數控機床伺服調整在機床調試中的重要性
2010-11-28 04:59:50楊國棟何紅欣
制造技術與機床 2010年5期
楊國棟 何紅欣
(漢川機床集團有限公司,陜西漢中 723003)
1 問題的提出
XH716E加工中心采用的是FANUC 0i-MC系統和驅動系統,三軸聯動,可以實現各種復雜零件和模具的加工。在對一臺XH 716E機床作試切實驗時發現加工的試件表面出現圖1的條紋,并且表面局部有麻點。

要解決以上問題,必須對機床的伺服系統進行細致的調整。
2 FANUC伺服控制環路的分析
FANUC數控系統及驅動控制主要包括電流環、速度環和位置環三個環路。控制框圖見圖2。
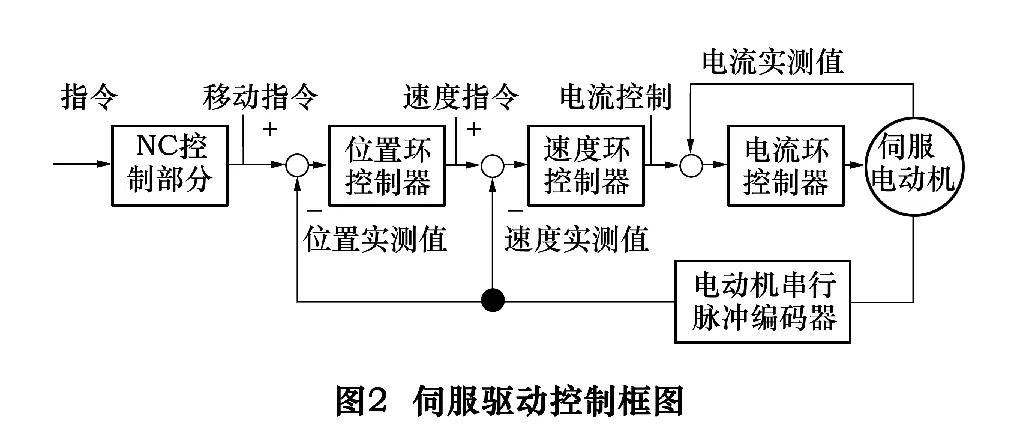
2.1 電流環控制
電流環的調整主要是對電流濾波器的調整。通過圖2框圖可以看出,內部電流環的調節會影響外部速度環的性能,因此,電流環濾波器的調整通常在速度環調整中來進行。
2.2 速度環控制
速度環位于電流環和位置環的中間,其控制相對復雜,控制框圖見圖3。

速度環設定的主要參數有速度環積分增益(PK1V)P2043、速度環比例增益(PK2V)P2044、速度環不完全積分增益(PK3V)P2045、負載慣量比P2021以及電流濾波器1~4。
速度環積分增益是速度環的低頻增益,決定伺服的響應性能,穩定的范圍越大,伺服特性就越好。而速度環比例增益是高頻增益、高頻振蕩,就要下調PK2V。低頻振動,也可提高PK2V來加以改善。速度環不完全積分增益對伺服的穩定性沒有影響,只對單脈沖進給和過沖有影響。PK1V和PK2V的調整通過調整負載慣量比P2021來完成。負載慣量比是速度環里最重要的參數,它決定著速度環的增益大小,要仔細調整。
電流濾波器1~4主要是對速度環控制器頻域響應中的波峰進行調節,抑制振動,使伺服平穩運行。特別說明,濾波器的數量應是越少越好。
2.3 位置環控制
位置控制環在整個控制系統中舉足輕重,也是三個控制環中最為復雜的控制環。其內容包括位置控制、前饋控制、精細加減速功能、靜摩擦補償功能及反向間隙加速功能等。其控制流程如圖4。

位置控制的主要參數就是位置環增益P1825,需要用專門伺服軟件仔細調整。調節位置環增益,可提高機械系統的響應時間,更加精確地到達指令位置,提高機床定位精度。機床插補軸設定值應設一樣。
前饋控制是提高位置精度、減小位置誤差的重要功能。因此在模具加工中選擇、調整前饋功能非常重要。需要調整前饋設定的參數有 P2092、P2068、P2069、P1768。
精細加減速功能(FAD)是用軟件進行加減速處理,實現平滑加減速的功能。在進行模具的高速、高精度加工時,使用FAD功能,有助于提高模具加工面精度,減小機床沖擊。因此,FAD參數P2109精細加減速時間常數需要通過伺服軟件對機床的運動分析測量后進行設定。
靜摩擦補償功能是當靜摩擦大時,在速度指令上增加補償數據,可減小起動時的延遲。
反向間隙加速是因在圓弧切削時,電動機反轉時滯后,產生象限突起,為了改善象限突起,需要用此功能。
3 解決的方案
從FANUC伺服控制環路分析可知:此臺XH716E機床加工的零件表面粗糙度差,是由于速度環頻率響應和位置環的頻率響應沒有進行合理的調節引起,涉及主要參數有P2021、P1825和電流環濾波器1~4等;而表面有麻點狀況的產生主要是軸的過沖引起的,與精細加減速,前饋控制有關,涉及的參數主要有P2109,P1620、P1621、P1622、P2092、P2068。
要完成這些參數的正確設定必須借助FANUC SERVO GUIDE專用軟件來完成。
3.1 速度環驅動響應的測量和調整
(1)測量的內容和目的
測量速度環控制系統頻率響應,設定參數P2021(負載慣量比)、P2069(速度前饋系數)、P2107(切削時速度環增益倍率值)、P2335(高速HRV時速度環增益倍率值),及電流環濾波器1~4參數。
(2)測量結果評定和參數調節方法
觀察電流環頻率響應的幅頻曲線圖,盡量提高P2021設定值,曲線在0~100 Hz時,應平緩靠近在振幅0 dB位置;100~200 Hz時,曲線波峰盡量平緩,靠近0 dB位置,最大不超過10 dB;在200 Hz以上,通過曲線圖,找出共振點,設置電流環濾波器1~4,消除共振點,且共振點處曲線處于-10 dB以下,1 kHz附近的曲線低于-20 dB以下,曲線頻率響應帶寬盡可能接近200 Hz。如圖5所示在滿足要求的情況下,濾波器數量應越少越好。

3.2 位置環驅動響應的測量和調整
(1)測量的內容和目的
測量位置環頻率響應,設定參數P1825(伺服環增益,應盡量提高該值)、P2092(位置前饋系數)、P1768(先行控制插補后加減速時間常數)、P2109(精細加減速時間常數)、P1620(快速移動加減速時間常數)、P1621(鐘形加減速時間常數)、P1622(插補后加減速時間常數)、P2048(反向間隙加速量)、P2071(反向間隙加速有效時間)、P2082(反向間隙加速停止距離)。
(2)測量結果評定和參數調節方法
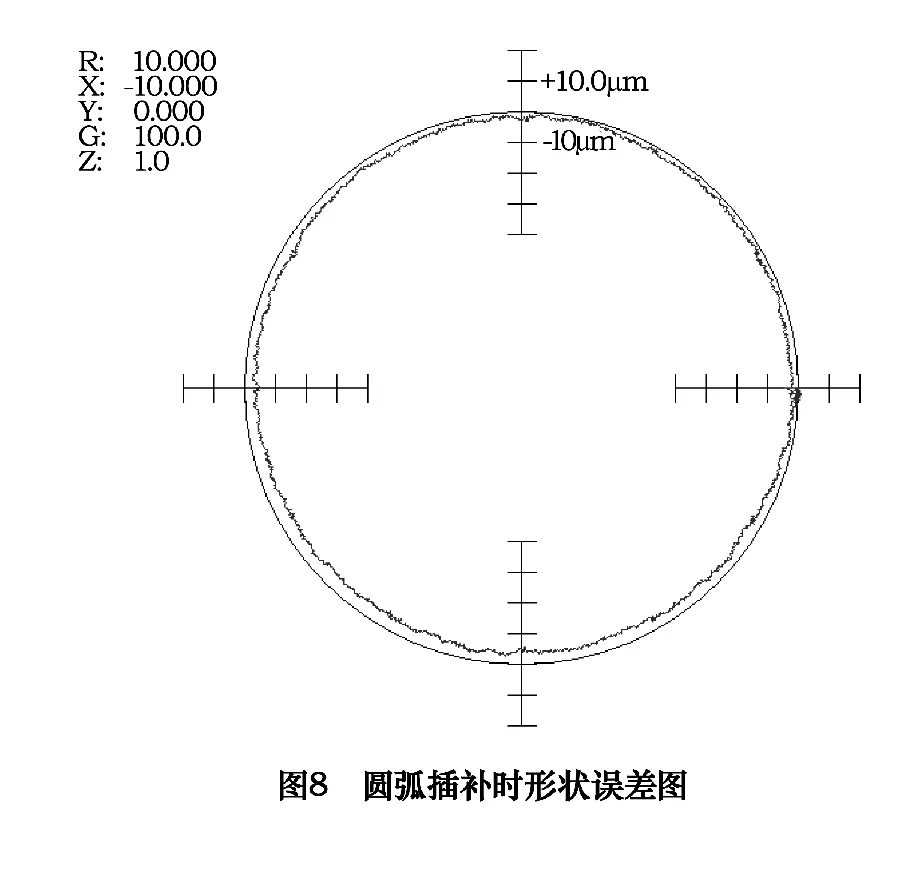
用機床軸的快速移動、直線插補、圓弧插補,通過觀察TCMD(轉矩命令)、SPEED(電動機速度)波形,快速調整后的波形應優于或接進于圖6的波形,直線插補的波形應優于或接進于圖7所示的圖形;圓弧插補的圖形應優于或接近于圖8所示的圖形。


4 實際參數調整和加工效果
在調整過程中,涉及改變的參數如表1、表2、表3。

表1 速度環參數調整

表2 位置環參數調整

表3 電流環參數調整
為了測試驅動調整的效果,分別對機床參數調整前后進行了同一工件的試加工。加工工件為在一矩形(梯形)表面上加工一個弧形凹面和一個弧形凸面,材料為銅66X43,45°角往返進刀。R3 mm球形刀,進給F2500,主軸轉速S3800,加工時間約15 min。加工前后效果如圖1和圖9所示。
從試加工的結果可以看出,調整后的加工效果有了明顯的改善,大大減少和消除了工件表面的過切和麻點狀況,表面粗糙度值有很大減小。

5 結語
運用FANUC SERVO GUIDE軟件對伺服系統的調整能大大提高機床的加工性能,具有很強的實際應用價值。但是值得說明的是由于加工對象的不同,對機床的性能要求也不盡相同。即使是同一臺機床,由于高速度和高精度只是相對而言,并且相互矛盾,在不同的時段,參數的調整也會有所不同。因此,在調整時應根據實際情況尋找此參數的最佳平衡點。
