泡沫鋁復合材料負壓滲流工藝的研究及缺陷分析
2011-01-24 00:40:20武建國王錄才太原科技大學材料科學與工程學院山西太原030024
鑄造設備與工藝 2011年2期
武建國,王錄才,王 芳(太原科技大學材料科學與工程學院,山西 太原 030024)
泡沫金屬是一種新型的多孔功能材料,具有密度小、孔隙率高、比表面積大等特征,它在導電、導熱、吸音、吸能、減震及電磁屏蔽等方面具有良好的性能,在各個行業都有廣泛的用途。相關研究表明在單純泡沫鋁孔洞中分別滲入松香、環氧樹脂、環氧樹脂加填料等高阻尼材料,制備出泡沫鋁復合材料,與單純的泡沫鋁相比阻尼性能提高了許多。本文利用ZrO2陶瓷球具有高密度、高硬度、高韌性、高耐磨損、無污染等的特性,對復合ZrO2陶瓷球的泡沫鋁復合材料的制備負壓吸鑄工藝進行了研究。通過正交實驗分析了填料預熱溫度A、澆注溫度B、填料尺寸C及滲流負壓D對滲流過程的影響,獲得各因素對指標(滲流深度)影響的主次關系。在實驗室條件下,理論分析總結了各工藝參數對滲流過程的影響規律和選取原則,并對滲流泡沫復合試樣的常見缺陷及產生原因進行了探討。試驗結果為泡沫復合材料的性能研究奠定了基礎。
1 負壓滲流試驗
1.1 滲流試驗原理
復合ZrO2陶瓷球泡沫鋁滲流工藝原理如圖1。先在模具底部填充一定高度的鹽粒子并緊實,再將制作好的復合材料(ZrO2陶瓷球+鹽粒子)預制體定位,周圍均勻填充鹽粒子后緊實并澆入液態金屬,在固體壓頭、充氣氣壓、負壓吸鑄作用下,進行滲流,獲得金屬-填料復合體,凝固冷卻后,將預制體周圍的金屬-鹽粒復合體加工掉,清理出鹽顆粒即可獲得復ZrO2陶瓷顆粒的泡沫鋁試樣。
1.2 負壓滲流試驗流程
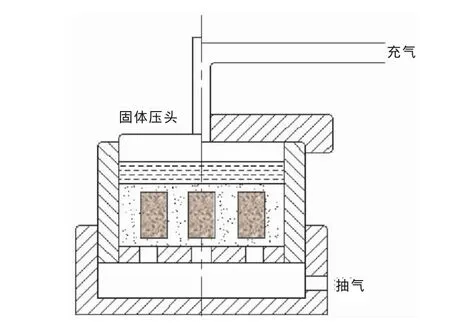
圖1 復合泡沫材料滲流鑄造法充型方示圖
本文采用負壓吸鑄滲流工藝,其工藝流程如圖2。

圖2 負壓吸鑄滲流法工藝流程
2 正交試驗
2.1 試驗方案
復合預制體孔隙率為40%,試驗中選取填料預熱溫度A、澆注溫度B、滲流負壓C、ZrO2陶瓷球含量D典型參數進行正交試驗。正交試驗因素水平如表1所示。
表1 正交實驗因素水平表
2.2 試驗結果及分析
根據4因素3水平的試驗要求,不考慮因素的交互作用,本文采用L9(34)正交表,實驗方案和結果如表2所示。表中考察指標為滲流高度。試驗中幾組數據滲流過程中鋁液發生泄漏,滲流高度是按復合填充體殘留金屬液能充滿的孔隙高度統計。由表2知,各因素對指標的影響的主次關系為:A>C>B>D,獲取試樣如圖3。
3 滲流工藝參數選擇

表2 正交試驗方案和結果
3.1 鋁液溫度的選擇
圖4為金屬液滲入填料體的模型和溫度分布[2],該填料體平均預熱溫度為t0,鋁液和溫度低的顆粒一邊進行熱交換,一邊前進,逐漸降溫至 TE,其間行進了ΔL,超過ΔL向前流動的鋁液隨著潛熱散失而逐漸凝固。同時,在LF之間存在溫度梯度,F面有熱流向右傳遞,使F面生成的凝固殼再熔化,因此可以認為從 F面向右側流入的鋁液生成固相的速度和向 F面傳遞熱量使之再熔化的速度相等的位置,就是鋁液真正變成固體的位置。

圖3 復合泡沫鋁試樣

圖4 金屬液滲流模型和溫度分布
如果鋁液從 L面向右以速度 v(m/s)前進 dt時間內,在顆粒周圍形成的凝固相體積為V(m3),則

式中:Sm——鋁液的固相率,%;
A——F面的面積,m2;
K——填充體的孔隙率,%。
因此把固相V再溶化所必須的熱量Q1為:

式中:ρ鋁——鋁液的密度,kg/m3;
ρ鹽粒——填料的密度,kg/m3;
H鋁——鋁液的凝固潛熱,J/kg;
C鹽粒——填料的比熱,J/(kg·℃)。
根據傅里葉定律,將填充體簡化為一維導熱問題,在ΔL距離內

取 Q1=Q2,得到

根據式(4),ΔL與過熱度成正比,與顆粒預熱溫度t0也成正比,該結論與實驗結果一致,見表2。本次試驗最佳澆注溫度為740℃~760℃。
3.2 填充體預熱溫度的選擇
根據表2,影響滲流結果的因素中,顆粒預熱溫度占據首位且在一定范圍內與滲流高度成正比,本次試驗最佳預熱溫度為480℃~500℃。指標滲流高度由兩部分組成,其一為式(4)列出的鋁液過熱散失前的滲流高度,其二為滲流通道完全堵塞之前,鋁液的凝固潛熱仍可使鋁液滲流的高度(3)。兩部分滲流距離和為滲流總的高度,前者占主導地位,填料體預熱溫度的選擇可根據式(4)得出。將式(4)轉換得:

可得到填料體平均預熱溫度。本次實驗測的其滲流速度為15.8 mm/s,將其代入上式,求得所需平均預熱溫度為492℃~508℃,比正交試驗所得參數略高,原因為沒有考慮金屬液過熱散失后的滲流,但可以作為預熱溫度的選取的依據。在保證填料體低部鹽粒子不小于的臨界預熱溫度以及平均溫度滿足上述值的前提下,采取在填料體高度方向上建立溫度梯度的方法,可以避免底座溫度過高而使真空室變形。具體方法為:不預熱模具底座及均流板,將加熱至指定溫度的模具與填料體在底座上靜置一定時間。此時填料近似一維導熱,利用能量守恒及傅立葉定律[4]求得建立溫度梯度時間t為:

式中為模具保溫出爐溫度,A為填料體截面積,L為總的滲流高度。試驗得出模具保溫出爐溫度550℃,靜置導熱時間約為3min,上下溫差在62℃時,滲流效果良好。
3.3 滲流負壓的選擇

式中:u—— 滲流速度,m/s;
d—— 顆粒平均直徑,m;
v——鋁液黏滯系數,為鋁液動力黏度與密度的比值。
將粒子直徑、鋁液的黏滯系數代入式6,獲得時REc=5×105,滲流速度接近于 1×103m/s。 顯然試驗中鋁液的滲流速度<<1×103m/s,即鋁液滲流狀態為層流,可用達西定律[5]建立其滲流速度方程:

金屬液在多孔介質中的滲流流動狀態用臨界雷諾數Rec確定REc=5×105。為層流向紊流過度臨界值[4]。
式中λ為系數,取決于鄰近顆粒的影響,β為球形系數,影響滲流速度的因素有填料體(顆粒的形狀、緊實度、大小)、滲流金屬液(重度、動力黏度)、壓力梯度有關。填料粒子、金屬液為本質屬性,滲流速度與壓力梯度成正比,與實驗結果相符。吸鑄負壓為0.05mPa時,由于金屬液的泄漏而引起滲流高度下降。本次試驗中吸鑄負壓為0.04mPa時,滲流效果最好。
3.4 預制體陶瓷球含量

式中:A——F面的面積,m2;
K——填充體的孔隙率,%;
D——顆粒直徑,m;
η——鋁液動力黏度kg/(m·s);
λ——系數,取決于鄰近顆粒的影響;
v'——填充顆粒周圍鋁液滲流的局部平均動速度;
β——球形系數。
球形陶瓷球β系數為1,而多角性形的鹽離子β系數在0.65~0.80,其平均值為0.73。預制體陶瓷球含量越高,其平均球形系數越大,滲流阻力越小,滲流速度加快。試驗中含量0.04時,由于滲流阻力的急劇減小,金屬液發生少許泄漏,從而減弱了滲流效果。
用達西定律及司托克斯[5]對一個顆粒的層流阻力公式,推導得出滲流阻力公式:
4 試樣缺陷分析
在本次試驗中,由于各滲流工藝參數的選取不當,會產生各種不同的缺陷,常見的有如下三種。
4.1 滲流不足
由于鋁液滲流溫度低、復合填料體預熱平均溫度不足,滲流負壓過小,滲流阻力大的原因,造成鋁液未滲流到復合填料體底部即凝固,見圖5。
圖5 滲流不足缺陷示意圖
4.2 試樣塌陷
由于鋁液滲流溫度高、復合填料體預熱平均溫度過高,滲流負壓過大,滲流阻力過小的原因,造成鋁液滲流到復合填料體底部仍未凝固而發生泄露,致使試樣中金屬骨架強度不足,而出現塌陷現象,見圖6。

圖6 試樣表面塌陷示意圖
4.3 孔洞
填料鹽離子強度不足,造成在緊實過程中,局部鹽粒被壓碎,金屬液無法滲流,生成集中孔洞,見圖7,同樣孔洞也會產生于試樣內部,造成孔洞不均勻。
5 結 論
1)利用正交試驗得出,工藝填料預熱溫度A、澆注溫度B、滲流負壓C、ZrO2陶瓷球含量D對滲流效果的影響主次為A>C>B>D。
2)分析得出了澆注溫度、填料預熱溫度、滲流負壓與滲流高度的關系公式以及ZrO2陶瓷球含量對滲流高度的影響規律及關系公式。
3)由于滲流工藝參數選取不當以及鹽粒子強度不足,復合泡沫鋁試樣會產生澆不足、表面塌陷、集中孔洞缺陷。

圖7 集中孔洞缺陷示意圖
[1]王芳,王錄才,牛雪.泡沫鋁合金的研究現狀[J].鑄造設備與工藝,2009(4):51-54.
[2]武建國,王錄才.增強泡沫鋁復合材料制備工藝的研究[J].鑄造設備與工藝.2010,(2):24-27.
[3]張勇.泡沫鋁低壓滲流工藝及常見缺陷分析[J].鑄造技術,2004(8):596-599.
[4]楊世銘,陶文銓.傳熱學[M].第3版.北京:高等教育出版社,1998:3-30,138-143.
[5]苑蓮菊,李振栓、武勝忠,等.工程滲流力學及應用[M].第1版.北京:中國建筑材料出版社,2001:1-14.
