大型儲罐雙浮盤無胎架建造方法研究
2010-11-26 11:27:16徐振
化工設計 2010年6期
關鍵詞:焊縫
徐振
中國石油工程建設公司阿布扎比原油管道項目/華東設計分公司 北京 100120
國內大型浮頂儲罐浮盤的施工多數要先安裝胎架。阿布扎比原油管道項目的站場原油儲罐的施工過程采用國際標準的先進方法,嚴格施工管理,優化施工過程。該工程的1.6×105m3大型儲罐以儲罐底板為平臺建造浮盤的施工過程簡單、難度低、地面作業、安裝質量高。
充分利用當地資源,采用海水浮起儲罐浮盤的方法科學、經濟、安全且簡捷,符合HSE要求,施工周期短,節約施工材料,降低施工成本,提高項目經濟效益。
1 儲罐浮盤結構形式
分析儲罐結構主要參考API 650 11 ED, JUNE 2007和 AISC-ASD。儲罐直徑為110m,高21.73m。浮盤半徑為54.86m,材質為A283,底板厚度為9mm,頂板厚度為5mm,其它環板厚度均為5mm。采用結構STAAD 模型分析計算框架、柱、底板、頂板以及環板。
浮盤結構為雙浮盤,由48塊隔板構成48個船艙,均勻分布安裝在第9圈和第10圈之間,隔板安裝間距為7.5°;桁架是浮盤的支撐梁,安裝在每圈環板之間,安裝間距為1.6m,構成整個浮盤的骨架,浮盤結構示意見圖1。
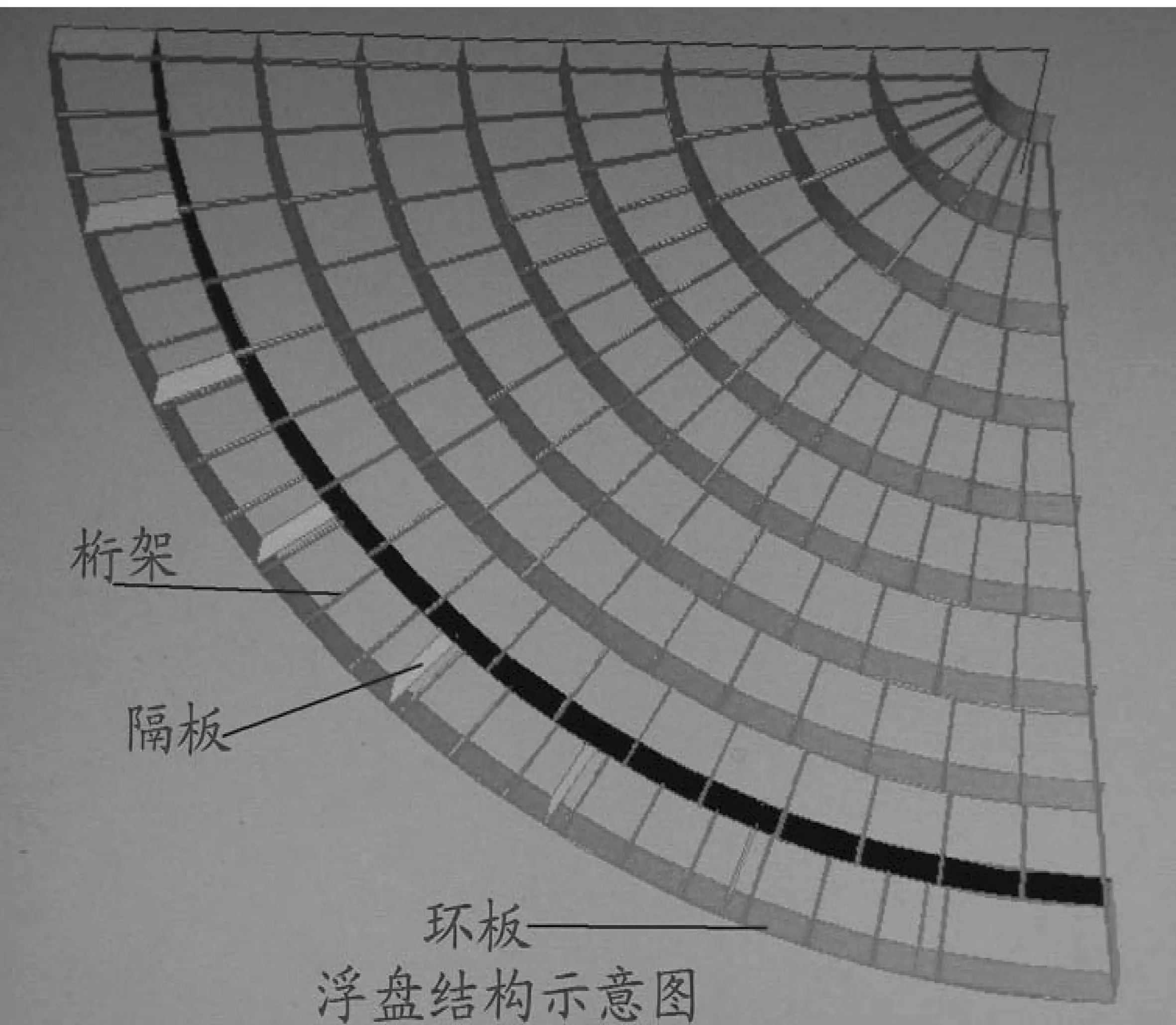
圖1 浮盤結構示意圖
浮盤環板共10圈, 每圈半徑分別為:1.7m、7.6m、13.5m、19.4m、25.3m、31.2m、37.1m、43m、48.9m、54.8m,最外圈環板厚度為10mm。
2 浮盤建造流程
儲罐浮盤建造程序見圖2。

圖2 儲罐浮盤建造程序
3 浮盤安裝
3.1 浮盤底板鋪設
3.1.1 鋪設前檢查
(1)檢測確保底板所有焊縫焊接完畢,中幅板真空試漏和邊緣板無損檢測合格。
(2)儲罐底板驗收資料齊全。
(3)浮盤底板定位放線驗收合格。
(4)浮盤預制材料驗收合格,且報驗資料齊全。
(5)浮盤底板鋪設前,首先把預留未焊接的兩塊壁板拆除,用作倒運材料的車輛通道,便于浮盤安裝。
3.1.2 底板鋪設
(1)根據浮盤底板排版圖定位放線,畫出503塊底板的尺寸,依次從底板中心向兩側展開鋪設。浮盤底板邊緣與壁板間距為160mm,在鋪設完成后將多余部分切割并打磨圓滑,見圖3。
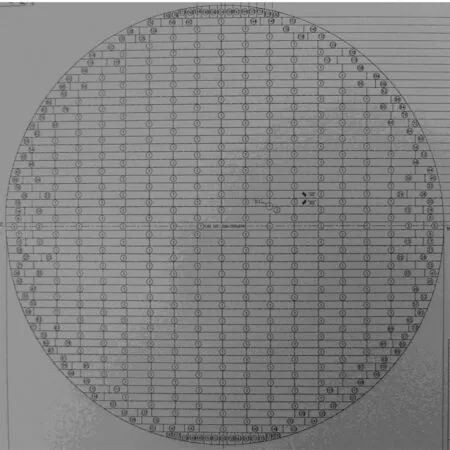
圖3 浮盤底板排版圖
(2)浮盤底板鋪設采用搭接形式,搭接寬度為50mm,浮盤底板鋪設圖見圖4。圖中,DECK PLATE為甲板;THK為厚度;TYP為典型圖。
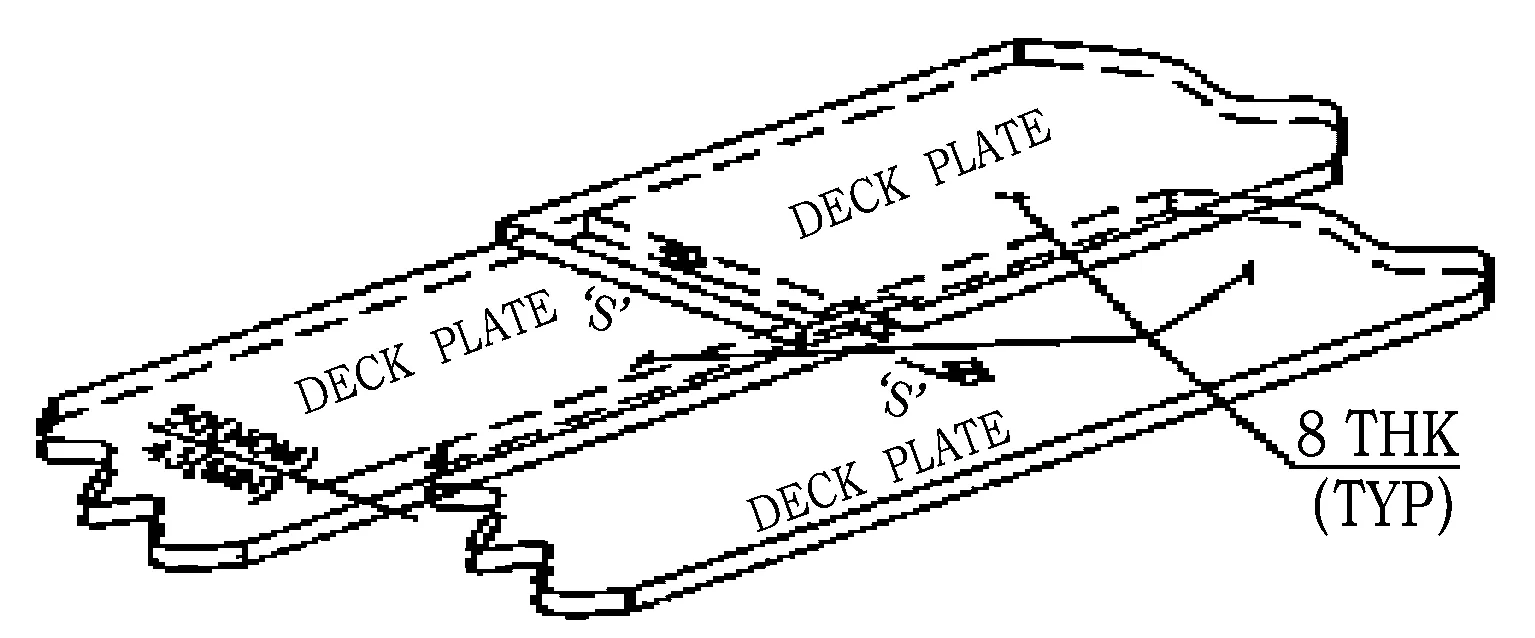
圖4 浮盤底板鋪設圖
在鋪設完成的底板上點焊3處定位塊,便于底板鋪設調整,見圖5。
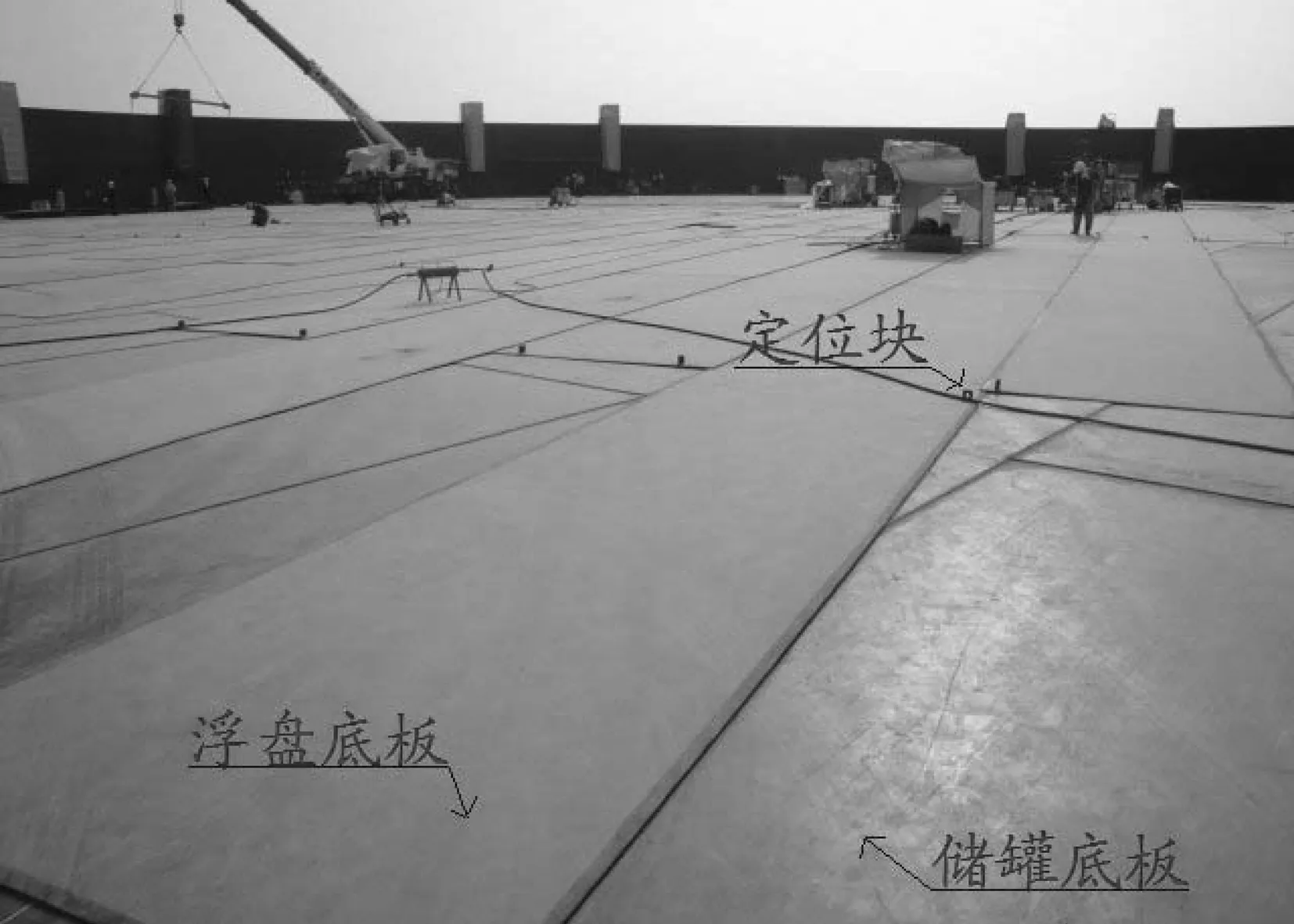
圖5 浮盤底板鋪設安裝圖
利用撬杠和鐵錘找正,合格后點焊底板,每間隔200mm焊接50mm。在局部三塊底板搭接部分不需要切邊,按照圖紙搭接要求圓滑過渡,浮盤底板鋪設焊接安裝圖見圖6,圖中,INNER PLATE為內板;OUT PLATE為外板;ON DECK為甲板上;MIN為最小。
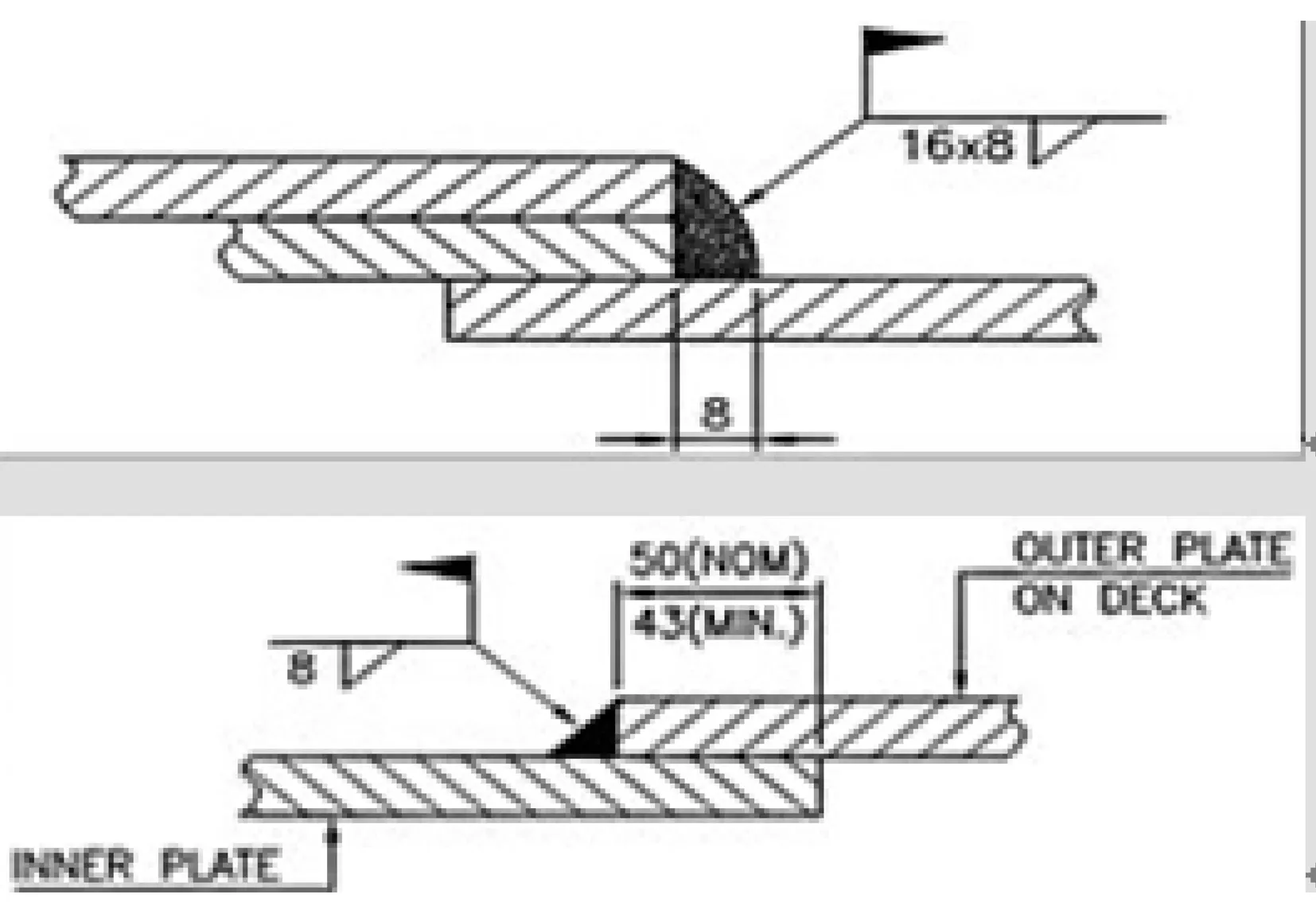
圖6 浮盤底板鋪設焊接安裝圖
依次鋪設下一張板,至完成整個浮盤底板鋪設。
3.2 環板、隔板以及桁架
對浮盤底板鋪設點焊整體完成后,再安裝環板、隔板以及桁架。
3.2.1 環板和隔板
在浮盤底板上放線畫出環板安裝位置,即10個同心圓,允許誤差為±5mm,檢查確認合格后安裝環板。將每圈環板材料運到安裝位置,由吊車配合安裝。
安裝環板前,需在10個同心圓位置安裝垂直定位角鋼,用于環板安裝限位,通過角鋼調整環板和隔板的垂直度。
環板和隔板垂直度的允許范圍為h/300,當環板或隔板局部位置與底板間距過大而無法點焊時,采用撬杠調整間隙進行點焊,見圖7。底板與環板、隔板點焊的焊接要求為每間隔300mm焊接50mm。

圖7 環板調正安裝圖
3.2.2 桁架
桁架為I16槽鋼,在環板上定位劃線確定桁架安裝位置。
在預制好的桁架兩端上表面各點焊一塊安裝板,再進行桁架安裝。第6和7圈環板之間的桁架暫時不安裝,為臨時運送車輛通道,其它環板之間的桁架由吊車配合安裝。
桁架吊裝就位后,按照水平度允許范圍為L/400調整桁架,合格后點焊。
3.3 導向管和測量孔安裝
在雙浮盤上有271個導向管和24個測量孔,導向管為浮盤支柱限位機構,測量孔為儲罐采集油品的液位檢測。
3.3.1 導向管安裝
底板安裝點焊完成后,開始安裝導向管。首先在底板上定位畫出導向管的尺寸,審核無誤,在距離導向管100mm附近焊接吊耳。在吊耳正上方放置三角架,并將5t倒鏈懸掛在三角架上,將底板提起約50mm,用割具切割底板,完成后放開倒鏈使底板復原,然后打磨切割孔圓滑過渡后安裝導向管。導向管與底板焊接完成后,再安裝加強板。加強板與底板和導向管的角焊縫為滿焊,測量口與導向管安裝方法相同,見圖8和圖9。
3.3.2 浮盤底板、環板、隔板以及桁架焊接
浮盤底板的焊接工藝應最大限度地減小焊后的波浪變形。浮盤板薄、焊縫密度大、交叉多。采用自由收縮工藝無法控制浮盤焊后波浪變形,這是焊后變形量大的原因。該項目采用拘束收縮工藝,將自由收縮變為拘束收縮,大大減小焊后波浪變形。

圖8 浮盤底板開孔安裝圖

圖9 加強板安裝圖
在浮盤底板鋪設完后,點焊成一個整體,在環板、隔板、桁架等全部安裝固定完成后,浮盤底板被分割成一個個鋼性的小區域,再進行焊接,這樣焊接收縮、焊后的波浪變形限制在固定的區域,整個浮盤的成型能得到很好的保證。浮盤底板焊接順序為先焊短縫,再焊長縫。
環板焊接的船艙角焊縫全部滿焊,焊角高度為薄板厚度。第1圈環板到第8圈環板與浮盤底板角焊縫為間斷焊,焊接要求為每間隔300mm焊接50mm,桁架與環板的角焊縫為滿焊。
4 頂板安裝
所有浮盤底板的搭接焊縫、環板、隔板以及桁架的全部焊接完后再鋪設浮盤頂板。浮盤頂板安裝順序為由內到外后退安裝,包括第6、7圈環板之間桁架。再將預留門位置的環板、隔板、桁架以及頂板等安裝完畢,吊車退出到罐外,再焊接兩塊預留壁板。
在第6、7圈環板之間的通道中,吊車從內到外倒退安裝桁架,在作業半徑范圍內完成桁架的安裝和焊接。按照浮盤頂板排版圖方向鋪設(與浮盤底板排版圖相同),逐一按順序鋪設。鋪設順序為從兩邊向中間鋪設。在鋪設頂板時,先準確確定導向管和取樣孔的位置和尺寸,然后開孔、打磨圓滑過渡后,再鋪設頂板。頂板連接方式為搭接,其搭接寬度與底板鋪設方式相同為50mm。吊車在第6、7圈環板之間的通道安裝時,同時完成271個浮盤支柱的安裝。當第6、7圈環板之間桁架和頂板鋪設到預留門口時,先安裝預留門口處剩余的環板、隔板以及桁架,按照要求焊接所有焊縫后,再安裝頂板,頂板安裝完成,吊車再退出到罐外,浮盤頂板安裝見圖10。

圖10 浮盤頂板安裝圖
整個浮盤頂板鋪設以及點焊完成后,再焊接271個導向管和24個測量孔與浮盤頂板的焊縫,最后安裝導向管頂板加強板以及安裝測量孔的加強板和法蘭,導向管安裝見圖11。
在浮盤提升并且完成98個檢修人孔安裝后焊接浮盤頂板。先焊浮盤頂板與環板、隔板以及桁架的焊縫。船艙角焊縫全部滿焊,焊角高度為薄板厚度。第1圈環板至第8圈環板與浮盤頂板角焊縫為間斷焊,焊接要求為每間隔300mm焊接50mm。
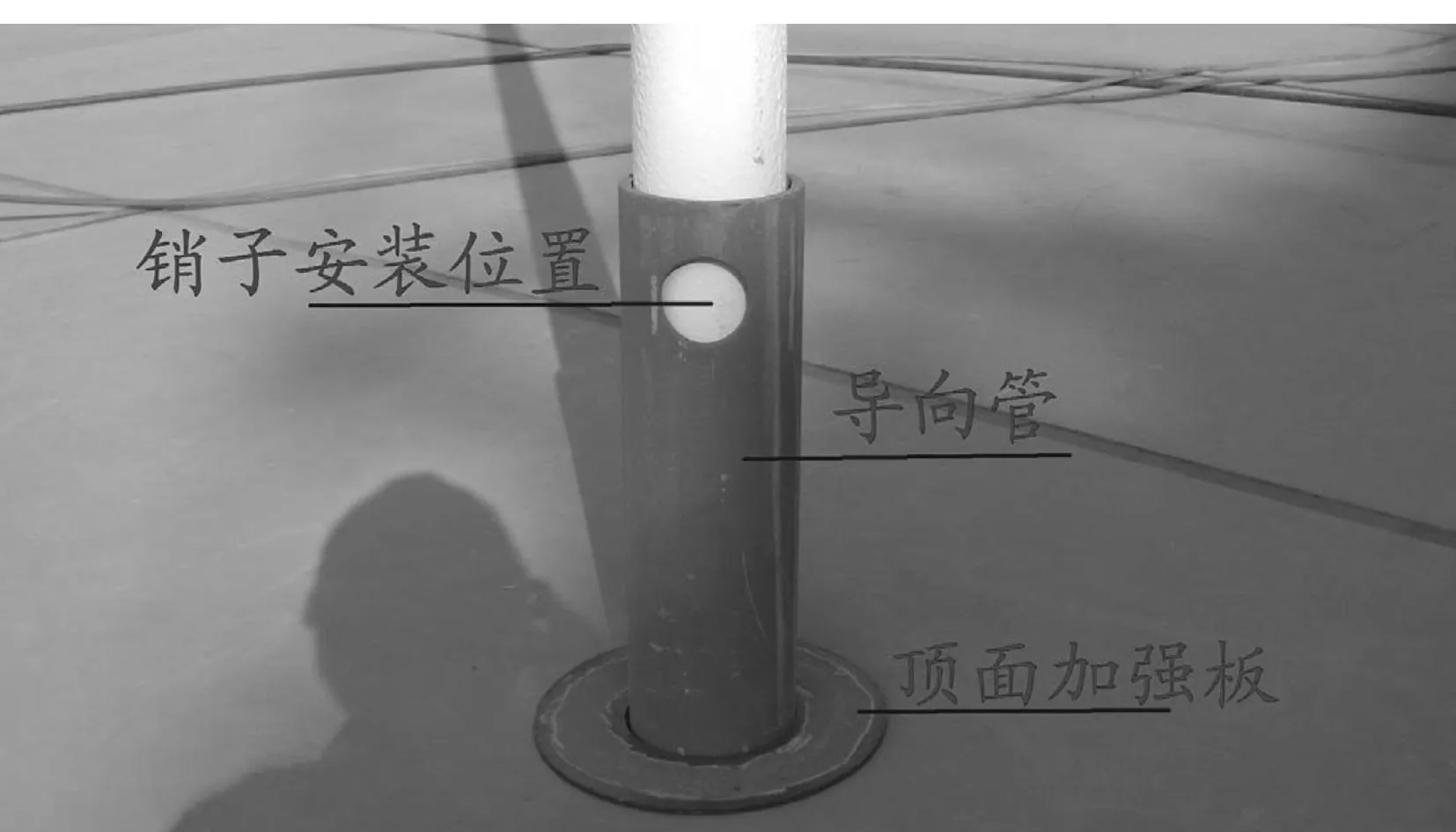
圖11導向管安裝圖
5 浮盤水浮驗證
5.1 準備工作
(1)檢查浮盤底板、船艙及壁板焊縫全部完成,以確保浮盤上浮無障礙。
(2)確定儲罐所有開孔都預先進行臨時封堵。
(3)檢查浮盤的四個臨時限位裝置工作正常。
(4)水源、上水泵以及管道系統能正常運行。
5.2 浮盤浮力計算及驗證
根據圖紙參數浮盤各部件重量和總重量見表1。

表1 浮盤各部件重量和總重量 (kg)
對浮盤水浮進行受力分析, 浮盤水浮受力分析見圖12。

圖12 浮盤水浮受力分析圖
(1)儲罐加入海水前,浮盤靜止在罐底板上,浮盤受到豎直向上的地面支撐力和豎直向下的重力,二力平衡,處于靜止狀態。
G浮盤重力=F地面支撐力
(2)儲罐開始注入海水時,浮盤仍然靜止在罐底板上,此時浮盤受豎直向上的地面支撐力、海水對其向上的浮力和豎直向下的重力,達到受力平衡,處于靜止狀態。
G浮盤重力=F地面支撐力+F浮力
(3)當具備如下條件時,浮盤向上浮:
F浮力>G浮盤重力
(4)當浮盤的重力等于浮力的臨界條件時,繼續加水,浮盤開始上浮,此時浮盤受力平衡可以漂浮在水面,處于靜止狀態。
G浮盤重力=F浮力
浮盤的重力等于底板、頂板、環板、槽鋼桁架和導向管等附件重量的總和。設浮盤沒入水中的高度為h則,
因此,當水位上升至一定位置時,浮盤的重力等于浮力, 繼續注入海水,浮盤就會浮起,由于浮盤高度為1.162m, 因此水位遠未超過浮盤高度,浮盤就已經浮起。驗證的計算值與實際值基本吻合。
5.3 浮盤上浮檢查
浮盤上浮過程中,24h都要有專人檢查和控制。當浮盤上浮到約3m高處,安裝并且鎖緊支柱銷子,利用浮盤支柱支撐浮盤。當所有支柱銷子安裝完后,停止注海水,檢查確認無誤時,開始將海水排出,檢查上浮過程中有無異常現象。海水泵的流量控制在2.5m3/h。
不能在現場隨意排放海水,以避免浸泡儲罐基礎造成不正常沉降,應按程序文件規定和HSE規范要求操作。
5.4 檢查孔及附件安裝
浮盤水浮檢驗完成后,拆下所有開孔的臨時封堵。用淡水沖洗海水浸泡過的部位,直到合格為止,收集沖洗后的淡水,用管道排出。
浮盤附件主要有98個檢查孔,4個浮盤限位機構,浮盤密封橡膠墊以及消防管道系統等。
在浮盤頂板上定位放線,畫出檢查孔開孔位置,檢查合格后開孔,并打磨圓滑過渡后,安裝焊接檢修孔。按照技術要求安裝焊接浮盤限位機構和管道墊板,并安裝浮盤密封橡膠墊等浮盤附件。
6 結語
(1)研究大型儲罐無胎架雙浮盤施工方法,采用簡單、科學、經濟、安全和便于操作的方法,以提高施工質量。
(2)計算驗證浮盤水浮原理,結果與實際過程吻合。
(3)研究結果可供同類工程設計借鑒。
參 考 文 獻
1 External Double Deck Type Floating Roof Structural Stability Calculation, No.30.99.36.3604, 2009 05 10.
2 API 650-2007,鋼制焊接石油儲罐[S].
3 AWS D1.1:2004,鋼結構焊接規范[S].
4 30-50-32-0606,TANKS SPECIFICATION Rev.0,2008 03 20[S].
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
