊接質量的一個重要因素[1,5],通常是通過測定其接觸角、潤濕速率或鋪展性來衡量其可焊性。接觸角越小、鋪展性越高,則說明焊料流散性能很好,能保證其焊接質量。但是不同的焊接外殼金屬上框、蓋板的鍍金層厚度以及焊料合金成分的變化,都會對焊接質量產生一定影響,具體影響因素見表1。在Au-Sn系統(圖1)中共晶體的富金一側有非常陡的液相曲線斜度,在高于共晶組成處,金含量僅增加3%~5%就可使液相溫度從280℃提高到450℃以上,進而引起許多氣密性失效,金鍍層越厚,情況越嚴重。所以金鍍層在保持足夠浸潤與防護性的前提下,厚度應盡可能最小。
(1)焊接氣氛對焊接質量的影響。所謂焊接氣氛就是指在焊接時采用何種氣體對焊接表面進行保護,不致因表面氧化而影響其焊接。同時,使用焊料焊實現集成電路的封裝時,為了防止芯片受到污染,不允許使用助焊劑,因此為使低熔點合金焊料保持其表面潔凈而不受氧化,焊接氣氛就顯得尤為重要。一般采用真空、氮氣或氮氣和氫氣的混合氣體作為保護氣體。利用真空爐進行集成電路封裝時,要求其真空度優于1.3Pa;而采用鏈式封裝爐時,一般采用比例為90∶10的氫-氮混合氣體。
(2)鍍金層對封裝焊接質量的影響。當使用低熔點合金焊料時,要求待焊外殼金屬上框和蓋板采用鍍金層進行表面處理,從而為所使用焊料與金形成共晶體保證焊接質量。焊料的浸潤性與鍍金層有著很大關系,鍍金層的質量和厚度都會對焊料的浸潤性產生影響,實踐證明,鍍金層厚度為0.8μm~1.5μm時對焊料封裝焊接最為有利。
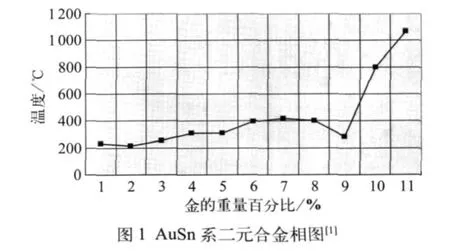
(3)焊料成分對封裝焊接質量的影響。一定比例的含量成分有其一定的熔點,當焊料成分發生變化時,其熔點也隨之而變動,從而也影響了焊料的浸潤性,對焊接質量不利。因此當使用某低熔點合金焊料時,首先要保證焊料的成分必須穩定,并嚴格控制其他金屬元素和雜質的浸入。AuSn合金所用原材料系由純度分別為:Au99.95%和Sn99.99%所組成,其組成比例:Sn∶Au=20∶80。考慮到焊接時外殼金屬上框和蓋板上的鍍金層有一部分將要參與共同形成共晶體,所以焊料實際配方中Au的含量為78%,Sn的含量為22%,AuSn系二元合金,其相圖如圖1所示。
?
3 AuSn焊料焊接封裝溫度
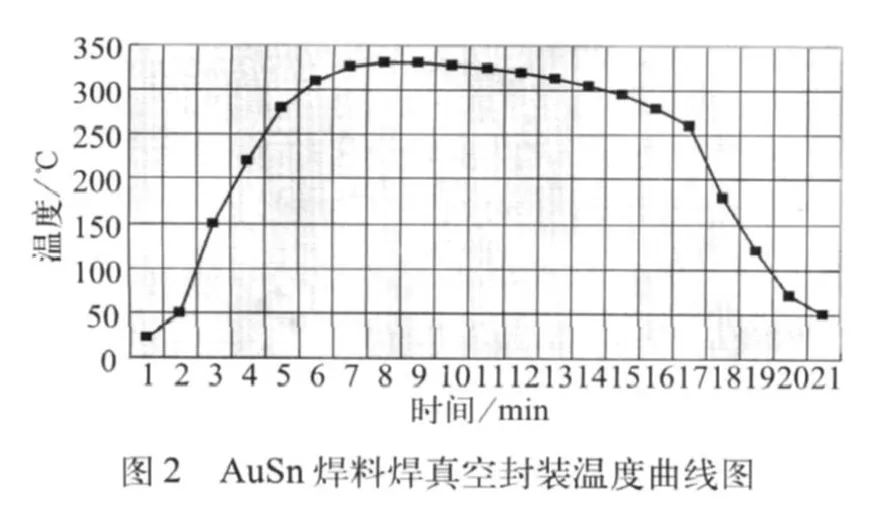
AuSn(80∶20)合金焊料在焊接時所施加的溫度應使焊料能夠有足夠的流動性和潤濕性,這個溫度大約高出焊料熔點50℃(約330℃)。在焊接封裝過程中,基于AuSn合金焊料的共晶成分,很小的過熱度就可以使合金熔化并浸潤,且合金的凝固過程也進行得很快。因此,AuSn合金焊料的使用大大縮短了封裝焊接周期。
AuSn焊料焊接封裝的溫度是影響焊接封裝質量最重要的因素之一,圖2是AuSn焊料的真空焊接封裝溫度曲線圖,當加熱初期時,由于真空度低,加熱速率快,所以升溫速率快。隨著真空度和爐溫的升高,升溫速率也隨著放慢,而在降溫階段,由于前期是真空狀態下降溫,所以降溫速率較慢,當通入氮氣或大氣后,其降溫速率明顯加快。
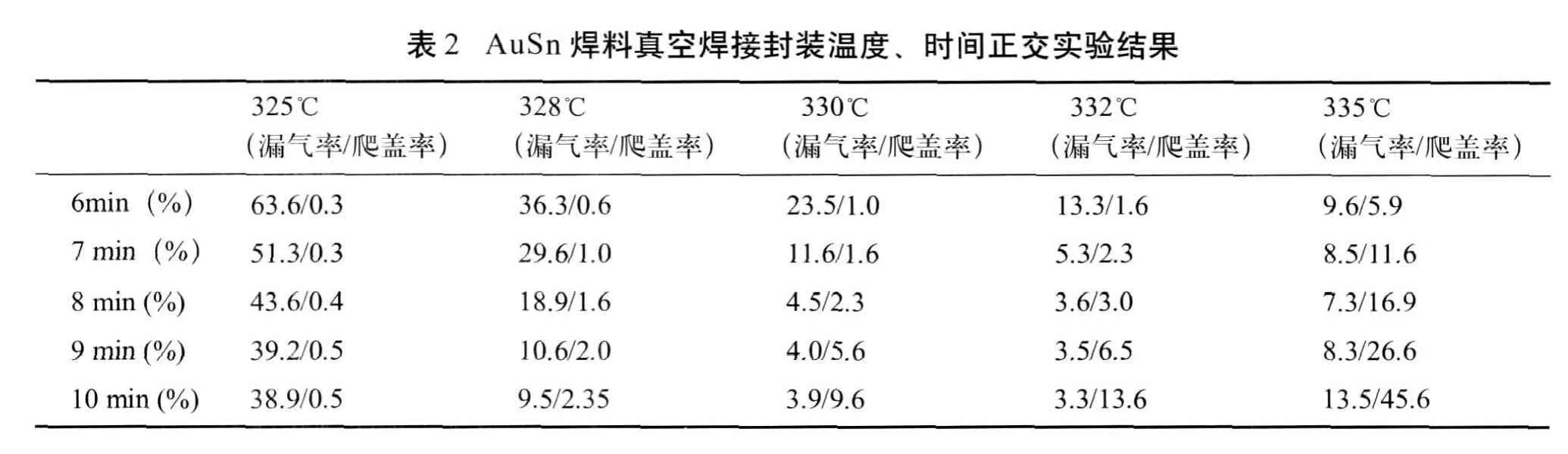
一般臥式真空爐的真空焊接封裝工藝從加熱開始到加熱結束大約為7.5min~9min之間,具體時間主要取決于電路及焊料環大小,不同類型的設備會有略微差異。我們分別對真空焊接封裝溫度325℃~335℃、焊接時間6min~10min的情況做了分組正交實驗,并就同一種底座、焊料環和蓋板在焊接封裝后對其漏氣率和焊料爬蓋率進行了統計,具體結果如表2。
從表2 中的數據可以看出,對于此種底座、焊料環和蓋板的焊接封裝的較佳工藝條件是:加熱溫度為330℃,加熱時間為8min~9min;或加熱溫度為332℃,加熱時間為7min~8min。在這兩種條件下,焊接封裝的漏氣率和爬蓋率最小,也就是說其成品率最高,焊接封裝效果也最好。通過對6批(5 600只)焊接封裝產品的跟蹤檢測也驗證了這一點。
4 AuSn焊料焊接封裝真空度
AuSn焊料真空焊接封裝的器件在使用過程中,氣體的泄漏率與器件內外的壓力差成正比。真空封裝的器件內外壓力差遠大于氣密封裝的內外壓力差,故真空封裝對泄漏率要求比氣密封裝要高很多,而且真空封裝對材料的使用和處理都有很高的要求。
首先,殼體材料是影響焊接封裝真空度的一個重要因素[6]。由于材料具有吸氣特性,在真空焊接封裝過程中的高溫下吸附的氣體將會釋放,將對真空封裝后器件腔體內的真空度有影響。如圖3所示為真空封裝殼體在真空封裝前烘烤與未烘烤的對比曲線。由圖3中可以看到未烘烤的殼體,真空封裝后器件腔體內的平均真空度在9Pa~10 Pa這樣一個水平,而烘烤過6 h的器件真空封裝后腔體內的平均真空度在5 Pa左右。可見真空封裝殼體在封裝前對其進行烘烤可以提高真空封裝后器件腔體內的平均真空度。
?
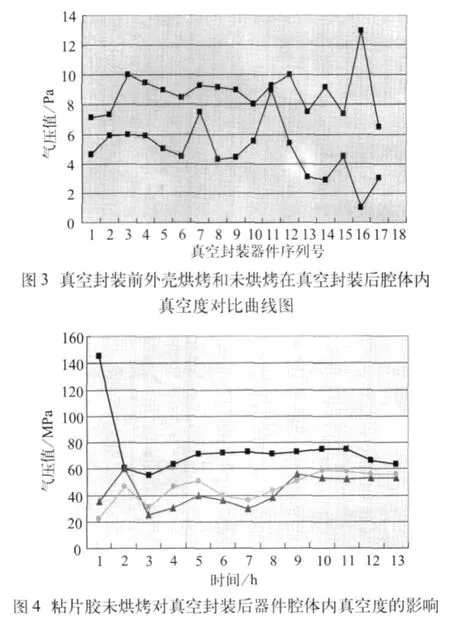
其次,貼片膠是影響焊接封裝真空度的另一個重要影響因素[6]。貼片膠是高分子材料,高分子材料由于空隙較多,比較容易吸附氣體,在真空封裝殼體內,由于相對大氣環境,里面吸附的氣體就很容易釋放出來,破壞真空封裝器件腔體內的真空度。如圖4所示,有貼片膠器件真空封裝后的器件腔體內部的真空度從10 Pa到60 Pa不等,真空封裝后腔體內的壓力比成品率實驗時要高很多,而且真空封裝后的腔內壓力一致性也較差。要解決貼片膠的問題,在進一步的研究中,必須采用吸氣劑來提高器件真空封裝后腔體內的真空度。
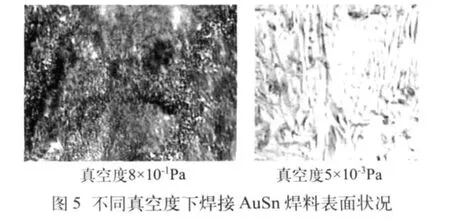
為了較好地體現出實驗的可比性,實驗采取了分別在一種較差的真空度(8×10-1Pa)下和一種較好的真空度(5×10-3Pa)下進行AuSn焊料的焊接封裝。實驗結果見圖5。由圖5可以看出,在8×10-1Pa下進行焊接的AuSn焊料明顯嚴重氧化發黑,這將嚴重影響焊接封裝質量;而在5×10-3Pa下進行焊接的AuSn焊料除了由于表面雜質而存在個別缺陷外幾乎沒有氧化,焊接封裝質量較好,成品率較高。
5 AuSn真空焊接封裝還原氣體
為了提高底座、蓋板和AuSn焊料環的潔凈度和浸潤性,在半導體封裝電路進入真空爐以后,在焊接封裝以前,通入適量的還原性氣體,對其表面進行還原處理,用于除去表面氧化層和氧化物雜質等。
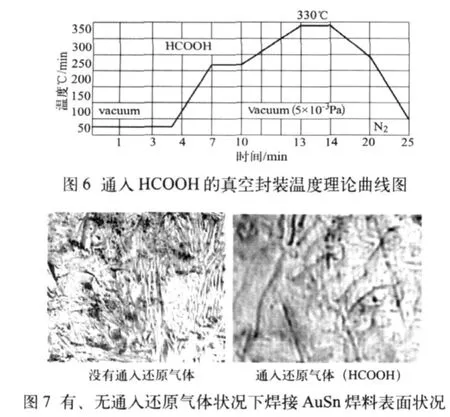
為了了解通入還原氣體(HCOOH)對AuSn焊料焊機封裝的影響,我們按圖6的工藝方案分別進行了兩組實驗:一組是在沒有通入還原氣體情況下進行的焊接封裝;另一組則是在通入還原氣體(HCOOH)下進行的焊接封裝,兩組的實驗結果如圖7。
從圖7我們可以看出,通入還原氣體(HCOOH)進行還原后進行焊接的AuSn焊料表面氧化狀況和缺陷都比沒有通入還原氣體進行焊接封裝的AuSn焊料表面狀況要好,其表面浸潤性也比沒有通入還原氣體的好。
6 結束語
在半導體AuSn焊料低溫真空封裝工藝中,AuSn焊料本身的組分比及其浸潤性等是影響其焊接質量的重要因素,真空度是保證其焊接氣氛的重要指標,而在整個焊接封裝過程中爐溫則是保證焊接氣密性和質量的重要條件,對于還原氣體(HCOOH)的通入則主要是減少氧化、提高焊接封裝質量。根據上述實驗分析,最優化工藝方案是如圖6所示的工藝方案。
[1]何中偉,李壽勝.MCM-C金屬氣密封裝技術[J].電子與封裝,2006,9(9):1-6.
[2]楊邦朝,張經國.多芯片組件(MCM)技術及其應用[M].成都:電子科技大學出版社,2001.
[3]張蜀平,鄭宏宇.電子封裝技術的新進展[J].電子與封裝,2004,4(1):3-9.
[4]Rao.R.Tummala,Eugene.J.Rymaszewski,Alan.G.Klopfenstein,等.中國電子學會電子封裝專業委員會組織譯.微電子封裝手冊第二版[M].北京:電子工業出版社,2001.
[5]趙保經.集成電路封裝[M].北京:國防工業出版社,1993.
[6]林棟,甘志銀,汪學方,等.基于熔焊的MEMS真空封裝[J].電子工業專用設備,2006,10:49-52.
The Semiconductor Packaging Technology of AuSn Solder with Low-temperature based on Vacuum
LI Bing-wang, XU Chun-ye
(East China Photoelectric IC Research Institute,Bengbu233042,China)
In introducing the influence factor of semiconductor packaging process with AuSn solder: welding atmosphere, gold-plating, solder, based on the cryogenic vacuum packaging,with emphasis on the influence factor of AuSn solder welding vacuum packaging, the influence of packaging from the proportion and soakage of AuSn solder, temperature curve settings and the orthogonal experiment of AuSn solder welding vacuum packaging with temperature and time, the influence factor of vacuum in AuSn solder packaging and the effect of packaging with vacuum, the effect of reducing gas and the contrast experiment with or no reducing gas in AuSn solder packaging,and with process experiment of vacuum, temperature and reducing gas,some process technology is carried out in-depth discussion. the theory and the appropriate technical experiments are given the most optimized process conditions solution.
AuSn solder; vacuum; reducing gas
TN305.94
A
1681-1070(2011)02-0004-05
2010-12-20
李丙旺(1971-),男,安徽望江人,高級工程師,1996年畢業于安徽大學,現正攻讀南京理工大學通信工程專業工程碩士,主要從事半導體及特種器件封裝工藝研究及相關設備的維修。
封 裝 、 組 裝 與 測 試
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
中國塑料(2016年3期)2016-06-15 20:30:00
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
