消失模鑄造鐵液及凝固特性對灰鑄鐵石墨組織的影響
2011-01-05 11:40:52胡志君張艷瑰程和法
中國鑄造裝備與技術 2011年2期
胡志君,孫 萍,張艷瑰,程和法,金 何
(1.合肥工業大學材料科學與工程學院,安徽合肥 230009;2.安徽合力股份有限公司合肥鑄鍛廠,安徽合肥 230022)
消失模鑄造鐵液及凝固特性對灰鑄鐵石墨組織的影響
胡志君1,孫 萍1,張艷瑰1,程和法1,金 何2
(1.合肥工業大學材料科學與工程學院,安徽合肥 230009;2.安徽合力股份有限公司合肥鑄鍛廠,安徽合肥 230022)
在生產條件下,通過附鑄階梯試樣的方法,研究了消失模鑄造灰鑄鐵石墨形態的特點,結果表明,消失模鑄造灰鑄鐵較易出現過冷石墨。討論了消失模鑄造特點及消失模鑄造高溫鐵液及充型凝固特點對石墨形態的影響。
消失模鑄造;石墨形態;高溫鐵液;凝固特性
消失模鑄造技術是用泡沫制作成與零件結構和尺寸完全一樣的實型模樣,經浸涂耐火粘結涂料,烘干后進行干砂造型,振動緊實,然后在抽負壓條件下澆入金屬液使模樣受熱氣化消失,而得到與模樣形狀一致的金屬零件的鑄造方法[1]。在澆注過程中金屬液需熔化泡沫模樣后才能進入鑄型,模樣熔化要吸收一定的熱量,因此,消失模鑄造的澆注溫度要高出傳統鑄造30~50℃[2]。為保證模樣氣化產物順利排出型腔及鑄型,需使用透氣性較好的干砂造型,并在澆注過程中和凝固初期抽負壓,而干砂造型和抽負壓均會對金屬液的凝固過程產生很大的影響。因此,消失模鑄造對鐵液的要求及其凝固過程均區別于傳統鑄造,而鐵液及凝固特點對石墨組織具有重要的影響,因此研究消失模鑄造特點對灰鑄鐵石墨形態的影響具有重要的意義,而此類研究基本沒有報道。本文就是在生產條件下,通過試驗分析了消失模鑄造石墨形態的特點,并討論了高溫鐵液及凝固過程對石墨組織的影響。
1 試驗條件及方法
1.1 鐵液熔煉及處理
采用廢鋼增碳工藝熔煉鐵液,熔煉設備為3t中頻感應電爐,爐料由1.5t廢鋼和1.5t廢鐵屑組成。熔煉過程中先加部分廢鐵屑再加廢鋼,最后加入剩余部分廢鐵屑,增碳劑隨廢鋼分三次加入到熔煉爐中,熔煉后期加硅鐵增硅,加錳鐵增錳。爐前采用光譜儀分析鐵液成分,通過添加增碳劑和廢鋼調節鐵液含碳量,通過添加硅鐵、錳鐵調節鐵液硅、錳量。
1.2 試樣制備
試驗通過在鑄件上附鑄階梯試樣的方法來研究消失模鑄造條件下不同壁厚處石墨形態。附鑄方法如圖1所示,在一個鑄件上同時附鑄兩個階梯試樣,每個試樣有三個不同厚度的階梯,其中一個試樣階梯厚度分別為 5mm、15mm、25mm,另一個為 10mm、20mm、30mm,每個階梯長寬均為80mm×80mm。階梯試樣的制備首先要用泡沫板制取泡沫階梯試樣,然后粘結在鑄件模樣的澆注系統上,粘結階梯試樣的泡沫模樣浸涂涂料后先在50℃烘房內干燥10h,然后在消失模鑄造生產線上裝砂造型,澆注鐵液獲得試樣,出鐵時在澆包內加入FeSi75進行孕育處理,加入量為0.3%,澆注溫度為1460℃。

1.3 金相組織觀察
試樣澆鑄后,在不同厚度階梯的中間部位截取長寬均為10mm左右的試塊,制成金相試樣,在XJP-6A金相顯微鏡100倍下觀察石墨形態。
2 試驗結果及分析
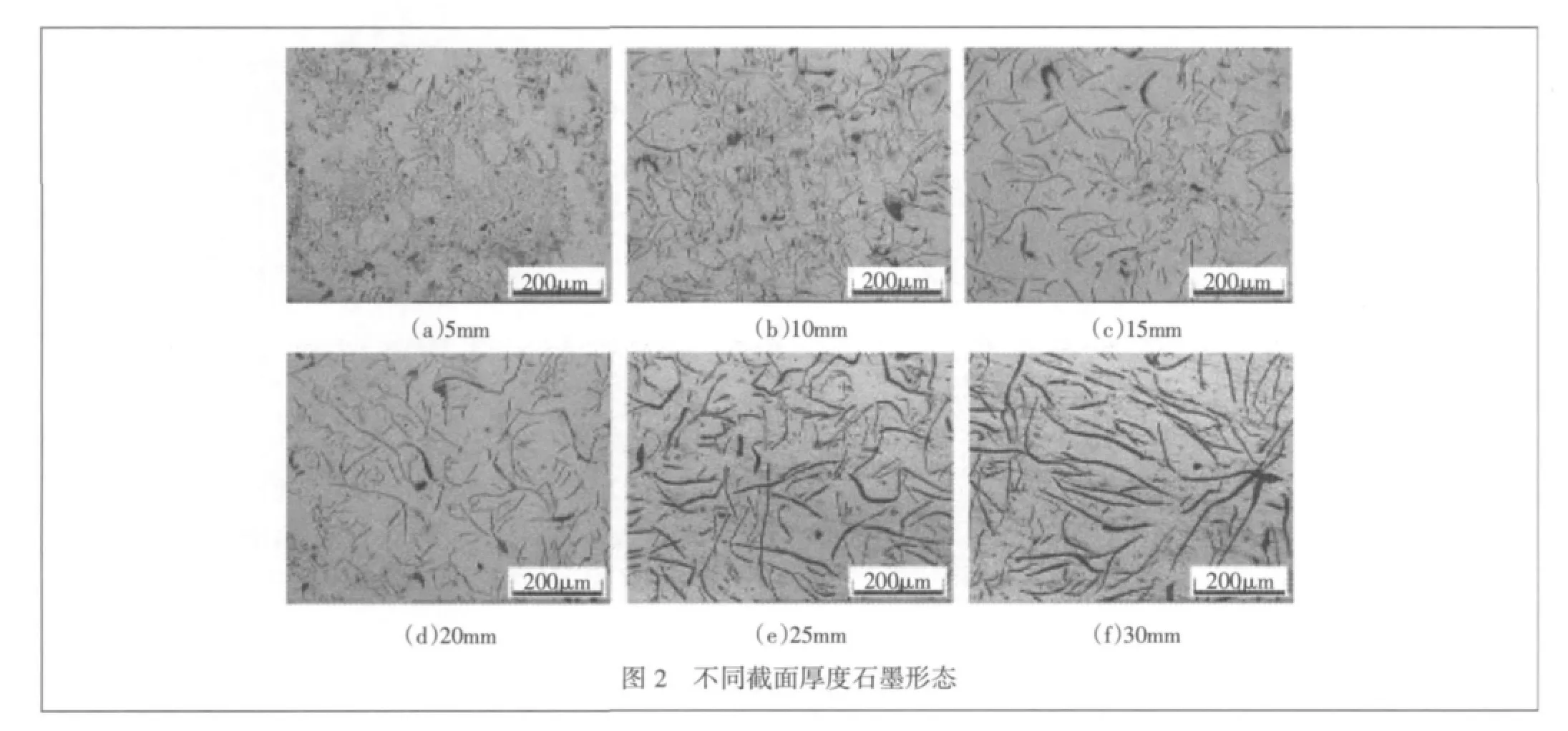
化學分析法測得階梯試樣化學成分為3.35%C、2.32%Si、0.8999%Mn、0.0307%P、0.309%S。圖 2 顯示了同 一 組 階 梯 試 樣 5mm、10mm、15mm、20mm、25mm、30mm階梯中心部位石墨形態。由金相分析可知:5mm階梯截面D、E型枝晶過冷石墨數量達到30%~40%,奧氏體枝晶發達,枝晶間分布著細小的點片狀石墨;10mm階梯接近表面處存在少量細小的枝晶,枝晶間有少量D型石墨,階梯中間部位有15%的B型,15mm以上階梯A型石墨均在98%以上。
試驗結果表明,消失模鑄件尤其是薄壁鑄件較易出現過冷石墨,這是與消失模鑄造的特點分不開的,消失模鑄造鐵液及凝固特點使石墨形核基底減少,過冷度增大,因此消失模鑄造灰鑄鐵件較易出現過冷石墨。
3 討論
3.1 消失模鑄造高溫鐵液對灰鑄鐵石墨形態的影響
消失模鑄造澆注過程中,鐵液要熔化泡沫模樣才能進入型腔,模樣熔化要吸收一定的熱量,為了保證泡沫模樣能迅速完全氣化,不使鐵液充型能力降低,保證澆注過程平穩進行,消失模鑄造的澆注溫度要高出傳統鑄造30~50℃,生產中灰鑄鐵的過熱溫度為1520℃以上,澆注溫度為1460℃左右。
高溫對鐵液結晶核心具有顯著影響。實際金屬的液態結構中存在著時聚時散、此起彼伏的微觀結構[3]。鑄鐵溶液中主要有亞微觀石墨聚集體、未熔的石墨微粒、某些高熔點硫化物、氧化物、碳化物、氮化物顆粒等[4],這些微觀結構為金屬非均質形核的核心。鐵液結晶時在一定過冷條件下只有超過對應臨界晶核尺寸的微觀結構才能成為結晶核心,而在灰鑄鐵的消失模鑄造過程中,過熱溫度提高及長時間高溫靜置使鐵液中的一些微觀結構尺寸減小甚至熔化,這就導致鐵液結晶的有效非均質核心減少,石墨成核能力降低,要求鐵液在較大的過冷度下才能大量形核結晶,使鑄態組織中出現過冷石墨。因此,消失模鑄造較高的過熱溫度使結晶核心減少,鐵液的過冷傾向增大,灰鑄鐵生產中較易出現過冷石墨。
高溫鐵液對孕育處理也具有顯著影響。生產中一般采用爐前孕育法處理鐵液,先將孕育劑加入澆包內,然后倒入鐵液,灰鑄鐵的出鐵溫度一般在1520℃以上。K.Edalati等人的研究表明[5],孕育劑的加入溫度對孕育效果影響明顯,孕育劑加入溫度越高,A型石墨的百分比越低,當孕育劑為硅鐵,孕育劑加入時鐵液溫度由1350℃提高到1500℃時,鐵液過冷度由14℃升高到26℃,鑄鐵組織中A型石墨的百分比由75%左右降低到60%左右。這就表明,在相同的孕育劑及孕育方法的條件下,鐵液過熱溫度越高,孕育效果越差。這是因為孕育劑加入時鐵液溫度過高,灰鑄鐵的消失模鑄造過熱溫度達到1520℃以上,根據K.Edalati等人的研究,鐵液過冷度必然高于26℃,使孕育效果不佳,過冷石墨的數量也會相應增加。
綜上所述,消失模鑄造對鐵液的高溫要求使其石墨核心減少,增大了鐵液的過冷傾向,同時使孕育效果降低,因此,消失模鑄造灰鑄鐵較易出現過冷石墨。
3.2 消失模鑄造充型凝固過程對灰鑄鐵石墨形態的影響
消失模鑄造采用無粘結劑以及透氣性較好的干砂造型,在澆注過程中抽負壓以使泡沫模樣氣化產物排出型腔,因此在消失模鑄造充型凝固過程中,由于泡沫模樣的作用,型腔內存在模樣液化及氣化的吸熱過程,以及氣化產物與金屬液的相互作用,型腔外存在伴隨著氣化產物排出型腔以及負壓作用而引起的熱量傳遞過程。因此消失模鑄造充型凝固是一個伴隨著吸熱、流動、傳熱和傳質的復雜物理化學現象[6],這些現象通過影響金屬液的結晶凝固過程來影響鑄件的組織,對灰鑄鐵來說,石墨的結晶生長在消失模特殊的充型凝固過程中受這些現象的影響,區別于傳統空腔鑄造。
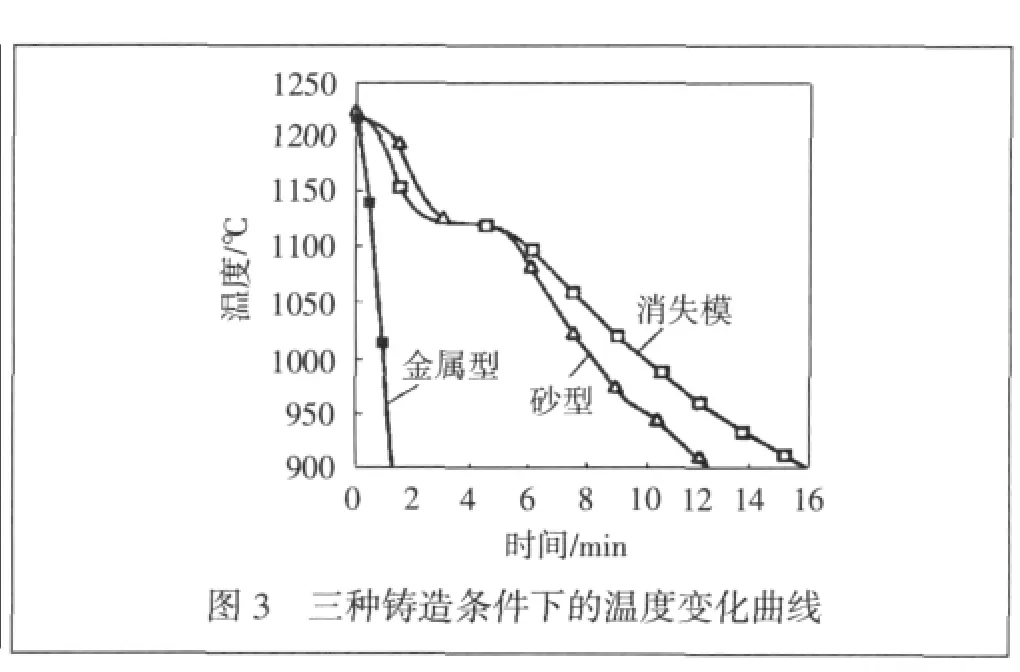
消失模鑄造澆注過程及澆注完畢后幾分鐘內都是出在抽負壓條件下的,其主要目的在于使泡沫模樣氣化產物排出型腔,使澆注平穩順利進行。在澆注過程中及凝固初期,在負壓作用下,大量泡沫模樣氣化產物逸出型腔,經型砂排出鑄型。在這個過程中,氣體逸出的同時會帶走大量的熱量,所以在鐵液凝固初期,消失模鑄造的散熱性較好,其冷卻速度是大于傳統砂型鑄造的。澆注完成幾分鐘后,泡沫模樣氣化產物基本排出型腔,鑄型內不再抽取負壓,熱量的散失僅靠型砂來完成,干砂熱導率明顯低于濕砂,因此凝固后期消失模鑄造的冷卻速度明顯低于傳統濕砂型鑄造的冷卻速度。吳志超等人的研究也表明,在灰鑄鐵的消失模鑄造凝固過程中,其共晶階段之前的冷卻速度大于傳統砂型鑄造的冷卻速度,共晶階段開始后其冷卻速度慢于傳統砂型鑄造,不同鑄造方法下的溫度變化曲線如圖3所示[2]。
鐵液凝固過程對石墨形態的影響主要體現在凝固過程中冷卻速度及溫度場分布對石墨結晶及生長的影響。由于亞共晶灰鑄鐵在結晶時首先析出初生奧氏體,石墨在共晶階段生成,因此消失模鑄造灰鑄鐵奧氏體枝晶因冷卻速度大而較傳統砂型鑄造枝晶發達,發達的樹枝晶將剩余溶液分割在枝晶間,共晶階段時石墨在枝晶間溶液里同時形核,這為枝晶石墨的形成提供了條件,因此消失模鑄造灰鑄鐵的凝固特性使其較傳統鑄造易于出現D、E型枝晶石墨。
4 結論
消失模鑄造在生產灰鑄鐵件時,因其高溫鐵液及充型凝固特性,在結晶過程中結晶核心少、鐵液過冷度大,較易出現過冷石墨。因此在消失模鑄造生產灰鑄鐵件尤其是薄壁件時,必須采取如改變化學成分、強化孕育等措施來增強石墨核心、增強石墨形核能力,使石墨在較低的過冷度下便可形核生長,以抑制過冷石墨的形成。
[1]樊自田,趙忠,唐波,潘迪.特種消失模鑄造技術[J].鑄造設備與工藝,2009(1)17-21.
[3]黃乃瑜,葉升平,樊自田.消失模鑄造原理及質量控制[M].武漢:華中科技大學出版社,2004:180-182.
[3]劉全坤.材料成形基本原理[M].北京:機械工業出版社,2004:9-16.
[4]張文和,丁俊,聶富榮.鑄鐵的 SiC 預處理[J].鑄造,2009,58(3):279-281.
[5]K.Edalati,F.Akhlaghi,M.Nili-Ahmadabadi.Influence of SiC and FeSi addition on the characteristics of gray cast iron melts poured at different temperatures [J].Journal of Materials Processing Technology 160(2005)183-187.
[6]吳國華.消失模鑄造鋁合金針孔研究[D].武漢:華中理工大學博士論文,2000:3-18.
Effects of Heat Liquid Iron and Solidification Characteristics on Grey Cast Iron Graphite M odality in Full M old Casting
HU ZhiJun1,SUN Ping1,ZHANG YanGui1,CHENG HeFa1,JIN He2
(1.School of Material Science and Engineering,Hefei University of Technology.Hefei 230009,Anhui China;2.Hefei Found ry&Forging Works,Anhui Heli Co.Ltd.,Hefei 230022,Anhui China)
Under p roduction cond itions and w ith stepped casting sam p les the characteristics of g raphite modality in gray cast iron by full mold casting have been researched,resulting in that super-cooling g raphite em erged easily.Effec ts of full mold casting charac teristics,heat liquid iron,features of filling mold as well as solidification on g raphite modality have been d iscussed.
Full mold casting;Graphite modality;Heat liquid iron;Solidification characteristics
TG149.6;
A;
1006-9658(2011)02-3
2010-11-18
2010-170
胡志君(1984-),男,碩士研究生,主要研究方向為先進材料制備及其性能