低碳合金鋼鑄件消失模鑄造技術研究與應用
2011-01-05 11:40:36王新節浙江大學城市學院杭州310015
中國鑄造裝備與技術 2011年2期
王新節(浙江大學城市學院,杭州 310015)
低碳合金鋼鑄件消失模鑄造技術研究與應用
王新節(浙江大學城市學院,杭州 310015)
運用計算機輔助三維設計、計算機輔助凝固過程數值模擬和計算機輔助數控編程制造CAD/CAE/CAM一體化技術手段,通過優化設計產品模型結構、鑄造工藝參數、產品模具工裝結構、澆冒口工藝系統以及模具型腔數控加工的刀具定位源文件,研究開發了貨運列車低碳合金鋼零部件轉8A型承載鞍消失模鑄件產品。與普通砂型鑄造相比,其鑄件單體重量減輕了3kg,鑄件重量精度達到MT7級,鑄件尺寸精度達到CT8級,鑄造工藝出品率達到65%;本文也對大批量產生過程中容易出現的鑄造缺陷進行了分析并提出了解決的辦法。
消失模鑄造;低碳鋼;CAD;CAE;CAM
1 引言
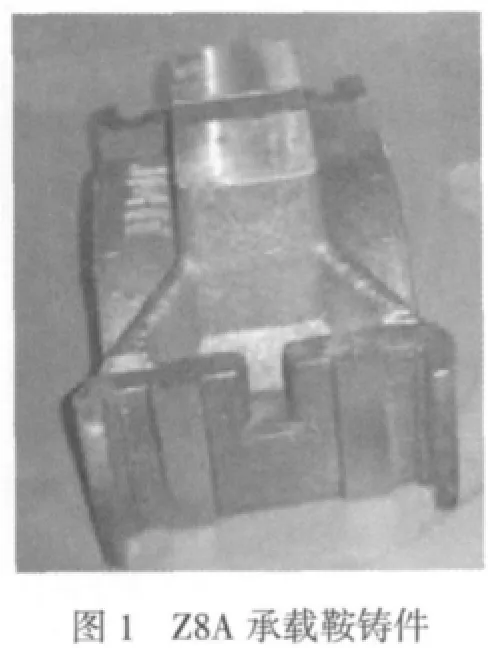
低碳合金鋼承載鞍是主型貨車轉向架的關鍵零部件(圖1)。承載鞍安裝在貨車的滾動軸承和轉向架側架導框之間,起著軸承與側架的連接、定位和傳遞各種載荷的作用。目前國內外傳統的制造方式是普通的砂型鑄造或采用熔模精密鑄造。普通的砂型鑄造和熔模精密鑄造的生產工序繁雜,對從業者的鑄造技能依賴性較大,勞動強度大和環境污染嚴重。這就導致了鑄件外觀質量、鑄件尺寸精度和鑄件內在質量都很難穩定。
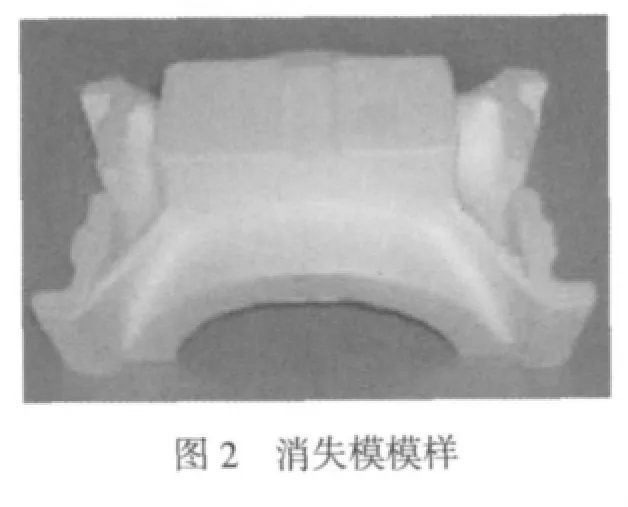
消失模鑄造采用聚苯乙烯泡沫塑料(EPS、PMMA、EPMMA)模造型,型砂選用無粘結劑和添加物的單一干砂,不需起模即可澆注。金屬液采用負壓澆注,液態金屬使泡沫塑料燃燒、氣化,同時立即充填原來由模樣占據的型腔。由于不需起模,無分型面,且一般不需要用型芯,所以鑄件尺寸較精確,鑄件機械加工面的預留余量值較小,有些工藝孔可以直接鑄出,實現少加工或免加工,鑄件重量可以有效減輕。鑄件無披縫,可省去大量的清理工作。這樣不但節約了生產資料而且使得粉塵污染大幅降低;另一方面又由于消失模鑄造采用負壓澆注,這不但使得金屬液充型速度加快,有利于強化金屬液凝固時顯微組織的致密性以提高鑄件的力學性能,也使有害氣體煙霧可以方便地實現集中收集并集中處理。因此消失模鑄造被譽為綠色鑄造。圖2為采用消失模鑄造工藝來組織生產的承載鞍消失模模樣。
2 鑄造工藝設計
2.1 產品及其工裝模具的結構設計

如圖3所示,承載鞍3D產品結構及冒口設計是運用計算機三維輔助設計系統來完成的。之所以將產品結構及冒口設計放在一起來考慮,主要是體現低碳合金鋼鑄件凝固時的收縮因素。運用計算機輔助設計系統中的圖層管理手段,將承載鞍產品二維投影線和結構特征線條進行提煉和規整,使其能夠通過適當的特征造型或非特征造型操作:拉伸、旋轉、掃掠(三維幾何實體或歐幾里德幾何片體)、網格曲面構造、幾何實體分割、幾何實體修剪、幾何實體布爾加運算和布爾減運算等技術手段,來完成承載鞍產品三維幾何實體的建模工作。對于低碳合金鋼消失模工藝而言,可以將產品零件三維幾何實體按照縮水比例尺1.025%倍率進行放大處理,重要加工面(有配合要求)的機械加工余量可以設置2.5mm,對于只要滿足常規性裝配要求的加工面,其機械加工余量可以設置為2.0mm。由于消失模鑄造無需起模,故不需要單獨在泡沫模樣上設置造型起模斜度;但是為了方便泡沫模樣在制模工序中的順利脫模,我們還是要在泡沫模樣上的不同結構處設置一定的有區別的起模斜度值。
如圖4所示,承載鞍工裝模具的結構設計是運用計算機三維輔助設計系統來完成的。其設計內容主要包括:模具型腔本體的形成,模具型板排版結構設計,模具本體結構一次防變形支撐桿設計,外延式蒸汽柜(或制模機自帶蒸汽柜)設計,背部密封板設計,定位銷套的設計,模具組裝件二次防變形設計。

2.2 消失模生產工藝流程設計
消失模鑄造生產工藝流程:珠粒預發泡→預發珠粒時效→模片制取(泡沫模樣、模具CAD/CAM)→模片熟化→模片膠合→模樣簇組裝(凝固過程數值模擬CAE)→浸涂涂料→模樣簇涂料烘干→單一干砂造型→負壓澆注成形→鑄件清理噴漆。
3 模具制造工藝
如圖4所示,承載鞍產品模具本體型腔安裝在分型面型板框架的排版機座內。模具本體型腔材質通常使用鑄造鋁合金或鍛造鋁合金;模具本體型腔的制造方式有局部鏤空的仿形鑄造和仿形銑削加工、實心板材的數控編程銑削加工。本文重點對實心板材數控加工制造工藝進行研究。
3.1 模具背面型腔的數控編程加工工藝
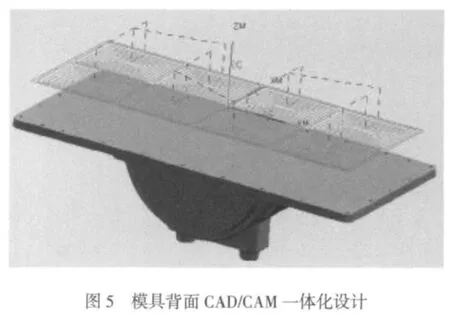
圖4所示的是承載鞍凸模模具型腔正面形狀,其背部結構是帶有凸緣的強化支撐輻板網格實體與等壁厚模具型腔實體的相貫綜合體。為了提高凸模模具型腔的整體剛度,我們設計了型腔分型面背部的凸緣式強化支撐輻板網格實體,用以平衡其正面的凸模實體質量分布和為了預防模具本體型腔的一次性變形而設置的支撐桿提供支點;為了讓模具型腔能夠快速而均勻的受熱和傳熱、使模具型腔具有足夠的結構強度并為安裝通氣塞提供實體基礎,我們將模具型腔的壁厚設計為10mm。按照常規的計算機輔助設計理念,需要對凸模模具的背部結構進行三維實體的造型。我們運用CAD/CAM一體化技術手段,可以實現凸模模具背部型腔無需三維建模,就能夠直接加工制造出嚴格幾何意義上的帶有凸緣強化支撐輻板網格實體與等壁厚模具型腔實體的相貫綜合體模具背部型腔。如圖5所示,在承載鞍凸模三維實體的背面定義工作坐標系的位置。坐標系的原點定義在模具背部凸緣實體幾何中中心的最高點,凸緣高度為70mm,XC坐標軸正向沿模具長度方向水平向右,YC坐標軸正向沿模具寬度方向向前,并與XC坐標軸構成右手迪卡爾坐標系的空間矢量走向,ZC坐標軸正向豎直向上。將數控編程加工坐標系MCS通過原點定位和加工坐標軸旋轉的方式保持與工作坐標系完全一致,以方便加工結果與設計理念的校核。在此XC—YC二維坐標平面上繪制凸緣強化支撐輻板網格線框,線框截面的寬度為5mm代表輻板壁厚。選擇數控編程加工模塊中的型腔銑削子模塊,將加工零件定義為除凸模模具背部型腔實體建模頂部平面之外的所有外表面,這些面的機械加工余量設置為10mm,這個厚度就是模具型腔的實際壁厚。為了防止過切現象的發生,要設置檢查面,檢查面的組成和機械加工余量均與零件面一致。刀具定位源文件中的驅動邊界用定義材料側的方式予以確認,模具背部凸緣最高處框截面線框的外邊框的材料側定義為內部,其內部各個小邊框的材料側定義為外部,這樣就可以確保刀具在加工去除多余材料的同時顯現出模具背部結構實體。由于模具背部型腔結構區域可分為兩個明顯復雜程度不同的部分:模具型腔仿形區和純粹強化輻板結構區,所以,再定義每層切削厚度時應該分區域定義。前者應取較小值1.5mm(此數值越小,模具的壁厚越均勻一致并接近10mm),后者應取較大值2.5mm,這樣既可以提高加工效率,也滿足了模具實際需要的傳熱效率。模具背部型腔結構是由8個獨立的子型腔構成,每個子型腔的實際深度都大于150mm,而且僅在頂部端面部分是開放的,在實際的數控加工中就有可能帶來兩個方面的隱患:如果按照深度優先來編程序,就有可能導致模具變形,這主要是由于刀具長時間的在局部進行加工,使得模具在較長時間段內受力不均;如果不能及時排放加工過程中的切削液及其內含的金屬屑,就有可能導致刀具受熱磨損加快,甚至會出現斷刀現象,影響模具表面粗糙度。對于前者,可以采取層優先的優化路徑走刀路徑,在此基礎上,再設置小的切削深度和快速走刀參數(1200mm/m),這樣既可以減輕加工變形量,又能提高加工效率;對于后者,可以采取定期清理型腔切削液和預先開設排放通道的方式予以解決。圖6所示為采用CAD/CAM一體化技術手段加工刀具路徑效果圖。

3.2 模具背面型腔的數控編程仿真加工與模擬
如圖7所示,與模具背面型腔的數控編程加工相類似,首先將模具的長寬方向與數控機加工中心工作臺的走向保持一致并安裝固定之,這樣便于用標準刀具對刀并確定G54的位置。其次將工作坐標系的原點設定在凸模正面型腔的幾何中心最高點,校準XC坐標軸正向與加工中心主軸的X正向走刀保持一致,旋轉坐標軸將YC和ZC坐標軸按照右手迪卡爾坐標系的屬性將其正向與加工中心主軸的Y和Z正向保持一致。最后將加工坐標系MCS校正與WCS相統一。模具正面型腔的粗加工大批量去除多余的材料其數控程序的編制理念和參數設置如同模具背部型腔相似(零件面的機械加工余量設置為1.2mm,用于模具起模斜度的預留加工:預留余量的計算公式為H tan(α),其中H為凸模的總體高度內,需要分段添加起模斜度的最大模型段高度值,α即為起模斜度;為了后續數控加工仿真模擬的順利進行,需要通過建模技術手段創建一個能夠完全覆蓋凸模正面型腔的三維幾何實體,并將之選定定義為模具加工毛坯),可以參照3.1中的描述。這里僅就模具正面型腔的精加工進行討論。

為了能夠在精加工時能夠做到有的放矢以提高加工效率,就要精確地掌握凸模正面粗加工后的實際形狀和實際殘留余量分布。我們可以通過兩種途徑來獲得信息,其一是到加工現場實際觀察,其二是運用數控加工數值模擬圖來進行觀察。如圖8所示數值模擬加工的不足之處是:只能反映最后的加工結果,而對實際加工用的刀具的磨損消耗導致的精度降低和模具材質的切削性能卻無法體現,這也給設置加工參數帶來盲目性。因此,實際進行模具加工時,要將兩者結合起來,這樣可以做到宏觀在望微觀在握,根據選用的刀具、模具材料以及加工中心的性能適時地調整加工工藝參數。圖7所示的是凸模正面型腔的精加工刀具路徑軌跡,其中一條代表刀具的切削走刀路線,另一條代表抬刀、空中安全移動刀具和進刀路線。數控加工子模塊選擇型腔銑,切削方式選用輪廓銑,這樣可在粗加工型腔銑的基礎上實現一次性清根加工。刀具定義為直徑?8mm,錐度 1.5°,步距 0.2,每層切削深度 0.2mm,進給速度1200mm/m,余量0.05mm,用于最后拋光處理。

4 鑄造凝固過程數值模擬
低碳合金鋼承載鞍消失模鑄件的凝固模擬過程如下:首先通過布爾加運算創建一個大鑄件模型,即將承載鞍產品三維鑄件實體模型、雙冒口實體模型和澆注系統實體模型三個獨立的實體部分加和成一個幾何實體模型。然后將承載鞍三維鑄件模型擺正位置,即將三維設計軟件中的設計坐標系WCS的Z軸豎直向上并與正常的鑄型澆注位置(澆口杯開口向上)保持一致,存盤后以STL格式傳出,獲得STL格式文件。最后對該STL格式文件進行三維正交網格的劃分處理。首先用STL實體旋轉和移動功能輸入該STL格式的大鑄件模型文件,確保其澆注位置擺放正確。然后輸入該STL格式的大鑄件模型文件作為鑄件,并定義網格步長(即正交網格單元的尺寸(mm):d x、d y、d z)的數值進行網格劃分。網格步長的數值通常要保證鑄件的最小壁厚處有3~5個正六面體,這樣模擬計算出的結果更接近實際澆注情況。如果鑄型文件沒有定義,系統會自動添加五層鑄型邊界來進行網格劃分處理。這樣系統就會自動生成MESH格式文件。需要說明的是,在進行STL格式的網格劃分時,網格步長每增加一倍,其計算時間會增加23=8倍。所以在能滿足計算精度的前提下,不宜任意增加網格步長,否則浪費了大量的計算時間,實際的凝固模擬效果也沒有本質上的區別。選擇采溫點,計算過程中,在指定的鑄件斷面和對應的等截面型砂斷面上選擇一些采溫點,記錄某些點的冷卻或升溫過程,畫出點的冷卻或升溫曲線。如圖9所示,我們選擇了五個采溫點,其中1、4和5點分別設置在承載鞍鑄件上的不同部位,2和3點設置在型砂的不同部位。我們可以借助這一系列的鑄件型砂溫度分布場來分析鑄件的凝固過程并對型砂的后續冷卻處理提供參考。在凝固參數計算準備菜單項中選擇建立凝固解算輸入文件,新建一個IN格式的凝固解算輸入文件。材質選擇 ZG230-450,密度 7.4000g/cm3,熱導率0.2500Cal/(cm·K·s),比熱0.1210Cal/(g·K),結晶潛熱62.0000Cal/g,液相線溫度1510.00℃,固相線溫度1449.00℃;鑄型選擇干石英砂,其密度1.6000g/cm3,熱導率0.0031Cal/(cm·K·s),比熱0.2900Cal/(g·K);鑄型外界相關介質是空氣,其密度為0.0013g/cm3,熱導率0.0001Cal/(cm·K·s),空氣比熱0.2400Cal/(g·K);鑄型/鑄件熱阻設定為1000,臨界固相率0.6,液態體收縮率0.025。凝固模擬解算器通過輸入IN格式的凝固解算文件并定義低碳合金鋼的澆注溫度1580℃,環境溫度20℃,解算時間為設定要能保證大于鑄件的實際凝固時間,通常設置的大一些,1000min。間隔時間為欲保存溫度場的時間間隔,通常設置間隔時間為2min。間隔時間的設置既要保證分析凝固機理的有效性,又要防止過多設置造成資源浪費。待完全凝固后停止解算,設置頂冒口、鑄鋼件和凝固動態模擬。通過數據庫輸入熱物性參數后進行有限差分(FDM)傳熱計算,在獲得溫度分布的基礎上預測縮孔縮松缺陷,經過13.3min,鑄件已完全凝固100%,如圖10所示。


5 鑄件缺陷的分析
5.1 側面脈紋缺陷
如圖11所示,實際生產時,經常會在鑄件側面出現一定比例的隨機分布、長短不一但方向有所趨同的突起脈紋現象。脈紋厚度較小者,可以通過噴丸清理和人工磨削進行修復;較大者,只能借助專用工具進行處理,這樣耗時費力,增加了生產成本,降低了鑄件的表面質量。經過反復試驗與分析對比,消失模涂料的成分、浸涂工藝和烘干工藝與此現象密切有關。消失模涂料成分中的有機高分子纖維材料要具有良好的懸浮均一性,防止在局部富集,引起涂料殼層局部透氣性差別較大,導致液態金屬局部充填勢能出現失衡。浸涂工藝要有利于泡沫模樣表面濕態涂料流動的機會均等性,避免局部堆積現象的發生。這可以通過采用機械手運行教點程序,從而穩定地使涂料實現有序流動,最終達到涂料殼層厚度的均勻化,提高涂料殼層的整體高溫強度和剛度。烘干工藝要控制好四個方面的指標:其一是烘箱內的升溫速度,其二是烘箱內的空氣流動性,其三是烘箱溫度,其四是烘干程度。總體指導思想是緩慢升溫、適當大小的空氣流動速度、一定范圍內的烘箱溫度并保持恒溫,涂料殼層要干透,防止造型時的回潮現象發生。
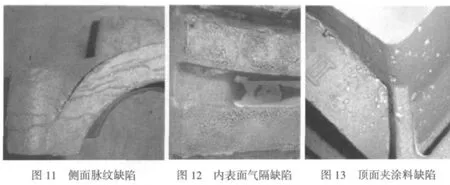
5.2 內表面氣隔缺陷
圖12所示,承載鞍鑄件內腔凸起弧形面上分布有深淺不一、或連接成片、或孤立成島狀的蜂窩狀氣隔痕跡。程度較輕者可以通過機械加工去除,較重者直接導致鑄件報廢。產生此缺陷主要在造型工藝。按照圖13所示的澆注系統布局,由于承載鞍產品內腔在造型時填砂困難,通常會在泡沫模樣浸涂涂料以前,先用自硬砂將其填充緊實。這些自硬砂覆蓋層會影響泡沫模樣燃燒產生氣體的排出從而導致氣隔現象的發生。這可以通過三個方面的途徑去解決:其一是適當降低泡沫模樣的密度,從源頭上減少其發氣量;其二是自硬砂的填充覆蓋面上要按照一定的規格留有排氣通道,有效疏散鑄型內的氣體;其三是適當提高澆注時鑄型的負壓度,給鑄型內的氣體疏散提供一個良好的外部環境。
5.3 頂面夾雜涂料缺陷
圖13所示,在承載鞍產品的頂部表面上經常會發生夾雜涂料的現象,其分布具有不確定性,而其面積大小和深度都不盡相同。程度較輕者可以在清理后通過焊補修復;程度較重者,直接導致報廢。這種缺陷內的涂料主要來自兩個途徑:一是澆冒口系統泡沫模樣簇;其二是來產品模樣簇。前者又分為各個澆冒口泡沫模樣段本身所帶來的涂料沖刷夾雜和澆冒口組裝接口處帶來的涂料沖刷夾雜。通常澆冒口系統是各個澆冒口組成段通過交合而成一個完整的澆注系統模樣簇,各個泡沫段又是通過電熱絲切割泡沫板而得來的。由于這些泡沫板材表面比較粗糙,很容易讓涂料滲透至一定的深度,形成許多密集的孤立島狀涂料鐘乳體,它們很容易被高溫金屬液卷入鑄件體內形成涂料夾雜。另外,澆冒口連接部位的涂料補刷層涂料與一次性浸涂的涂料層殼體的銜接不夠牢固,也容易被高溫的金屬液卷入鑄件內形成涂料夾雜;產品模樣簇在造型時,在強烈的振實臺振動和型砂高速流動的沖擊下,涂料層殼體局部強度和剛度較弱的部分,有可能發生脫落而卷入至鑄型內導致夾雜缺陷。對于前者,可以通過用模具整體式制作澆冒口模樣簇來提高其表面粗糙度并取消其接口部分的補加涂料工序,進而杜絕涂料的內滲和沖刷卷入的夾雜物;對于后者,盡量采用機械化手段來代替人工浸涂工藝以提高模樣簇的涂料層殼體的整體剛度和強度。
6 結論
運用消失模工藝生產貨運列車低碳合金鋼承載鞍鑄件可以達到節約資源、保護環境和降低勞動強度的目的;運用計算機輔助設計、計算機凝固過程數值模擬和計算機輔助加工制造技術手段能夠輔助實際鑄造生產工藝的設計與優化。
[1]王新節.柴油機氣缸蓋消失模鑄造模樣模具CAD/CAM.J.鑄造,1999(7):19-23.
[2]荊濤.凝固過程數值模擬[M].北京:電子工業出版社.2002,5.
Research and Application of Lost Foam Technology of Low-Carbon Alloy Steel Casting
WANG XinJie
(City College Zhejiang University,Hangzhou 310015,Zhejiang China)
By integ rated technological medium of 3D CAD,computer aided solidification p rocess numerical simulation engineering and computer aided NC p rogramm ing manufacturing,by m eans of op tim ization of p roduc t pattern struc ture,found ry technological parameters,d ie auxiliary,equipment and tool,riser gating system and d ie cavity NC cutter location source file,the type of Z8A goods train lowcarbon alloy steel adap ter lost foam casting has been developed.Com paredw ith ord inary sand mold casting,the casting monomer weight lightened 3kg,g rade of casting weight p recision cam e to MT7,g rade of casting size p recision came to CT8,found ry yield came to 65%.Casting defects easily appeared in the course of large quantities p roduction have been analysed w ith solution methods offered.
Lost foam casting;Low-carbon steel;CAD/CAE/CAM
TG249.6;
A;
1006-9658(2011)02-5
2010-11-29
2010-174
王新節(1966-),男,教授,主要研究綠色鑄造成形工藝