刀尖圓弧半徑補償功能在數控車削中的應用策略與技巧
2010-11-16 01:18:28段好運
淮北職業技術學院學報 2010年4期
關鍵詞:指令
段好運
(商丘技師學院,河南商丘 476000)
·綜合論壇·
刀尖圓弧半徑補償功能在數控車削中的應用策略與技巧
段好運
(商丘技師學院,河南商丘 476000)
分析了全面理解刀尖圓弧半徑補償指令含義、正確判定刀尖方位代碼位置、合理設定刀尖圓弧半徑補償數值、靈活運用刀尖圓弧半徑補償功能的應用策略與技巧,為在數控車削加工中更好地利用刀尖圓弧半徑補償功能提供參考。
刀尖圓弧半徑補償;數控車削;應用策略與技巧
在數控車削加工中,為了提高刀具強度和工件表面加工質量,減緩刀具磨損,延長刀具使用壽命,通常將車刀刀尖刃磨成圓弧過渡刃,這時刀具的刀位點為刀尖圓弧的圓心,造成刀位點的運動軌跡與工件的輪廓不重合。如果在數控加工或數控編程時不對刀尖圓弧半徑進行補償,只按照工件輪廓進行編制程序來加工帶有錐面或圓弧輪廓的工件時就會出現過切或欠切現象,引起加工誤差,對加工精度要求較高時會造成工件報廢。為了解決這一問題,對于不具備刀尖圓弧半徑補償功能的車床數控系統,一種方法是在精加工時選用刀尖圓弧半徑較小的刀具,這樣可以減小加工誤差,但將降低刀具壽命,導致頻繁換刀,降低生產率。另一種辦法是采用局部補償計算加工或按照刀尖圓弧中心軌跡編程加工,圓弧中心軌跡的數據需要人工處理,隨著零件輪廓復雜程度的增加將會給計算帶來困難,尤其在刀具磨損、重磨或更換新刀具時,刀尖半徑發生變化,刀具軌跡必須重新計算,并對程序作相應的修改,既繁瑣又不易保證加工精度,生產中缺乏靈活性。對于具備刀尖圓弧半徑補償功能的車床數控系統而言,可以把刀尖圓弧半徑和刀尖圓弧位置等參數輸入刀具數據庫內,操作者就可以按工件輪廓編程,數控系統自動計算刀具軌跡,控制刀具軌跡進行切削加工,消除了由刀尖圓弧半徑引起的加工誤差,這樣將減少數據計算,節約時間,簡化編程,方便操作,提高加工效率。因此,刀尖圓弧半徑補償功能在數控加工中應用廣泛。
1 全面理解刀尖圓弧半徑補償指令含義策略
1.1 刀尖圓弧半徑補償的概念
為確保工件輪廓形狀,加工時刀具刀尖圓弧的圓心運動軌跡不能與被加工工件輪廓重合,而應與工件輪廓偏置一個半徑值,這個偏置值稱為刀尖圓弧半徑補償。
2.2 刀尖圓弧半徑補償的分類
根據刀具圓弧半徑補償在工件拐角處過渡方式的不同,刀具半徑補償通常分成B功能刀具半徑補償和C功能刀具半徑補償兩種形式。B功能刀具半徑補償是基本的刀具半徑補償,它只根據本段程序的輪廓尺寸進行刀具半徑補償,計算刀具中心的運動軌跡,編程復雜。此種刀補在工件輪廓拐角處采用圓弧過渡,會使工件尖角變鈍,加劇刀具磨損,甚至在工件輪廓內拐角處引起過切現象,工件尖角處工藝性不好。C功能刀具半徑補償能自動處理兩程序段刀具中心軌跡的轉接,使刀具在工件輪廓拐角處采用直線過渡的方式,編程人員可完全按照工件輪廓來編程,簡化程序,克服尖角工藝性差的缺陷。現在絕大多數數控機床都采用C功能刀具半徑補償。
1.3 刀尖圓弧半徑補償指令的含義
數控車床刀具補償功能包括刀具位置補償和刀尖圓弧半徑補償兩方面。在加工程序中用 T功能指令, TXXXX中前兩個XX為刀具號,后兩個XX為刀具補償號,如T0202。如果刀具補償號為00,則表示取消刀補。刀尖圓弧半徑補償的偏置方向由刀尖圓弧半徑補償指令G41、G42、G40來實現。
(1)編程格式:G41G00/G01X(U)Z(W)F;表示刀尖圓弧半徑左側補償。G42G00/G01X(U)Z(W)F;表示刀尖圓弧半徑右補償。G40G00/G01X(U)Z(W)F;表示刀取消尖圓弧半徑補償。
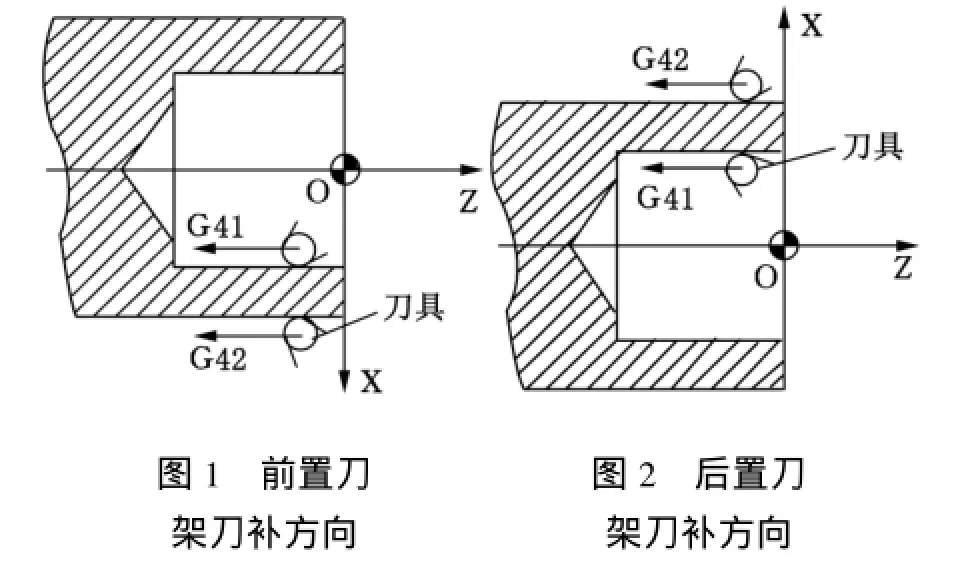
(2)刀尖圓弧半徑補償偏置方向的判定:刀尖圓弧半徑補償G41/G42是在加工平面內,沿進給方向看,根據刀尖位置在編程軌跡左邊/右側判斷來區分的。因此,判定刀尖圓弧半徑補償偏置方向要把握兩個要點,第一要根據工件輪廓所在車床坐標系中X、Z軸的位置,判定第三個坐標軸+Y方向。第二要沿著 Y軸由正方向朝負方向觀察刀具所處的位置,當刀具處在加工輪廓左側時,稱為刀尖圓弧半徑左側補償;當刀具處在加工輪廓右側時,稱為刀尖圓弧半徑右側補償。正確判定刀尖圓弧半徑補償偏置方向是用好刀尖圓弧半徑補償功能的前提,在判斷要特別注意前置刀架(如圖1所示)和后置刀架(如圖2所示)對刀尖圓弧半徑補償偏置方向的區別。
2 正確判定刀尖方位代碼位置策略
車刀的形狀和位置參數稱為刀尖方位代碼。具備刀尖圓弧半徑補償功能的數控系統,除利用刀尖圓弧半徑補償指令外,還要根據刀具在切削時所處的位置,選擇假想刀尖的方位,從而使系統能根據假想刀尖方位確定計算補償量。機床在前置刀架與后置刀架方式下,不同形狀的刀具假想刀尖方位也有所不同,假想刀尖方位代碼共有9種,如圖3、4所示為車刀刀尖方位代碼的含義。當用假想刀尖編程時,假想刀尖方位代碼設為1-8;當用假想刀尖圓弧中心編程時,假想刀尖方位代碼設為0或9。
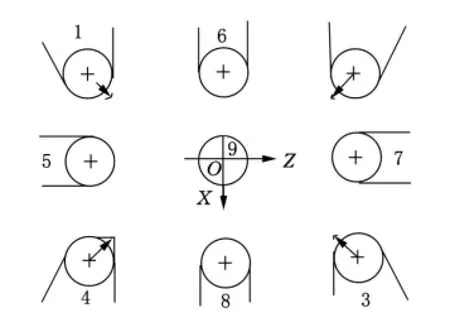
圖3 前置刀架車刀刀尖方位圖
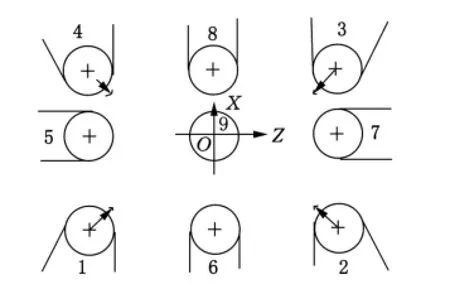
圖4 后置刀架車刀刀尖方位圖
3 合理設定刀尖圓弧半徑補償值策略
刀尖圓弧半徑不僅影響切削效率,而且關系到被加工表面粗糙度及尺寸精度。所謂刀尖圓弧半徑是指車刀刀尖圓弧所構成的假想圓的半徑R。數控車刀刀尖圓弧半徑作為重要的加工參數,在選擇時要考慮以下幾個因素:(1)刀尖圓弧半徑不能夠大于工件輪廓的最小半徑,以免發生加工干涉;該半徑又不宜選擇太小,否則會因其刀頭強度太低或刀體散熱能力差,使車刀容易損壞。(2)刀尖圓弧半徑應與最大進給量相適應,刀尖圓弧半徑宜大于等于最大進給量的1.25倍,否則將惡化切削條件,甚至出現螺紋狀表面和打刀等問題;另一方面,要考慮刀尖圓弧半徑太大容易導致刀具切削時發生顫振,一般說來,刀尖圓弧半徑在0.8mm以下時不容易導致加工顫振;(3)刀尖圓弧半徑與進給量在幾何學上與加工表面的殘留高度有關,從而影響到加工表面的粗糙度。殘留高度與刀尖圓弧半徑、進給量的關系可用下式表示:h≈f2/8rε。式中h為加工殘留高度,μm;f為進給量,mm/r;rε為刀尖圓弧半徑,mm。可見小進給量、大刀尖圓弧半徑,可減小殘留高度,得到小的表面粗糙度Ra值。由此式可知,當被加工零件表面粗糙度與進給量已設定后,就可選擇相應的刀尖圓弧半徑rε≥f2/ 8h,詳見表1。(4)刀尖圓弧半徑還與斷屑的可靠性有關。從斷屑可靠性出發,通常對于小余量、小進給車削加工時可采用小的刀尖圓弧半徑,反之宜采用較大的刀尖圓弧半徑。(5)在數控編程加工時,需考慮刀具圓弧制造精度和刀尖半徑測量精度應當與輪廓的形狀精度相適應。
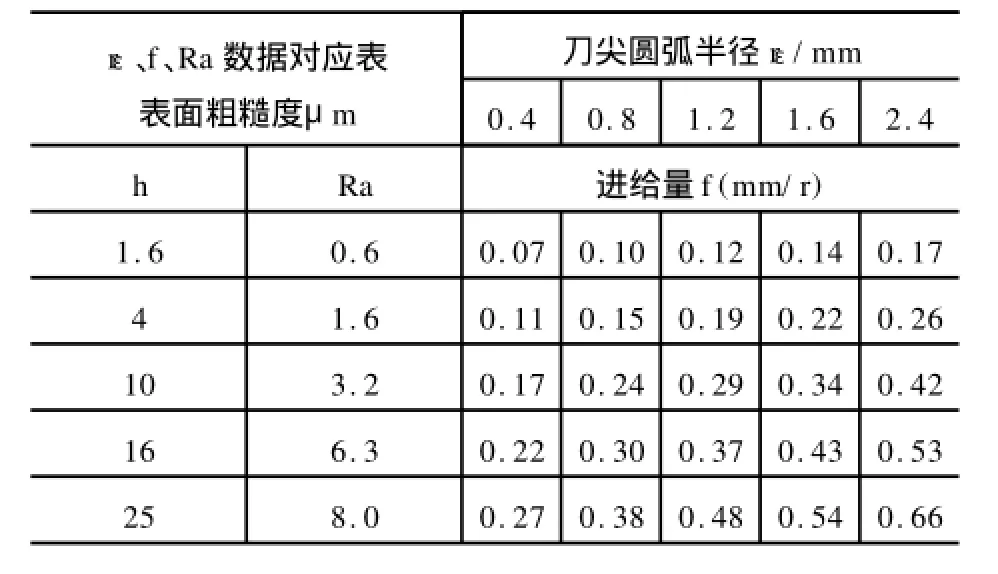
表1 表面粗糙度與刀尖圓弧半徑、進給量關系
4 靈活運用刀尖圓弧半徑補償功能的策略與技巧
4.1 刀尖圓弧半徑補償的過程
刀尖圓弧半徑補償的過程一般可分為三步:即刀補的建立,刀具從編程軌跡重合過渡到與編程軌跡偏離一個偏移量的過程;刀補的進行,執行 G41或 G42指令的程序段后,刀具的中心始終與編程軌跡相距一個偏移量;刀補的取消,刀具離開工件,刀具中心軌跡要過渡到與編程軌跡重合的過程,如圖5所示。
4.2 應用技巧
(1)G41/G42指令不帶參數,在工件加工之前操作者要通過機床CRT/MDI面板上的“刀補值”功能鍵把每把刀具的刀尖圓弧半徑補償參數(刀尖圓弧半徑R,刀尖方位代碼T)輸入到相對應的刀具補償寄存器中,作為刀尖圓弧半徑補償的依據。在程序自動執行過程中,數控系統按該存儲器中的R、T的數值,自動進行刀尖圓弧半徑補償。
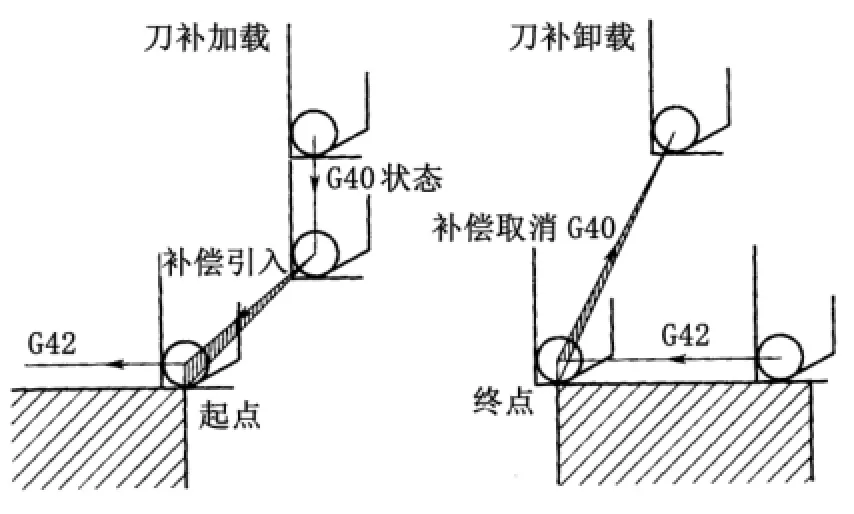
圖5 刀尖圓弧半徑補償的建立與取消
(2)刀尖圓弧半徑補償的建立與取消不能進行加工輪廓切削,刀具必須遠離工件一段距離,以免產生對工件誤切。指定刀尖圓弧半徑補償 G41或 G42的過渡直線段的Z軸移動量必須大于刀尖圓弧半徑值,X軸移動量必須大于兩倍刀尖圓弧半徑值。
(3)G41、G42、G40指令的程序段中必須同時使用 G00或G01指令,而不得同時使用 G02或 G03。在刀具執行中G41和G42不能隨意轉換,當刀具圓弧半徑補償值正負值相互轉換時,G41和 G42的功能互換。
(4)G41、G42、G40都是模態代碼,可以相互注銷。
(5)在使用 G41和 G42之后的程序段,不能出現連續兩個或兩個以上的不移動指令(如M指令、延時指令等),否則 G41和 G42會失效,刀具可能會對工件的下一輪廓產生過切或欠切。
(6)在MDI狀態下不能進行刀尖圓弧半徑補償。在刀具圓弧半徑補償執行中,不能加工小于刀具半徑的內拐角、溝槽和臺階。
(7)在調用新刀具或更改刀具補償方向時必須取消刀具補償,以避免產生加工誤差或干涉。程序結束之前必須取消刀尖圓弧半徑補償,否則刀具不能在終點定位,而是停在與終點位置偏移一個矢量刀尖圓弧半徑的位置。
(8)要注意區分不同數控系統中的異同點,如在FANUC-01-MATE數控車系統 G76、G92指令中不能使用刀具圓弧半徑補償;在 G71、G72G73指令狀態下,如以刀尖圓弧中心軌跡編程時,必須指定指令中的精加工余量等。
4.3 實例分析
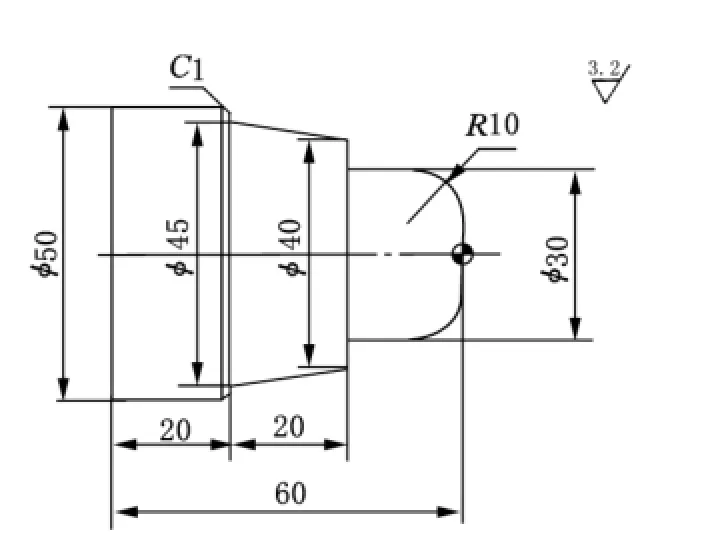
上圖所示零件帶有錐體和圓弧表面,為確保工件的尺寸精度和形狀精度,采用刀尖圓弧半徑補償功能編程,根據前面的論述從以下幾個方面入手:
(1)明確該零件所使用的數控車床是前置刀架還是后置刀架,據此判定刀尖圓弧半徑補償偏置方向。設定為前置刀架,工件零點設在工件圖樣右端中心,加工路徑自右向左,判定刀尖圓弧半徑補償為右補償,使用G42指令。
(2)判定刀尖方位代碼位置,根據零件的加工輪廓應采用90°外圓車刀,刀架前置,可知刀具的刀尖方位代碼為3。
(3)設定刀尖圓弧半徑值,根據工件表面加工質量要求,參照表1的有關經驗數據,選取刀尖圓弧半徑值為0.4mm。
(4)依據刀尖圓弧半徑補償過程和使用技巧形成加工程序并進行機床加工。以FANUC-0I-MATE車床數控系統為例說明精加工程序編制。
…
N100 G00 X0.0Z5.0;快速定位靠近工件
N110 G42 G01 X0Z0 F0.17;建立刀具圓弧半徑右補償,每轉進給量
N120 G01 X10.0;加工端面
N130 G03 X30.0Z-10.0 R10.0;加工圓弧
N140 G01 Z-20.0;加工外圓
N150 GO1 X40.0;加工臺階平面
N160 X45.0 Z-40.0;加工錐度
N170 X48.0;加工臺階
N180 X50.0 Z-41.0;倒角
N190 Z-60.0;加工外圓,加工輪廓結束
N200 G40 G00 X55.0 Z50.0;快速退出刀具,取消刀具圓弧半徑補償
…
5 結束語
實踐證明,掌握上述刀尖圓弧半徑補償功能的應用策略與技巧,能夠迅速對刀尖圓弧半徑補償的偏置方向、刀尖方位代碼位置、刀尖圓弧半徑補償值進行判定,靈活運用刀尖圓弧半徑補償指令編制數控加工程序,提高加工效率,具有較高的實用價值。
[1] 姜慧芳.數控車削加工技術[M].北京:北京理工大學出版社,2006.
[2] 霍蘇萍.數控車削加工工藝、編程與操作[M].北京:人民郵電出版社,2009.
[3] 沈建峰,虞俊.數控車工(高級)[M].北京:機械工業出版,2006.
[4] 顧雪艷.數控加工編程操作技巧與禁忌[M].北京:機械工業出版,2007.
[5] 崔元剛.數控可轉位車刀片的刀尖圓弧及半徑補償應用[J].職業圈,2007(10).
TG51
A
1671-8275(2010)04-0128-03
2010-04-12
段好運(1973-),男,河南商丘人,河南商丘技師學院教師,主要從事數控技術應用的教學與研究工作。
責任編輯:訾興建
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27