渤海灣海底管道焊接及安全性控制技術研究
2010-11-04 12:05:26牛虎理李春潤王志堅呂忠義張瀟關幼耕
石油工程建設 2010年5期
牛虎理,李春潤,王志堅,呂忠義,張瀟,關幼耕
(1.中國石油集團工程技術研究院,天津300451;2.中國石油集團海洋工程重點實驗室,天津300451;3.中國石油集團海洋工程有限公司海工事業部,山東青島266555)
渤海灣海底管道焊接及安全性控制技術研究
牛虎理1,2,李春潤1,2,王志堅3,呂忠義3,張瀟3,關幼耕3
(1.中國石油集團工程技術研究院,天津300451;2.中國石油集團海洋工程重點實驗室,天津300451;3.中國石油集團海洋工程有限公司海工事業部,山東青島266555)
采用鋪管船法進行海底管道的鋪設,要求鋪設速度快、焊接質量高,文章根據工程要求,結合標準規范,通過開展焊接工藝、噴淋工藝及CTOD斷裂力學安全性評價技術的研究,成功將鋪管船法施工技術應用于渤海灣NP1-29井組海底管道鋪設項目中,由于技術先進,工藝恰當,海上施工工期大大縮短,質量提高,并形成了一套完整、高效、經濟、可操作性強的海底管道焊接和安全性控制技術。
海底管道;焊接;噴淋工藝;CTOD值;安全性控制
0 引言
海洋石油開發具有高投入、高風險的特點。海底管道作為一種典型的海洋油氣設施,其鋪設施工通常要求以盡可能高的鋪設速度最大限度地縮短海上工期,以減少工程總投入,縮短油氣田開發周期;同時海底管道鋪設還要求極高的鋪設質量,以最大限度地降低風險[1]。
在NP1-29井組海底管道鋪設施工項目中,由于采用了先進的焊接工藝和安全性控制技術,海上施工工期大大縮短,質量提高,并形成了一套完整、高效、經濟、可操作性強的海底管道焊接和安全性控制技術。
1 海底管道焊接工藝技術
海底管道的管壁厚,且材質為低合金高強鋼,同時焊接質量要求很高。因此,對焊接工藝技術的要求很高,尤其是焊縫力學性能指標中的低溫沖擊韌性。為使采用的焊接工藝達到API 1104技術規范的質量要求,必然對焊接設備的選擇、焊接材料的匹配、焊接工藝試驗進行深入研究。
1.1 焊接設備
用于海上施工作業的焊接設備,一方面要考慮設備的性能,另一方面還要考慮設備的可靠性和安全性。
鋪管船法進行海底管道的鋪設,費用高,對焊接速度和質量要求高,需進行大規范、連續焊接,這就要求所選擇的熔化極焊接設備,在負載持續率為100%的情況下,具有較大的輸出功率,且性能穩定可靠;同時,在海面上作業,周圍的水汽環境具有較強的腐蝕性,因此,要求設備的抗潮耐濕性要好;另外,由于焊接在鋪管船上進行,設備的放置和操作空間小,要求設備盡可能體積小,重量輕。
當前,國內外焊接電源很多,為滿足工程的使用要求,項目組對國內外現有品牌的電源進行比較、分析和試驗,從中選擇確定了LINCOLN DC-400、STT等焊接電源。
1.2 焊材的匹配
通過對收集到的焊接材料進行工藝性能和力學性能對比篩選,確定采用如表1所示的焊接材料進行焊接工藝試驗。
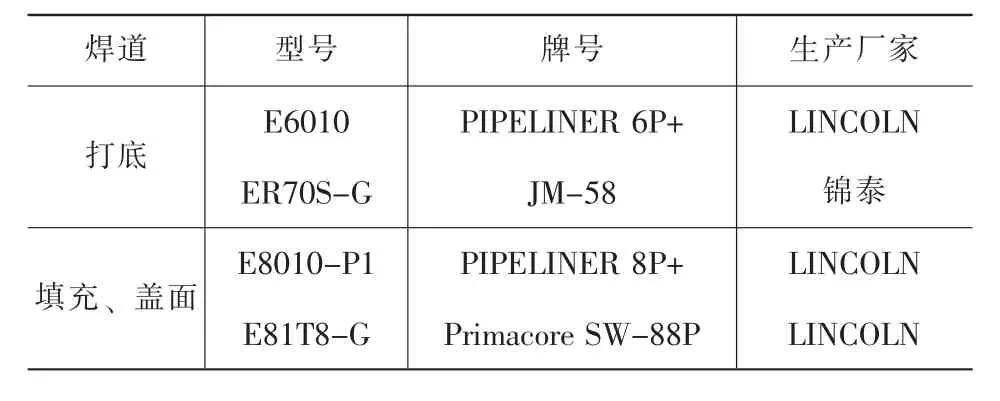
表1 焊接工藝試驗用的焊材
1.3 焊接工藝試驗
1.3.1焊接工藝
根據依托工程的施工特點,結合施工單位現有焊接設備的實際情況(無RMD焊接設備),并結合本課題的要求,采用以下幾種工藝組合,利用下向焊方法進行海底管道的焊接:
(1) STT打底+自保護藥芯焊絲半自動焊填充、蓋面。
(2) 手工焊打底+自保護藥芯焊絲半自動焊填充、蓋面。
(3) 手工焊打底+手工焊填充、蓋面。執行標準為API Std 1104(2005年版)。
1.3.2坡口型式
焊接過程中,采取同直徑、同壁厚鋼管對接,鋼管水平固定(5G位置)方式。
對于手工焊打底,為方便焊工操作,提高焊接質量,采用如圖1所示60°V型坡口。由于纖維素焊條具有較高的含氫量,若焊接產生的擴散氫無法及時排出,則容易出現延遲裂紋等焊接缺陷。該坡口型式由于開口較大,有利于焊接過程中擴散氫的逸出,因此對于焊接質量的控制具有較好的作用。1.3.3焊接參數
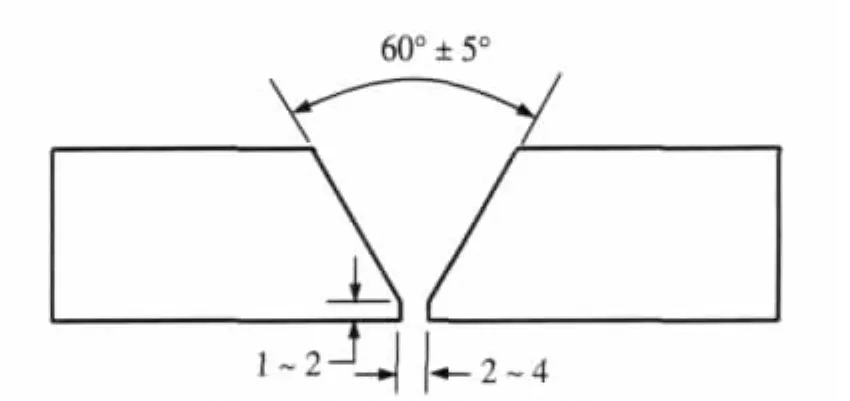
圖1 手工焊打底坡口示意
試驗管按圖1所示開坡口,預熱溫度為100~200℃,焊接方法為手工焊、STT及RMD半自動根焊,手工焊和自保護藥芯焊絲半自動焊填充、蓋面,典型的焊接參數見表2和表3。

表2 典型的根焊焊接參數

表3 典型的填充、蓋面焊接參數
1.3.4焊接接頭力學性能試驗
按照API 1104(2005年版),對焊縫進行無損檢測后,加工試樣,進行力學及其他性能測試,典型的結果見表4~6。
試驗結果證明,各項指標符合標準要求,完成的焊接工藝可以應用于指導NP1-29井組海底管道工程施工。為保證其質量及安全性,在工藝試驗中邀請中國船級社的相關部門對工藝進行全程監控,按CCS規定的技術規程,完成了焊接工藝的認證。
2 噴淋工藝
采用鋪管船法進行海底管道鋪設施工時,為保證管道及時下水,提高施工效率,縮短施工周期,在焊接完成后,需采用AUT(自動超聲檢測)立即進行無損檢測,AUT的探頭適用工作溫度范圍一般為0~50℃,而剛剛完成焊接的焊縫邊緣仍具有很高的溫度,此時無法直接進行檢測,因此,需采取措施對焊縫進行冷卻降溫。
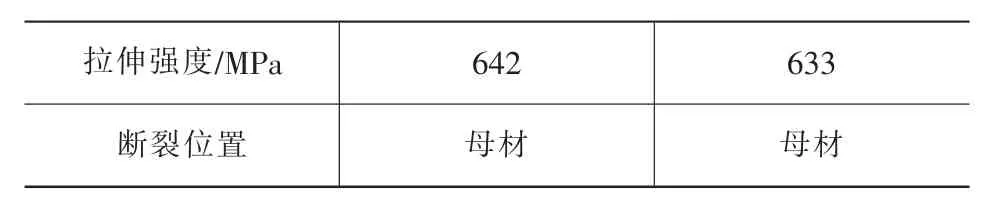
表4 典型的拉伸試驗數據
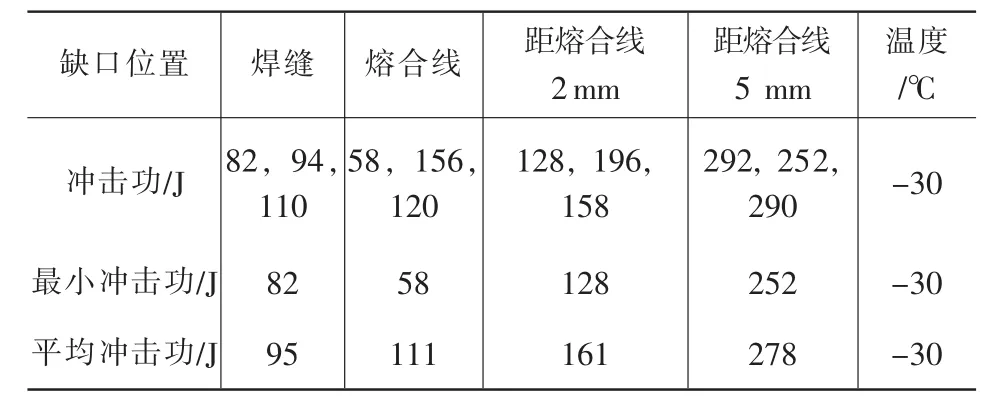
表5 典型的低溫夏比沖擊試驗數據

表6 典型的HV10硬度試驗數據
目前,在采用鋪管船法進行海底管道鋪設施工時,國內外均采用噴淋工藝對焊接接頭進行冷卻處理。即通過設計合理的噴淋裝置,利用冷水噴淋,使焊接接頭得到快速冷卻,從而保證后續探傷環節的順利進行。但是,在高溫狀態下,冷水噴淋有可能對焊縫組織進行淬火處理,從而影響其金相組織及接頭性能,因此,需通過試驗研究,確定噴淋水的流量等工藝參數,控制冷卻速度,使焊縫組織合理,進而保證接頭性能達到規范的要求。
2.1 噴淋裝置
進行噴淋工作,首先需自行設計噴淋裝置。研制的噴淋裝置如圖2所示。
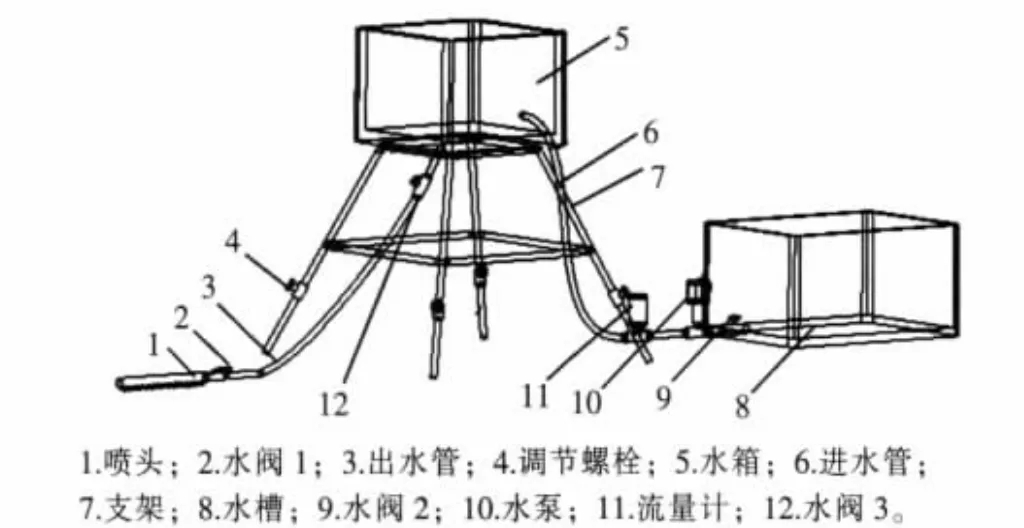
圖2 試驗用噴淋裝置示意
2.2 噴淋措施
對于X65和X70高強管道鋼,其典型的CCT(連續冷卻轉變曲線)如圖3所示。
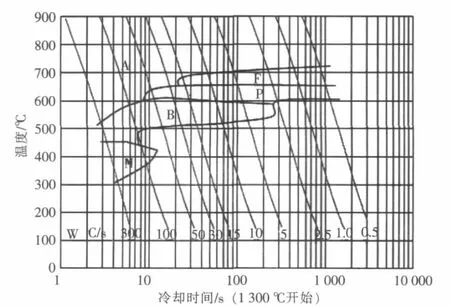
圖3 典型的高強管道鋼CCT圖
由圖3可知,合理控制冷卻速度,可避免馬氏體的出現,保證焊縫的韌性。當焊接接頭在300℃以下時,無論多快的冷卻速度都不會導致馬氏體焠硬組織的出現,因此,此時噴淋流量可盡量大,以快速冷卻降溫,而不會降低焊接接頭的韌性。
試驗過程中,首先將噴管支架架于兩根鋼管的接頭處,然后將噴管平穩地放在支架上,打開水閥,并握緊噴管一端,在30°角度范圍內前后轉動噴管,以使鋼管沿軸向均勻冷卻。將水閥調至2.4 m3/h流量時,噴淋時間40~50 s,可使海底管道焊接接頭從180~200℃降至30℃。其冷卻曲線如圖4所示。
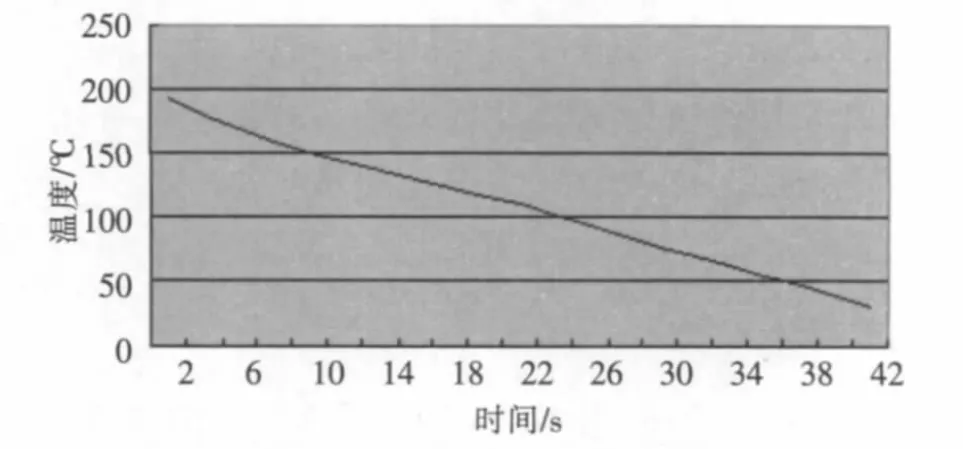
圖4 噴淋后的焊接接頭冷卻曲線
通過對比經自然冷卻與噴淋冷卻的焊接接頭硬度及金相組織可知,采取試驗中確定的流量來進行冷卻,三種規格的鋼管,其金相組織和硬度等都基本相同,不影響焊接接頭的韌性。并且由于焊后進行噴淋時,接頭溫度已降至300℃以下,可適當加大噴淋水的流量,以提高冷卻速度,保證施工效率,其結果對接頭的性能不會產生影響。
3 質量及安全性控制
海底管道作為一種典型的焊接結構,其焊接過程常常使焊接接頭的組織性能劣化及產生缺陷。而焊接缺陷處有較大的應力集中,在使用過程中往往成為裂紋的源頭,而管道一旦從焊接接頭處發生斷裂,常常是突發性和災難性斷裂。由此看來,焊接接頭是管道系統的薄弱環節,嚴格評定其強度、壽命和安全可靠性,對保證管道安全可靠的使用具有重要的現實意義。
本文根據BS 7448[2-3]和API Std 1104-2005[4]的標準,測試焊縫和熱影響區斷裂韌度CTOD值,并以此為依據,通過對冀東南堡油田NP1-29P至NP1-2D海底油氣混輸管道焊接接頭鋪設階段的安全性分析,確定了平面缺陷的允許尺寸,為管道鋪設時缺陷的驗收提供依據。由文獻[5]可知,CTOD試驗結果和允許的平面缺陷合格尺寸分別見表7和表8。
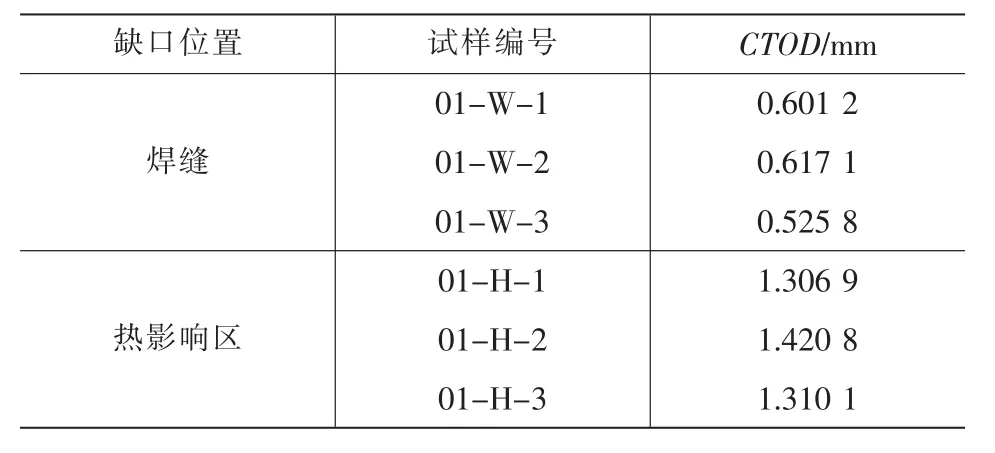
表7 CTOD試驗各試樣測試結果
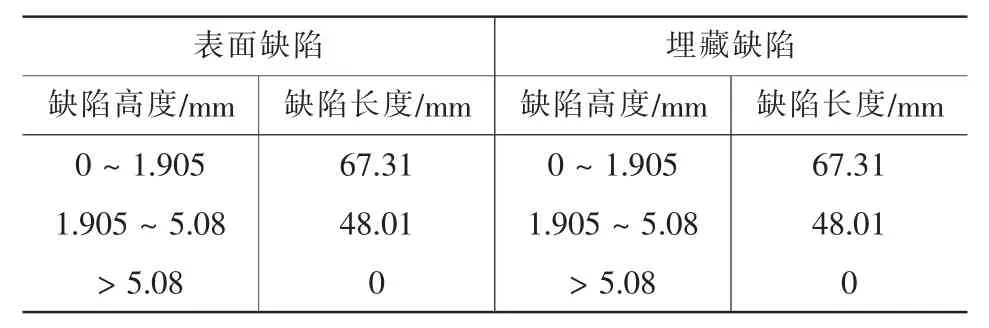
表8 平面缺陷合格尺寸
4 工業應用情況
4.1 工程簡介
冀東南堡油田NP1-29P至NP1-2D海底管道項目(南堡1-29井組海上集輸工程)于2009年5月初開工鋪設。該工程包括如下海底管道:
(1) 一條從NP1-29PRP至NP1-2D人工島海底混輸管道,長2.36 km,內管D 168.3 mm×12.7 mm,外管D 323.9 mm×14.3 mm,材質X65的雙層保溫管,設計壽命15年。
(2) 一條從NP1-29WHPC至NP1-2D人工島海底供水管道,長2.45 km,D 168.3 mm×19.1 mm,材質X70的單層管,設計壽命15年。
由于鋪管船法具有較快的鋪設速度(大約是浮拖法和牽引法的5~6倍),焊接質量平穩可靠,并且抗風能力強(可抗陣風10級),綜合造價約1 400~1500萬元/km,相對浮拖法和牽引法1 700~1 800萬元/km成本較低,再加上鋪設距離較短,且冀東油田人工島場地有限,不適于建造岸邊臨時場地,因此施工方決定租用中海油新改造的俊昊3鋪管船進行鋪設施工。
4.2 現場施工
現場焊接施工中,對于X65鋼混輸管道采用《WPS-66》焊接工藝規程,X70注水管道采用《WPS-67》焊接工藝規程。由勝利油田勝利建設監理有限責任公司進行監理,四川派普公司進行現場AUT探傷,施工依據標準為DNV-OS-F101(主規范)和API 1104(焊接規范)。
4.3 應用結果分析
NP1-29井組海上集輸工程中,共計完成注水管道節點焊接190道,長2 325 m,累計返修8道,焊接一次合格率為95.8%;完成混輸管道節點焊接184道,累計長2 257 m,外管累計返修1道,內管累計返修3道,內管焊接一次合格率為97.8%,外管焊接一次合格率為98.8%,完全達到預期目標。
由于焊接施工工藝合理,組織得當,該工程得以順利進行,并提前完成,共計節約租船、培訓、返修等綜合成本1 015.2萬元,取得了明顯的經濟效益。
5 結論
(1) 通過對X65及X70管道鋼焊接性的分析,按照API 1104和船級社規范要求,開展了焊接工藝技術研究,形成了一套適合于NP1-29井組海底管道工程的焊接工藝技術。
(2) 結合高強鋼的CCT曲線,設計研制了流量可控的快速冷卻噴淋裝置,制訂出合理的噴淋工藝,滿足了海底管道焊后AUT快速探傷的需要。
(3) 依據API 1104和BS 7448標準,對海底管道焊接接頭的安全性進行分析,確定了平面缺陷的允許尺寸,為管道鋪設階段的安全性提供了依據。
(4) 通過技術研究,保證了“NP1-29井組集輸工程”的現場焊接質量,并使工程提前完成,焊接合格率提高到98.8%,節約了租船、返修等大量綜合成本,取得了明顯的經濟效益。
[1] 李小巍.綏中36-1油田II期工程海底管道鋪設新技術的開發和應用[J].中國海上油氣(工程),2001,13(1):7-10.
[2] BS 7448:Part 1:Method for determination of KIC,critical CTOD and critical J values of metallic materials(1991)[S].
[3] BS 7448:Part 2:Method for determination of KIC,critical CTOD and critical J values of welds in metallic materials(1991)[S].
[4] API Std 1104,Welding of Pipelines and Related Facilities(2005)[S].
[5] 李春潤,牛虎理,侯澤峰,等.南堡油田NP1-29P海底管道焊接接頭安全性分析[J].石油工程建設,2010,36(3):37-40.
Abstract:The fast laying speed and high welding quality are required in submarine pipeline laying with pipeline laying vessel.According to the requirements of engineering and regulations,the research on pipeline welding process,spraying process and safety assessment technique of CTOD rupture mechanics were conducted,then the laying method with pipeline laying vessel was successfully applied in the submarine pipeline laying project of Bohai Bay NP1-29 well group.The marine construction period was greatly shortened and the con—4—formed.
Key words:submarine pipeline;welding;spouting process;CTOD value;safety control
(25)Research on Welding and Safety Control Techniques of Submarine Pipeline in Bohai Bay
NIU Hu-li(CNPC Research Institute of Engineering Technology,Tianjin 300451,China),LI Chunrun,WANG Zhi-jian,et al.
TE973.3
A
1001-2206(2010)05-0025-04
牛虎理(1978-),男,河北石家莊人,工程師,2005年畢業于天津大學,工學碩士,現主要從事石油工程焊接設備和技術的研究開發工作。
2010-05-31;
2010-07-26
猜你喜歡
現代儀器與醫療(2022年2期)2022-08-11 09:51:40
汽車工程師(2021年12期)2022-01-18 06:02:43
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
信息安全與通信保密(2016年3期)2016-08-23 01:23:46
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
