天鐵1 750 mm熱軋線粗軋機輥縫標定計算
2011-01-04 14:06:36丁建培劉冰天津天鐵冶金集團熱軋板有限公司河北涉縣056404
天津冶金 2011年3期
丁建培 劉冰 (天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
天鐵1 750 mm熱軋線粗軋機輥縫標定計算
丁建培 劉冰 (天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
天鐵為了確保1 750 mm熱軋線中間板坯的厚度控制精度,對粗軋機進行輥縫標定和相關的計算,為TCS控制系統提供計算數據。詳細地介紹了軋機輥縫標定的內容、過程及相關計算公式。采用該方法將標定過程中測量出的相關數據與TCS控制系統的設定數據相結合,可有效地提高粗軋機中間坯的厚度控制精度,為精軋機組的順利軋制提供了保障。
軋機 軋輥 輥縫 軋制力 標定 計算
1 引言
天鐵1 750 mm熱軋線設備主要由1架粗軋機、7架精軋機和2臺卷曲機組成。粗軋機自動控制系統分為兩級,包括一級基礎自動化系統和二級過程控制系統。粗軋機為四輥可逆軋機,其輥縫控制主要通過調節上輥壓下量來實現,下輥無上抬功能。粗軋機輥縫位置控制包括電動位置控制(EGC)和液壓位置控制(HGC)兩部分。由電動位置控制進行粗調,液壓位置控制進行精調。在粗軋機的傳動側和操作側各裝有1臺壓下電機和1個壓下液壓缸,電動壓下和液壓缸分別通過絕對值位移傳感器進行位置檢測。兩側壓下電機由獨立的傳動裝置進行驅動,壓下液壓缸通過伺服閥進行閉環控制。本文主要論述了粗軋機輥縫自動標定的過程和在軋機輥縫自動標定時,如何實現相對軋制力、輥縫位置、輥縫傾斜的零點標定,并介紹了相關的計算公式。
2 輥縫標定內容
輥縫標定主要包括軋機輥縫調零和軋機剛度測定兩部分內容。這些標定過程需要在更換完軋機工作輥或支撐輥后進行。當軋機輥縫標定和軋機剛度測定完成后,軋機才能具備生產條件。
2.1 軋機輥縫調零
軋機輥縫調零的目的是確定軋機在零輥縫時,軋機壓下系統的絕對位置。從而在輥縫控制過程中換算為相應輥縫值下壓時設備的目標位置。同時,為了消除機架本身和機械設備方面自身所帶的系統誤差,粗軋機可以通過分別調節軋機傳動側和操作側的液壓系統,最終實現軋機系統的自動輥縫調零。
2.2 軋機剛度測定
為了提高輥縫控制的精度,就必須對機架和軋輥本身的剛度系數進行測定,從而在軋制設定計算過程中對輥縫控制做出正確的補償設定[1]。該過程主要是通過記錄軋機受力升降過程中相關的測量數據,準確地計算出軋機的剛度系數。在軋機剛度系數確定后,控制系統可以直接對輥縫的位置控制提供補償數據。
3 軋機標定及相關描述
3.1 粗軋機壓力的計算方法
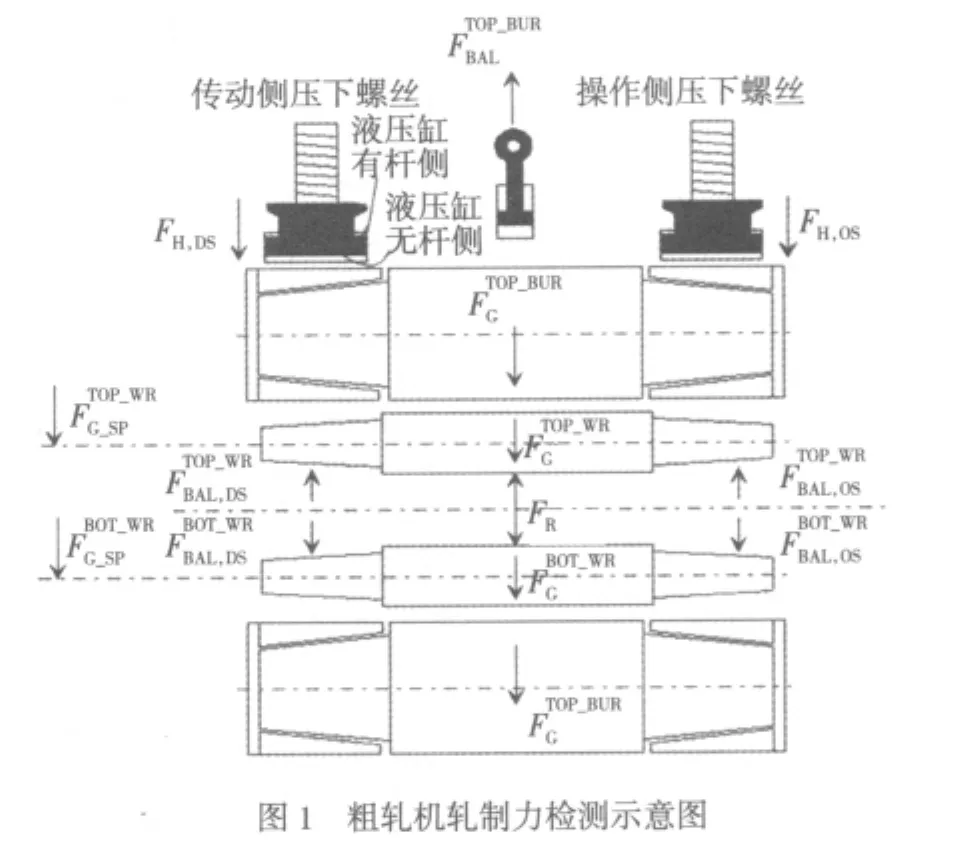
粗軋機的主要設備包括上下工作輥、上下支持輥、上下工作輥節軸、壓下螺絲裝置、液壓平衡裝置和液壓厚度控制裝置。粗軋機壓力主要通過壓力傳感器來進行測量,軋制力檢測示意圖見圖1。
軋制力計算公式如下:
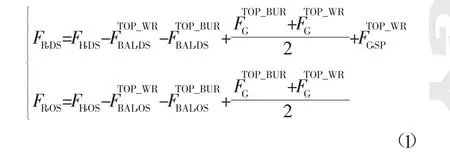
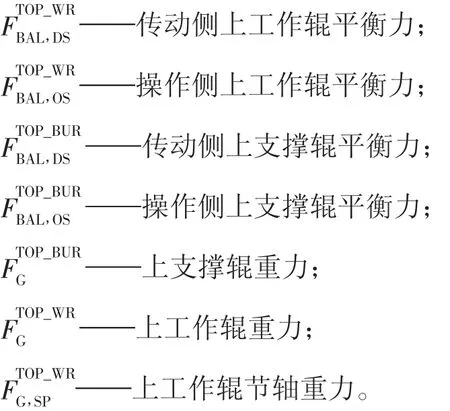
式中:FR,DS——傳動側軋制力;
FR,OS——操作側軋制力;
FH,DS——傳動側液壓缸壓力;
FH,OS——操作側液壓缸壓力;
3.2 粗軋機輥縫控制的坐標系統
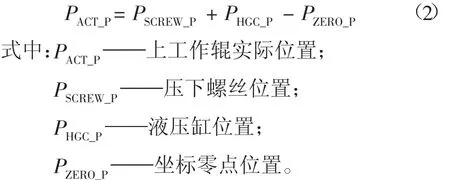
對于軋機而言,位置控制和輥縫控制的區別在于其建立在不同的坐標系統當中[1]。通過坐標方程的轉換即可以實現位置和輥縫之間的相互轉換。為了檢測當前設備的實際位置,需要定義一個坐標系統,其坐標零點以機械設備(壓下螺絲和液壓缸)的最大開口度為坐標零點,根據圖2可以得出以下位置計算方程。
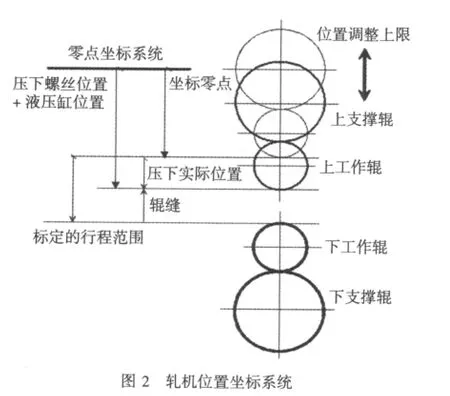
如果以粗軋機下工作輥的上表面為坐標零點,即可得出軋機輥縫計算方程:

式中:GGAP——實際輥縫;GOFFSET——標定的行程范圍;PACT_P——壓下實際位置。
3.3 粗軋機輥縫標定過程
粗軋機輥縫標定可在操作畫面上進行啟動。軋機標定前需要滿足標定的相關輔助條件,并對工作輥直徑、支承輥直徑、墊片厚度等相關應用數據進行確認。粗軋機輥縫標定過程主要包括以下幾個步驟。
(1) 標定開始
在粗軋機更換完工作輥或支撐輥后,操作人員可以通過操作畫面確認粗軋機是否具備標定條件。如果標定條件滿足,操作人員可通過操作畫面上的標定啟動按鈕啟動粗軋機標定過程。
(2) 標定準備條件滿足
控制系統判斷標定條件是否滿足,同時根據當前輥徑數據控制壓下裝置到達一個初始位置(默認為50 mm),同時控制液壓缸保持在缸體的中間位置,以保證液壓缸可進行伸出方向和回縮方向的位置控制。
(3) 軋制力標定
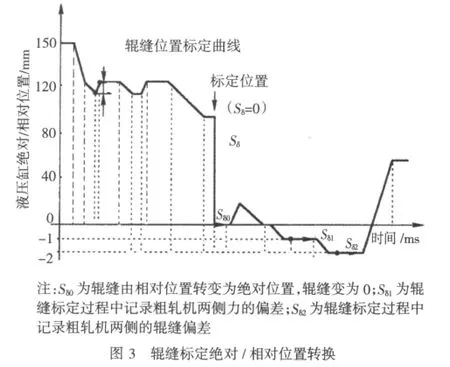
標定準備條件滿足后,上下工作輥之間存在空隙。此時,控制系統記錄當前壓力傳感器的壓力值,并將該壓力值作為粗軋機零軋制力的補償值,同時將當前軋制力修正為零,完成軋制力標定過程。為了檢查軋輥數據的準確性,可以通過軋制力控制方式控制軋輥兩側達到接觸軋制力,保證軋輥兩側在上下輥之間相互作用并產生輥系變形。然后通過位置控制方式,將當前設備在原有位置基礎上打開5 mm(根據液壓和輥系變形原理,在產生接觸軋制力的位置基礎上打開輥縫5 mm,可使軋機上下輥各自系統之間設備更好接觸,但上下輥之間卻沒有相互作用)[2],該部分內容見圖3。此時如果軋機系統之間仍然存在軋制力,則判斷輥徑數據錯誤;如果軋制力不存在,則再對壓力傳感器系統做一次軋制力清零操作,最終計算出相對軋制力的零點補償值。
其中,軋制力補償值為上工作輥平衡力和支撐輥平衡力在消除上支撐輥重力、上工作輥重力和上節軸重力后的平衡力偏差值。在力標定過程中,傳動側和操作側分開進行計算。軋制力標定完成后,可得出軋制力的計算方程為:

式中:FACT——實際軋制力,單位kN;
FHGC——HGC缸檢測壓力,單位kN;
FOFFSET——標定力偏差。
(4) 輥縫閉合
在軋制力標定完成后,粗軋機開始以標定速度轉動,同時壓下電機高速向下動作,關閉輥縫。壓下電機的目標值可以根據輥徑數據進行計算。當輥縫達到一定值時(默認為30 mm),壓下電機開始低速運行,直到粗軋機上工作輥接觸到下工作輥,且HGC缸一側壓力達到1 000 kN時,壓下電機停止壓下動作,輥縫閉合動作完成。該過程中操作側HGC缸和傳動側HGC缸一直保持在液壓缸的中間位置。
(5) 輥縫標定
輥縫閉合結束后,控制系統控制兩側HGC缸向外伸出,增加液壓缸壓力,并控制兩側壓力偏差為零。軋機設備系統由于自身特點,其傳動側設備與操作側設備之間必然存在位置偏差,因此造成軋機系統的兩側出現位置偏差而產生傾斜現象。如果不將該偏差消除,則會造成輥縫傾斜[3]。所以在輥縫標定過程中必須記錄該傾斜值,并將該補償值應用到實際的輥縫傾斜控制中,消除軋機兩側的位置偏差,保證軋機輥縫兩側完全處于水平狀態,完成軋機的輥縫標定。根據工藝要求,零輥縫的選擇為兩側軋制力均達到和保持5 000 kN時的輥縫位置。將液壓缸的絕對位置,轉換為以零輥縫為基準的相對輥縫位置,并進行位置記憶,完成輥縫標定過程。輥縫標定過程中設備絕對位置和輥縫相對位置見圖3。
(6) 標定完成
在輥縫標定結束后,電動壓下裝置會抬升到一個默認的輥縫設定值,同時液壓缸回到中間位置。到此,整個粗軋機輥縫標定過程完成。
4 粗軋機剛度測定
軋機剛度測定同時稱為軋機彈跳標定,是對軋機機架和軋輥本身在受到壓力后產生形變所進行的自動檢測過程,以此確定軋機的剛度系數。彈跳標定的順序與粗軋機輥縫標定相似,不同之處在于彈跳標定過程中位移傳感器的位置讀數和標定壓力會進行階段性數據統計,并依據軋機彈跳方程計算出軋機的剛度系數,從而在輥縫計算上給予厚度補償。
5 輥縫計算
在生產過程中,粗軋機會根據二級控制系統的設定值或操作畫面輸入的設定值自動進行位置調整,同時進行相應的厚度補償。厚度補償包括軋機彈跳補償、油膜厚度補償、沖擊補償、偏心補償等。其中軋機彈跳補償對輥縫厚度控制的影響最為重要,控制系統會根據生產過程中的軋制力和軋機彈跳系數自動進行厚度補償,以保證粗軋機的輥縫控制精度。厚度補償公式如下:
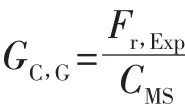
式中:GC,G——厚度補償值;
Fr,Exp——設定軋制力,單位kN;
CMS——軋機彈跳系數。
6 生產應用
天鐵1 750 mm熱軋線粗軋機輥縫標定系統在生產實踐中得到了良好應用。在生產過程中,TCS控制系統將標定過程中測量出的相關數據與二級控制系統的設定數據相結合,可計算出粗軋機在軋制過程中的輥縫補償值,該補償值參與到輥縫計算中可有效地提高粗軋機中間坯的厚度控制精度,從而為熱軋線精軋機組的順利軋制提供了有效保障。
7 結束語
軋機輥縫標定涉及到位置控制和壓力控制,是熱軋線軋機控制的核心部分。熟悉軋機標定過程和相關計算公式對了解軋機輥縫位置控制起著至關重要的作用,同時為分析軋機標定過程中出現的問題提供了依據。
[1]丁修堃.軋制過程自動化[M].2版.北京:冶金工業出版社,2005:58-67.
[2]袁樹剛,王京,楊荃.全連續冷連軋機帶鋼厚度自動控制策略研究及實現[J].冶金自動化,2006,30(6):55-59.
[3]王國棟,劉相華,王軍生.冷連軋厚度自動控制[J].軋鋼,2003,20(3):38-41.
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
Calibration and Calculation of Roll Gap of Roughing Mill of Tiantie 1 750 mm Hot Rolling Mill
Ding Jianpei,Liu Bing
In order to ensure the thickness control precision of intermediate slab for 1 750 mm Rolling Mill,Tiantie calibrated and calculated the roll gap of roughing mill to supply calculating data for TCS control system.The author explains in detail the content,process and calculation formula of roll gap calibration.Combing the relevant data measured during calibration with preset data in TCS control system,the thickness control precision of intermediate slab for roughing mill is effectively improved and the smooth rolling of finishing mill is ensured also.
rolling mill,roll,roll gap,rolling force,calibration,calculation
(收稿 2011-04-26 責編 趙實鳴)
丁建培,男,2006年7月畢業于河北工業大學測控技術與儀器專業,現于天鐵熱軋公司從事冶金設備控制技術管理工作。