單臺變頻器控制兩臺參數不同的電動機
2010-11-28 04:59:48闕彥王凱華
制造技術與機床 2010年5期
闕彥 王凱華
(漢川機床集團有限公司,陜西漢中 723000)
在筆者對導軌磨改造中,因周邊磨頭和萬能磨頭電動機均為交流異步電動機。因此,利用一臺變頻器完成對兩個磨頭電動機的控制成為可能。但因兩臺電動機的功率和參數不同,對于如何實現一臺變頻器對兩臺不同性能電動機的控制,成為改造中的難點。
在改造方案設計之初,經與變頻器經銷商技術人員咨詢,了解到在變頻器應用中,常用到對多臺同功率性能電動機控制。對于不同功率電動機的控制,均沒有使用經驗。經查閱所選施耐德變頻器使用手冊,在可配置I/O口的應用功能中,有一段關于電動機切換功能的簡單描述,提到能用于兩臺不同容量的電動機使用同一臺變頻器,在兩臺電動機之間進行切換。
本次改造中用到的控制系統為FANUC-0i-MC。周邊磨頭和萬能磨頭的整個操作過程如下:按下周邊磨頭預選鍵,選中周邊磨頭工作方式,此時萬能磨頭工作方式不能選中。在手動操作方式,只有在確認周邊磨頭電動機處于停止狀態時,才可按下該鍵取消周邊磨頭預選;按下萬能磨頭預選鍵,選中萬能磨頭工作方式,此時周邊磨頭工作方式不能選中。在手動操作方式,只有在確認萬能磨頭電動機處于停止狀態時,才可按下該鍵取消萬能磨頭預選。預選磨頭之后,按下主軸正轉啟動鍵,所選主軸正轉啟動(必須具有S值),按下主軸反轉啟動鍵,所選主軸反轉啟動(必須具有S值),按下主軸停止鍵,主軸停止運行。在主軸停止狀態下,方可切換主軸轉向。出于安全防護角度考慮,周邊磨頭主軸只能正轉運行,不能反轉運行。兩磨頭的運行也可通過M代碼實現。具體如下:M13,周邊磨頭主軸啟動;M15,周邊磨頭主軸停止;M03,萬能磨頭主軸正轉啟動;M04,萬能磨頭主軸反轉啟動;M05,萬能磨頭主軸停止。這樣,就可在程序中對兩個磨頭運行狀態進行編程,通過程序自動完成所有加工過程。
要完成以上所述磨頭的操作過程,主要需解決3個問題:①變頻器I/O功能如何定義?參數以哪臺電動機為依據?②控制系統如何根據所選磨頭的不同,將給定的S指令代碼轉速值轉換成對應的模擬電壓輸出?③在程序加工中,如何解決磨頭停止時變頻器的斷電時序問題?因為在磨頭停止指令發出時,如果磨頭電動機立即斷電,則變頻器會提示“電動機缺相故障”而處于報警狀態。
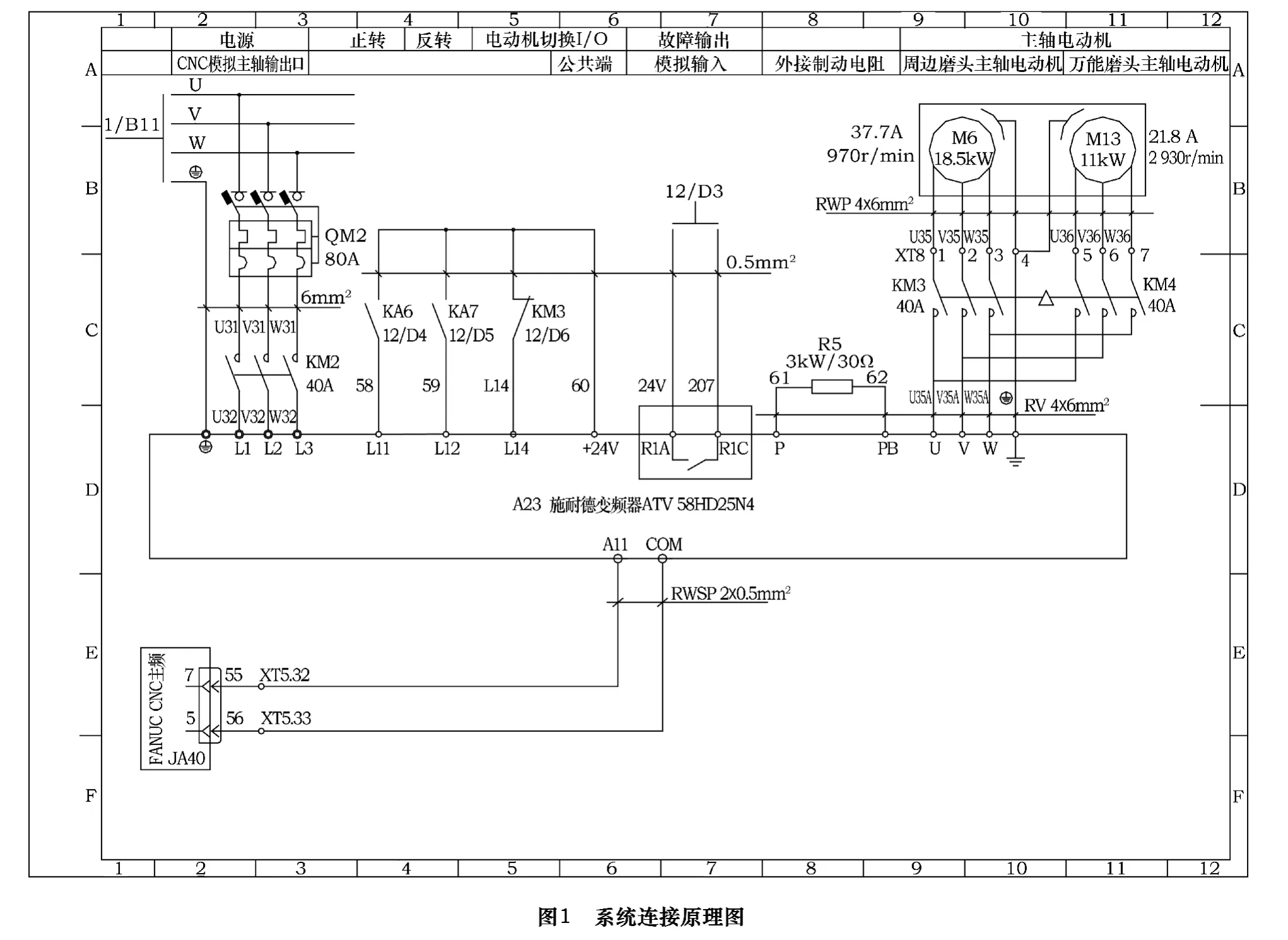
參考變頻器用戶手冊,設計了圖1所示系統接線圖。將CNC主軸模擬輸出信號接至變頻器模擬電壓輸入端,將正轉、反轉及I/O切換信號分別接至變頻器對應的I/O口,在變頻器輸出端接兩個機械互鎖式接觸器,分別控制周邊磨頭電動機和萬能磨頭電動機。
變頻器參數設置中,在傳動菜單中有關電動機參數設定應以功率較大的周邊磨頭電動機為準,PCC參數設置為功率較小的萬能磨頭電動機功率與變頻器額定功率之比。因此,電動機切換I/O功能引腳LI4應接KM3常閉點,把I/O菜單LI4定義為CHP,即電動機切換功能。這樣,當預選周邊磨頭工作時,I/O切換功能無效,變頻器以周邊磨頭電動機參數工作。當預選萬能磨頭工作時,I/O切換功能有效,變頻器依據PCC參數切換為萬能磨頭電動機對應參數工作。
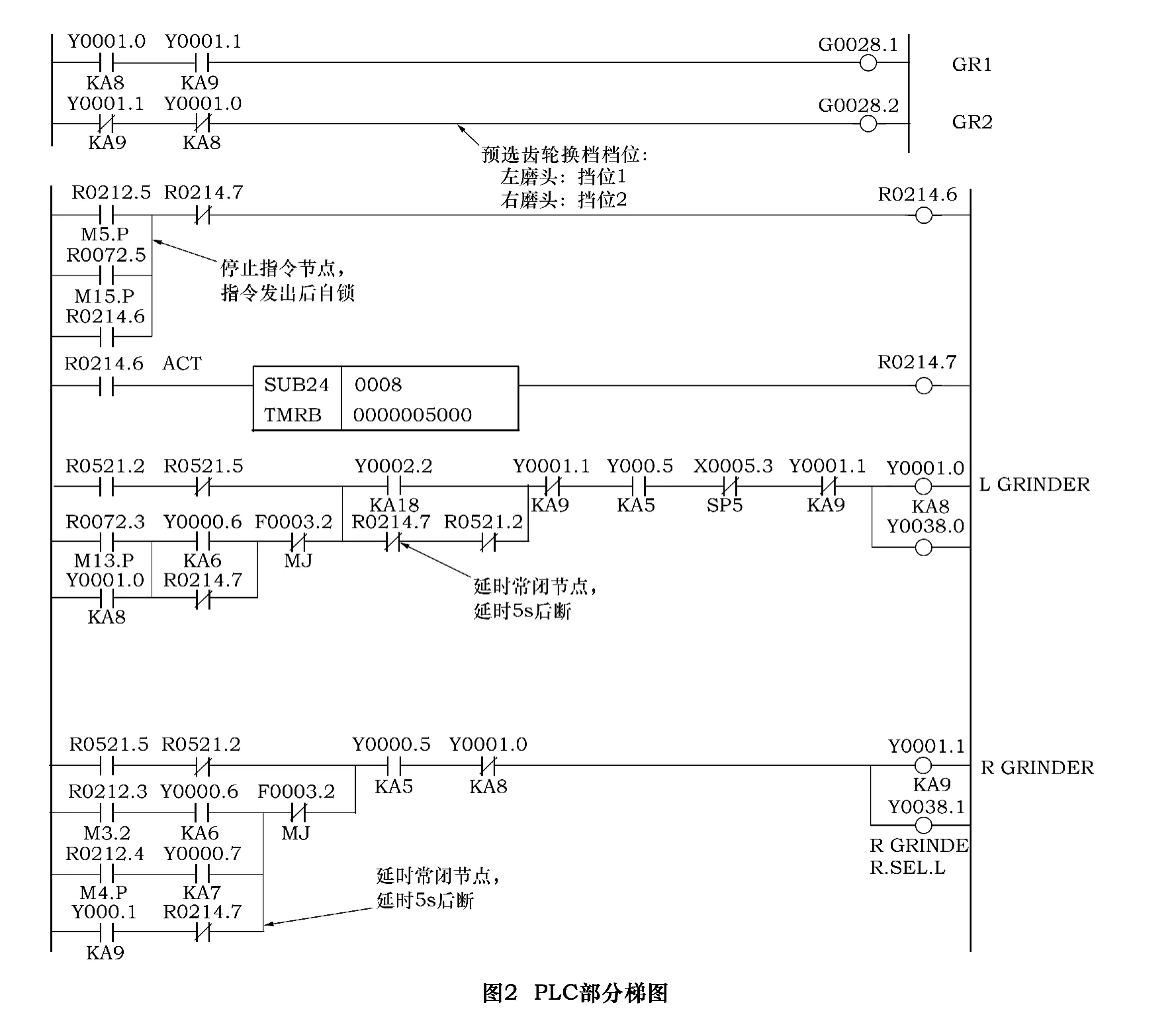
參考控制系統的T型齒輪換檔方法,通過周邊磨頭和萬能磨頭預選鍵的預選狀態,預置齒輪換檔信號GR1、GR2。當周邊磨頭選中時,預置齒輪檔位1,當萬能磨頭選中時,予置齒輪檔位2,分別在參數No.3741中設定周邊磨頭最高轉速,在參數No.3742中設定萬能磨頭最高轉速。同時,將主軸齒輪切換方式的選擇參數GTT(No.3706.4)置為1,CNC即可輸出與所選齒輪檔位相對應的速度指令,將其轉換為模擬電壓輸出,完成對兩臺電動機不同速度的控制。這樣,就可以解決第2個問題。
對于第3個問題的解決,如圖2所示。在編寫PLC邏輯程序時,當有周邊磨頭和萬能磨頭的停止指令,即 M5、M15指令發出時,啟動延時指令,維持R214.7常閉點5 s內不動作。這樣,就保證了在電動機停轉后再切斷磨頭電動機預選接觸器,避免了變頻器報警的可能。
通過以上所述,利用FANUC系統的齒輪換檔功能,結合變頻器的不同電動機切換功能,即可實現單臺變頻器對兩臺參數不同交流電動機的控制。經調試使用,周邊磨頭和萬能磨頭運轉性能良好。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中國科技論壇(2017年7期)2017-07-25 08:49:53
電子制作(2017年7期)2017-06-05 09:36:13
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
中國中醫藥現代遠程教育(2014年16期)2014-03-01 04:28:54
