半橢球體薄壁鑄件的差壓鑄造工藝優化
2010-11-02 03:57:21宗紹迎薛永軍
鑄造設備與工藝 2010年6期
關鍵詞:工藝
宗紹迎,薛永軍
(山西汾西重工有限責任公司,山西太原030027)
·鑄造工藝·
半橢球體薄壁鑄件的差壓鑄造工藝優化
宗紹迎,薛永軍
(山西汾西重工有限責任公司,山西太原030027)
從半橢球體鑄件的結構特點出發,結合差壓鑄造的特性,對其在鑄造過程中可能出現的縮孔、縮松等鑄造缺陷進行了分析,制定出合理的差壓鑄造工藝。針對清鏟過程中出現的不足,對鑄造工藝進行了優化,既方便了清鏟,又提高了工藝出品率,最終生產出合格的鑄件。
半橢球體鑄件;薄壁;差壓鑄造;鑄造工藝
差壓鑄造是上世紀60年代發展起來的一種特種鑄造工藝。與其他鑄造方法相比,差壓鑄造是合金液在壓縮氣體的壓力下進行凝固,因此,鑄件組織致密。差壓鑄造特別適合大型薄壁回轉體鑄件的鑄造,實際生產過程中大量出現的是圓柱體類的鑄件,這類鑄件的差壓鑄造工藝已經比較成熟,而相對于半球體類型的鑄件而言,由于其結構的特殊性,其差壓鑄造工藝也與普通鑄件有所不同。本文針對該類鑄件的結構特點,分析了其特殊的差壓鑄造工藝。
1 鑄件的結構特點及技術要求
鑄件的結構如圖1所示。外形曲線為一橢圓方程:(x/210)2+(y/240)2=1(y≥0)。壁厚10 mm,為防止變形,內腔設置2條寬8 mm,高20 mm的圓周方向的加強肋,在半球體的頂端有一φ60 mm,高50 mm的實心柱體,鑄件要求使用ZL101A合金鑄造。鑄件為一類鑄件,表面不允許有氣孔、裂紋、夾雜、冷隔等鑄造缺陷。鑄件要求用X射線進行100%探傷,探傷級別執行HB/6578-1992之2級的規定,鑄件內部承受氣壓0.5 MPa,保壓30 min不泄漏,外部承受水壓3 MPa,保壓60 min不變形。
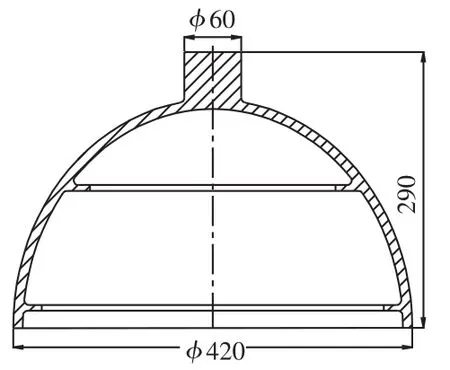
圖1 鑄件結構簡圖
2 鑄造方法的選擇
根據鑄件的結構特點,該鑄件屬于薄壁、回轉體型鑄件,適合采用差壓鑄造的方法,再加上其氣密、探傷等特殊要求,采用差壓鑄造的方法能夠很好地滿足其性能要求。這是因為差壓鑄造是合金液在壓縮空氣的壓力下結晶凝固的一種鑄造方法。合金液表面處在高壓氣體作用下,能夠增加合金液的補縮能力,降低縮松、縮孔等鑄造缺陷;型腔中的液體在壓縮氣體的作用下能夠抑制氫的析出,減少了氣孔缺陷;差壓鑄造可以降低鑄件的熱裂傾向。總之,差壓鑄造能夠提高鑄件的組織致密度,提高鑄件探傷、氣密、強試等的合格率。
3 鑄造工藝的確定
3.1 造型工藝的設計
差壓鑄造過程中,保壓壓差在100 kPa左右時,內澆道的有效補縮距離大約為120 mm~160 mm,因此,對鑄件設置4個內澆道,縫隙內澆道的厚度應與鑄件的壁厚相當,也取10 mm,為使內澆道充分發揮補縮作用,它與鑄件之間的距離應小于30 mm,也即縫隙內澆道的最大寬度,為便于清理,其最小寬度應為10 mm。
差壓鑄造過程中,合金液在壓縮氣體的壓力作用下充滿型腔,為了充分發揮澆注系統的補縮作用,在其設計過程中應保證F升>F直>F橫>F內(其中F升表示升液管的截面積;F直表示單個直澆道的截面積;F橫表示單個橫澆道的截面積;F內表示單個內澆道的截面積)這樣有利于實現鑄件的順序凝固。但F升≤∑F直≤∑F橫≤∑F內,這種開放式的澆注系統充型平穩,不易產生氧化夾雜,有利于提高鑄件的內部質量。
根據以上的澆注系統設計原則,其造型工藝如圖2所示,鑄件最大外徑φ420處,縫隙內澆道寬度為30 mm,其與鑄件的最小寬度為10 mm。但在這種鑄造工藝下,鑄件頂端φ60部位距離縫隙內澆道的寬度遠遠大于30 mm。因此,為了實現對該部位的充型補縮,在鑄件的中心部位設置一個φ40的內澆道2,加上周圍四個縫隙內澆道的共同作用,來實現對鑄件頂端的補縮。
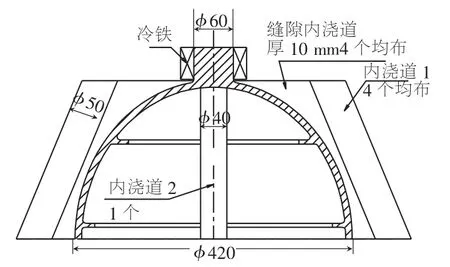
圖2 鑄造工藝示意圖
3.2 澆注工藝參數的選擇
1)壓差值ΔP
其中,H為液態金屬上升的高度,為600 mm;γ為液態金屬的重度,取2.35×104 N/m3;μ為液體流動的阻力系數,取1.6;所以ΔP=0.023 MPa。而充型壓差ΔP2=H2γμ=0.009 MPa,其中,ΔP2為金屬液體充滿型腔所需的壓差,H2為鑄件的高度,也即型腔的高度;經計算,升液壓差ΔP1=ΔP-ΔP2=0.014 MPa
2)充型速率V
差壓鑄造的充型速率取決于金屬液體表面的壓縮氣體的加壓速率。根據鑄件大小,以及結構復雜程度,壁厚為10 mm的殼體類鑄件充型速率一般控制在35 mm/s~60 mm/s,該鑄件結構簡單,壁厚均勻,宜采用適中的澆注速率,因此該鑄件的澆注速率控制在40 mm/s~50 mm/s,充型時間大約為6 s,因此充型速率V2應設置在1.5 kPa/s~1.7 kPa/s。
3)澆注溫度
合理的澆注溫度是形成質量合格的鑄件的關鍵,合理的澆注溫度應控制在700℃~720℃。
4 工藝改進
經過上述工藝生產的鑄件經過后期的探傷、氣密、強試等均能夠滿足產品的使用要求,但內腔中的φ40的內澆道在鑄件清理過程中清鏟困難,給鑄件生產帶來了很多不便,需要經過機械加工來完成。
經過對原工藝的認真分析,在滿足原有工藝的基礎上,將內腔中的內澆道2移至型腔的外面,其他4個內澆道的位置不變,采用吊芯工藝。這樣,既不影響內澆道對鑄件的補縮作用,保證鑄件的組織致密,又使后期的清理方便。改進后的鑄造工藝如圖3所示。另外,采用該工藝后內澆道2的長度明顯減小,可以提高工藝出品率。采用吊芯工藝后,經過探傷、氣密、強試等檢測,鑄件均能夠滿足使用要求。
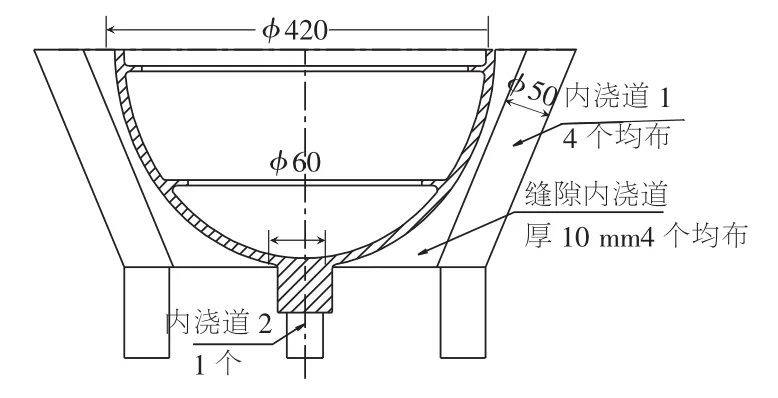
圖3 改進后的鑄造工藝
5 結論
對于橢球體鑄件而言,采用上述兩種工藝均能使鑄件組織致密,滿足鑄件的使用要求。與改進后的工藝方案相比,改進前的工藝方案工藝出品率低,而且內澆道2清理困難。針對此類型鑄件,建議采用吊芯的工藝方案。
[1]董秀琦,王冬,王承志,等.低壓及差壓鑄造理論與實踐[M].北京:兵器工業出版社,1995.
The Optimization of Differential-pressure Casting Technology for the Semi-ellipsoid castings
ZONG Shao-ying,XUE Yong-jun
(Shanxi Fenxi Heavy Industry CO.,LTD.,Taiyuan Shanxi 030027,China)
By analyzing the defects of shrinkage porosity,shrinkage cavity combining with the structure characteristics of the semi-ellipsoid casting and the characteristics of the different-pressure casting,the paper developed a reasonable different-pressure casting process,aimed at the shortage occurred during the chipping,optimized the casting process both for the convenience of the chipping and the improvement of the yielding rate,finally produced the qualified castings.
semi-ellipsoid casting,thin wall,different-pressure casting,casting technology
TG249.9
A
1674-6694(2010)06-0027-02
2010-10-10
宗紹迎(1977-),山東平度人,工程師,長期從事鋁合金差壓鑄造工藝及生產。。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
