模樣開口角度對鎂合金消失模鑄造流動性的影響
2011-01-24 00:40:16李秋書宿文龍宋立波
鑄造設備與工藝 2011年2期
劉 芳,李秋書,宿文龍,宋立波
(太原科技大學,山西 太原 030024)
AZ91鎂合金是應用最廣泛的鎂合金,它的特點非常適合消失模鑄造工藝。由于鎂合金的密度、壓頭作用和熱含量都很低,同時結晶溫度范圍較寬,所以其流動性能比較差。因此本實驗通過研究模樣形狀對鎂合金流動性的影響,試著在改變試樣形狀方面來改善鎂合金的充型能力。
1 實驗條件及方案
實驗中用到的模樣、橫澆道、直澆道均用密度為0.015 g/cm3可發性聚苯乙烯泡沫塑料(EPS)板材,經電熱絲切割成形,然后用WHP-1膠黏接成實驗所需的模組。模樣形狀及澆注系統的組裝形式分別如圖1和圖2所示。模樣形狀分為四種:一種是開口角度為40°,第二種是開口角度為20°,這兩種模樣前端是擴展的。第三種是開口角度為-6°,即模樣前端收縮的。第四種是角度沒有變的條狀模樣,設定其角度為 0°[1]。為保證模樣密度均勻,EPS板材切去厚度為5mm的表面。模組表面刷水基粉末涂料,并置于50℃的烘箱中干燥4 h,干后涂層厚度約為0.5mm。
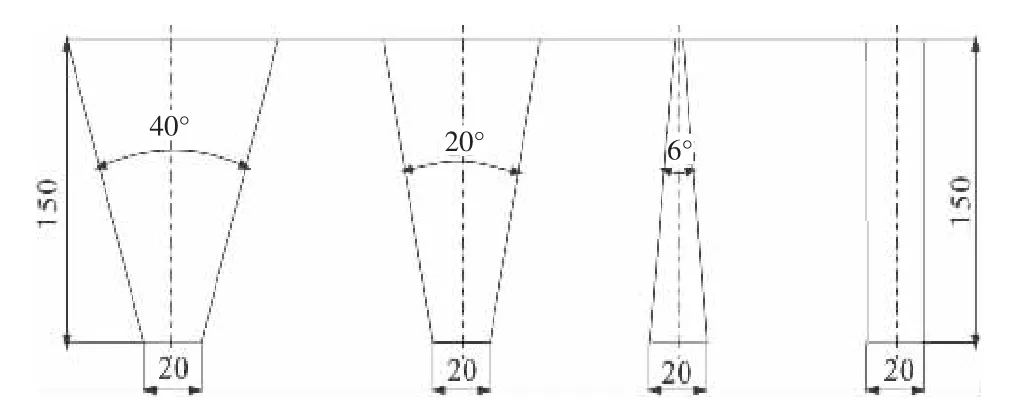
圖1 試樣的尺寸及開口角度
實驗分為三組,第一組澆注溫度為670℃,模樣厚度為4mm,;第二組模樣澆注溫度為700℃,模樣厚度為4mm;第三組澆注溫度為670℃,模樣厚度為8 mm。
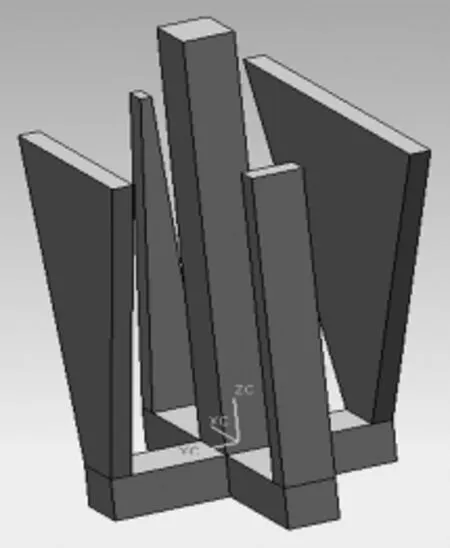
圖2 試樣與澆注系統的組裝形式
2 實驗結果與分析
實驗結果見表1和圖3。
從表1中可以看出,第1,2,3組都是流動長度隨著開口角度的增大而增加。比較第1組和第3組,澆注溫度均為670℃,但是第3組模樣厚度為第1組的兩倍,其流動性明顯好于第1組,并且開口角度20°的基本充滿,角度為40°的已經充型完整。比較第1組和第2組可以看出雖然兩組模樣的厚度一樣,但是第2組的澆注溫度高于第一組,造成第2組的流動性比第1組的要好。從圖3開口角度和流動長度的關系曲線圖上也可以看出,澆注溫度和模樣厚度對流動性有一定影響。
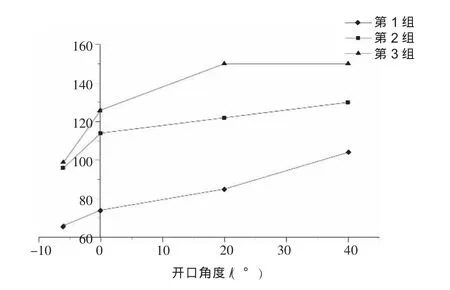
圖3 開口角度與流動長度的關系
對于消失模鑄造來說,澆注溫度一般要比砂型鑄造的要高,這是因為消失模鑄造中用到的泡沫模樣氣化所需的熱量必須從金屬液中獲得,這勢必降低金屬液的溫度和充型速度。適當地提高澆注溫度,提高了模樣的融化速度,同時金屬的過熱度增大從而延遲了金屬的凝固[2]。670℃低溫澆注,金屬液熱量低不足以完全熔化泡沫模樣,導致充型不滿。
消失模鑄造中高溫金屬與泡沫塑料模樣發生復雜的物理化學反應,分解產物對金屬液流動影響很大,因此造成消失模鑄造過程中金屬液的流動特性與砂型鑄造等傳統鑄造有很大差別。消失模中金屬液在金屬壓頭的作用下不斷向前推進,液流前沿與白模相互作用,在金屬-白模-涂層作用區,反應產物的生產與排出速度制約著金屬液的流動,研究表明可以用鑄件局部的體積反映分解產物的數量,用與涂層接觸的表面積反映分解產物排出的通道大小,因此體積和表面積之比綜合反映了分解產物產生與排出的能力。在消失模鑄造充型過程中,模樣幾何形狀對流動性的影響也可通過模樣的模數和模樣的表面積來表示。模數為模樣橫截面積與截面周長之比,它反映了過熱金屬在凝固前必須散失的熱量及熱量散失的速度[3]。
現主要探討一下開口角度對流動長度的影響。圖4為不同開口角度模樣形狀,開始時模樣截面面積都是一樣的,且厚度保持不變。由于圖4a)、b)兩圖模樣的開口角度不一樣導致前端截面面積和體積均發生了變化。圖4b)中已經用虛線畫出圖4a)的模樣,很明顯,開口角度為2θ的模樣橫截面積和體積均大于沒有角度變化的。若單獨考慮體積的影響,圖4b)模樣體積大,那么流動金屬前沿模樣氣態熱解產物增多,不僅對充型的金屬液造成了較大的反壓力而且增加了金屬熔解模樣熱阻,會造成金屬液流動性的降低。這可以稱為開口角度的負面影響。可是實驗結果卻顯示隨著開口角度的增大,AZ91鎂合金的流動性增強。這就不得不考慮另外一個影響因素—模樣表面積。模樣表面積反映了分解產物排出通道,圖4b)的模樣表面積大于圖4a)的,因此其分解產物排出量也就比圖4a)的多,金屬液流動前沿氣隙壓力減小,流動性將增強。這可以稱為開口角度的正面影響。為了能夠反映出正負作用的綜合影響,現在用模數來表示其大小。下面將證明開口角度大的模樣模數比開口角度的大。
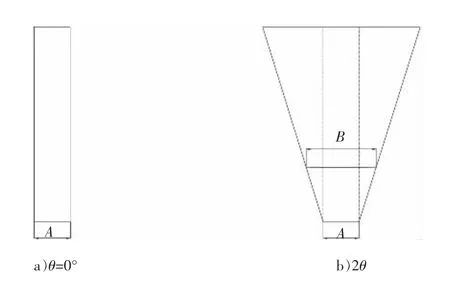
圖4 不同開口角度模樣形狀
模樣剛開始時的截面寬度A都是一樣的,并且模樣厚度一直不變,由于開口角度的不同導致前沿橫截面積發生了變化。為方便計算先將參數設定如下:
A表示沒有角度變化的模樣寬度,B表示開口角度為 2θ(0<2θ<90°)的模樣寬度,由前面所述可知,剛開始時A=B,后由于角度變化導致B>A。δ表示厚度,S表示橫截面積,C表示截面長度,R為模數。
假設金屬液向前流動了單位長度,則此時的B可以由三角函數關系式和比例關系式得出:
∵橫截面積均為矩形。
從上面數學關系式的推導得出開口角度大的模數大于沒有角度變化的模樣,同理可以證明開口角度為負值的模樣模數會小于沒有角度變化的模樣模數。對這類情況的理解也可以是認為模樣厚度沒變,寬度變大的影響。寬度增大一方面增大模樣的模數,提高了模樣單位表面積的熱含量;另一方面,模樣周長的增加也增大了模樣熱解產物的排出通道,因此,提高了AZ91鎂合金的流動性。同樣的道理,模樣寬度保持不變,模樣的厚度增大,模樣的模數變大,AZ91鎂合金的流動性增強。
3 結 論
在消失模鑄造中,模樣的形狀對AZ91鎂合金的流動性有影響。隨著模樣開口角度增大,鎂合金的流動性越好。
[1]袁中岳,張忠明,黃俊.消失模鑄造液流前沿擴展過程對充型能力的影響[J].鑄造技術,2000(5):47-48.
[2]丁文江.鎂合金科學與技術[M].北京:科學出版社,2007.:235-236.
[3]陶杰,劉子利,崔益華.有色金屬消失模鑄造原理與技術[M].北京:化學工業出版社,2006:17-18.
