圓筒件拉深成形過程數值模擬研究*
2010-11-28 04:59:50柳建安劉佳杰
制造技術與機床 2010年5期
柳建安 肖 亮 劉佳杰
(中南林業科技大學機電工程學院,湖南長沙 410004)
影響板料拉深成形的因素很多,如板料的性能、模具的結構等,都會使得產品可能出現起皺、拉裂等缺陷,影響產品質量,導致設計周期增長,生產效率下降。隨著計算機技術及有限元數值模擬技術的不斷發展,很多實用軟件被用于模具設計。
Dynaform軟件是用于板材成形有限元數值模擬的專用軟件包,它可以預測成形過程中板料的裂紋、起皺、減薄、劃痕和回彈,評估板料的成形性能,從而為板料成形工藝及模具設計提供幫助。
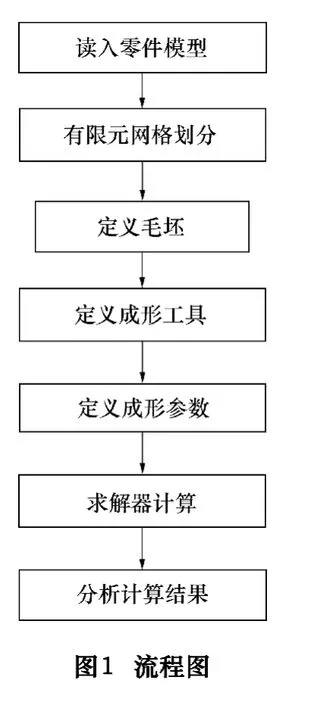
1 基于Dynaform的筒形件拉深過程的數值模擬分析流程
Dynaform軟件數值模擬分析流程如圖1[1]。
2 圓筒件拉深數值模擬
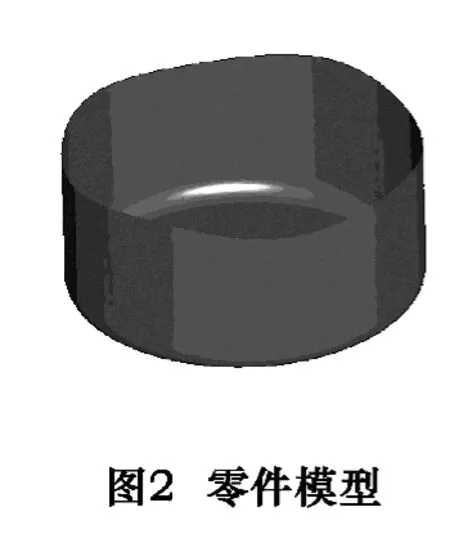
2.1 建立零件模型
圓筒件零件如圖2所示。材料為DQSK(36),毛坯直徑162 mm,筒形件直徑100 mm,拉深高度40 mm,料厚1 mm。
2.2 讀入零件模型
Dynaform軟件包括板料成形分析所需的與CAD軟件的接口、前后處理、分析求解等功能,可以直接讀入UG、CATIA和Pro/E等數學模型。為了便于模型的導入,在此采用PRO/E軟件,在PRO/E中建立板料模型,再以IGES格式導出到Dynaform中。
2.3 有限元網格劃分
不同維數的同一物體可以劃分為由多種單元混合而成的網格[2]。網格劃分的好壞對模擬的精確和計算時間有一定的影響。網格的劃分應該滿足以下要求:合法性、相容性、逼近精確性、良好的單元形狀、良好的劃分過渡性和網格劃分的自適應性。
在拉深成形過程中板坯料的變形不均勻,變形較大的地方可能會出現因為局部曲率變化過大、網格畸變過于嚴重而使有限元分析無法進行下去,所以采用自適應網格劃分技術。在有限元分析過程中由程序在現有網格基礎上判斷網格畸變的程度,再根據有限元計算結果估算誤差并重新劃分網格和計算。
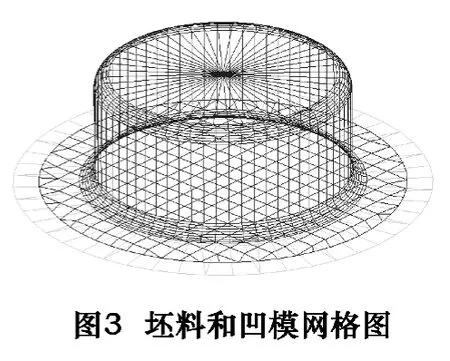
Dynaform提供了自適應網格劃分,可快速劃分模型網格。把零件的IGES格式導入Dynaform中,用網格劃分Tools模塊中的(blank generator)毛坯零件進行網格劃分;利用(Preprocess)模塊中的(Element→Surface Mash)對凹模進行網格劃分。一般情況,在彎曲變形較大的部位網格劃分較密,在變形較小的部位網格劃分較稀。劃分好的網格模型如圖3所示。
2.4 定義成形參數并生成模型
擬定模具相關參數:凹模工作部分直徑100 mm,圓角半徑6 mm,凸模工作部分直徑97.8 mm,圓角半徑5 mm,模具單邊間隙1.1 mm。
由于板料的性能、模具的結構等因素會影響產品質量,導致產品出現起皺、拉裂等缺陷。因此,在設計模具時常考慮是否采用壓邊圈。當D-d>(18~22)t時(其中D為毛坯直徑;d為圓筒直徑;t為毛坯厚度),采用壓邊圈以防止起皺。但大的壓邊力可能導致零件拉裂,因此要控制壓邊力的大小[5]。
通過計算,建立的模型需采用壓邊圈。若取最小單位壓邊力2 MPa,則拉深所需的理論最小壓邊力按相關公式計算[1]為20 N。
有限元分析前還需考慮模具與板坯之間隨著拉深進行不斷的接觸與分離,接觸問題是拉深成形過程中一個高度的非線性問題,分析采用接觸計算中的罰函數法。在模擬過程中檢查高壓力區或是小半徑區是否有明顯的穿透,若有則需要增加罰函數剛度因子。觀察模擬過程發現凸凹模圓角處未出現明顯的穿透,所以罰函數剛度因子取軟件的默認值0.01。
摩擦是與接觸不可分割的一個物理現象[3],它表現為對接觸表面相對運動的阻礙作用,與接觸壓力的大小有關。板料拉深過程中板坯的凸緣與凹模之間、凸模與板坯之間都存在著摩擦[4]。凸模與板坯之間的摩擦對于拉深成形過程是有益的,有利于板坯的均勻變形,可選擇不涂潤滑劑或涂摩擦系數較大的潤滑劑,模擬當中取較大的摩擦系數,靜態摩擦系數取0.4。凹模與板坯之間的摩擦容易磨損模具、引起板坯過早開裂,要涂潤滑劑。模擬過程中不考慮潤滑劑的種類,只考慮其摩擦系數,凹模與板坯之間摩擦的靜摩擦系數取0.1。兩種摩擦下粘性阻尼系數均取10,摩擦的起始時間從0時刻開始,結束時間可取比計算時間(100 s)長的200 s。
在PRO/E中建立板料和凹模的模型,再以IGES格式導出到Dynaform中,通過凹模間隙自動生成凸模。先確定沖壓方向,它不但決定能否拉延出合格的產品,而且影響到工藝補充部分的多少,以及拉延后各個工序的設計方案。調整沖壓方向時,要考慮零件便于成形及放置。利用Dynaform中DEF模塊,以Preparation命令中的Tipping進行沖壓方向調整。采用自動調整(Auto-Tipping)及手動調整(ManualTipping)功能聯合調整,以保證無死區及盡可能減小拉延深度為原則確定沖壓方向。
利用Dynaform中的Parts模塊創建壓邊圈(Binder),從凹模中選擇元素添加到壓邊圈中,再用(Separate)把它們分離。
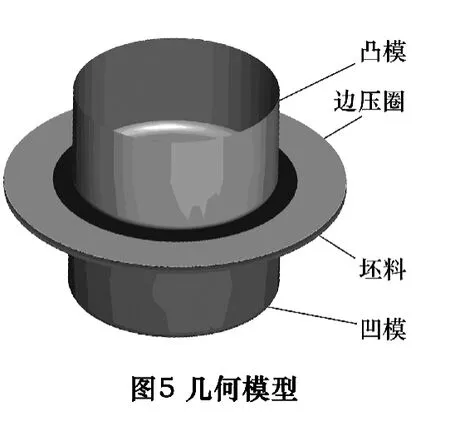
把板料﹑凹模以及壓邊圈劃分完網格,利用Dynaform中的Quick Setup模塊中的Draw Die快速建立模型,選擇單動(Single action或者inverted draw)﹑下模可用(Lower Tool Available)拉延類型,選擇相應的命令定義坯料(選擇材料庫中的CQTYPE36)和工具(壓邊圈和凹模)。建立模具的網格模型如圖4所示,幾何模型如圖5所示。

2.5 求解器計算
在仿真過程中為了加快計算的速度,需要增加模具的移動速度,同時使用質量縮放的方式來縮短求解時間[6]。建議模具每運動1 mm使用100~1000時間步循環,從而可以確定質量縮放后人工時間步大小來代替程序自身計算得出的時間步。建議模具的最大速度在2~5 m/s之內,同時定義速度行程曲線以零速度開始和零速度結束,曲線形狀為梯形。
在計算之前先估算虛擬沖壓速度。由桿的自然頻率ωmax=2c/l(l為特征長度;c為波傳播速度,c=,E為彈性模量,ρ為質量密度;v為泊松比)得桿件的臨界時間步長為Δt=c/l。由此估計沖壓時間,再根據凸模行程確定虛擬速度。將DQSK(36)的參數代入公式c=,得到板的波傳播速度為5527.4 m/s。
板料半徑為81 mm,控制單元尺寸為4 mm,則時間步長 Δt=4/(5.2625×106)≈0.7×10-6s。
取凸模行程為60 mm,假設凸模速度為100 mm/s,則需要時間為0.6 s,完成此模擬需要100000個計算步。實驗采用PC機,CPU型號為P4,主頻為2.8 GHz,內存為1 GB,采用LS-DYNA初步估計所需機時近50 h。在此采用沖壓速度為5000 mm/s,這樣可使計算時間降低一個數量級。
凸模速度加載時,因為是動力分析,所以速度載荷必須與時間相對應,且為了防止動態效應開始速度和結束速度均取0值,同時為了計算方便,實際時間要比計算時間稍長取100.5 s。
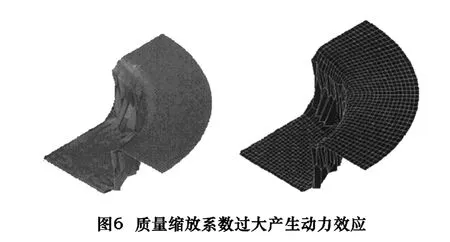
調整板料的質量密度是另一種解決計算耗時過長的辦法[7]。 根據 Δt=c/l和 c=可得到:ρ=E/[l2(Δt)2·(1-v2)]。 可以看出,將板料的虛擬質量密度提高n倍,則計算時間縮短n1/2倍。但虛擬質量不可太大,過大會引起動力效應,從而引起計算誤差,如圖6所示。模擬過程中將質量縮放系數調過大產生動力效應,導致板坯底部變的凸凹不平,筒底部與壁部圓角處網格嚴重拉長,邊緣向下折疊的失真情況。通過多次調整確定質量縮放系數取0.00003,相對于原來軟件計算時間步長0.6×10-6放大了5倍,即板坯料的質量密度比未使用虛擬質量密度之前增加了25倍,這樣總體求解時間約為1 h,而最終結果比較滿意。求解時間設為100 s,求解過程中,對于CPU時間限制取很大一個值以防因為CPU時間限制到達指定時間長度,程序中止計算。自適應網格項打開,指定時間間隔為0.01 s和細分級別取3。其它的求解參數,使用軟件默認值。
2.6 分析數值模擬結果
實驗時采用接近理論計算的最小理論壓邊力值20 kN進行模擬。模擬結果如圖7所示。

如圖5,板料成形后的口部增厚最多,凸模圓角過渡部分是變薄最嚴重的區域。成形后板料口部起皺較嚴重,其它部分處于成形安全區域,這與實際相符合。
3 結語
采用Dynaform軟件對圓筒件拉深成形過程進行數值模擬,應用映射網格劃分技術對幾何模型進行劃分,有效地解決了載荷施加及求解過程中時間步長的選擇難題,建立了能實際應用的有限元模型。實踐表明應用該模型能提高產品質量和生產效率。
[1]肖亮,等.基于DYNAFORM的圓筒件拉深壓邊力數值模擬[J].機床與液壓,2009(5):170-172.
[2]應富強,等.金屬塑性成形有限元模擬技術探討[J].鍛壓技術,2004(2):1-6.
[3]何丹農,等.應用數值模擬技術研究摩擦對板料拉深成形的影響[J].潤滑與密封,2001(2):37-38.
[4]柳建安.薄壁不銹鋼產品拉深過程時潤滑的研究[J].中南林學院學報,2004(2):107-110.
[5]肖景容.沖壓工藝學[M].北京:機械工業出版社,2002.
[6]馮天飛.板料沖壓成形過程有限元分析中的接觸搜索法的優化[J].塑性工程學報,2002,9(l):27-30.
[7]印雄飛,等.虛擬速度對板料成形數值模擬影響的實驗研究[J].機械科學與技術,2000(5):452-453.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
