重型灰鑄鐵工作臺的鑄造工藝
2010-11-02 03:57:21蔣明超
鑄造設備與工藝 2010年6期
蔣明超
(黑龍江省齊齊哈爾市第一機床廠,黑龍江齊齊哈爾161000)
·鑄造工藝·
重型灰鑄鐵工作臺的鑄造工藝
蔣明超
(黑龍江省齊齊哈爾市第一機床廠,黑龍江齊齊哈爾161000)
隨著近些年來機床行業(yè)的快速發(fā)展,超重型高精度立式機床的生產(chǎn)成為我公司的主要產(chǎn)品結構。工作臺作為立式車床的主要零件,對導軌及工作臺面的質(zhì)量要求嚴格,不得有縮松、縮孔、密度差等鑄造缺陷,針對這種情況,在生產(chǎn)中采取了高溫出爐,低溫澆注,多次補澆,同時結合隨流孕育和瞬時孕育,以起到加強孕育效果,減少孕育衰退,從而獲得了組織致密,質(zhì)量符合要求的鑄件。
工作臺;縮松;縮孔;高溫出爐;低溫澆注;孕育
重型灰鑄鐵機床工作臺總質(zhì)量達240 t,分別由直徑為5 000 mm及兩個直徑為11 000 mm的半圓環(huán)把合在一起,幾何尺寸要求非常嚴格。
公司目前的熔煉設備1臺20 t中頻感應電爐,1臺20 t保溫爐。1臺8 t沖天爐。最大出鐵量為115 t。考慮到熔煉設備的限制及生產(chǎn)時沒有合適的工裝,在采取地坑組芯造型時,嚴格控制輪廓尺寸。在熔煉過程由于受中倒包提溫的限制,出鐵時間及孕育時間比較長,所以孕育處理顯得格外重要,特采用硅鐵、硅鋇孕育劑,分別進行隨流孕育和瞬時孕育。以起到加強孕育效果,減少孕育衰退,從而獲得組織致密的鑄件。
1 澆注工藝
根據(jù)理論知識和長期生產(chǎn)經(jīng)驗,工作臺類鑄件常見的鑄造缺陷主要有縮孔、縮松、導軌面密度差,鑄件型腔易粘砂等。針對這些問題制定了相應的鑄造工藝。
1.1 澆注位置的確定
按照重要面放在底部或側面的原則,結合此件的結構特點將工作臺的臺面置于鑄型的底面。
1.2 澆注系統(tǒng)引入位置及尺寸的確定
澆注系統(tǒng)按半封閉式設計,即A直∶A橫A內(nèi)=1.5∶2∶1,澆注系統(tǒng)橫澆道截面大,金屬液在橫澆道中流速減小,有利于穩(wěn)定充型且擋臟效果較好,同時防止內(nèi)澆道對型壁或型腔,砂芯沖砂,內(nèi)澆道在筋板處引入。金屬液進入型腔是分層,自下而上進行的,直澆道不能封閉,內(nèi)澆道分散分層引入,金屬液沖擊力小,充型平穩(wěn),且高溫金屬液在型腔的上部有利于補縮排氣。
1.3 澆注系統(tǒng)尺寸的確定
1)澆注時間的確定
式中:t——澆注時間,s;
S2——壁厚系數(shù);
GL——型內(nèi)金屬液總質(zhì)量,kg;
2)澆注系統(tǒng)橫截面積的確定[2]

式中:A阻內(nèi)——阻流截面面積,cm2;
GL——流經(jīng)A阻截面積的金屬液質(zhì)量,kg;
k——澆注比速,kg/(cm2·s)
μ——流量損耗系數(shù)
HP——平均靜壓頭高度,cm。
設計內(nèi)澆道32道,截面尺寸為32個φ40 mm,內(nèi)澆道實際總截面積為∑A內(nèi)=402 cm2
3)橫澆道、直澆道截面積的計算
設計∑A橫=∑A內(nèi)×2/1=804 cm2
橫澆道采取3個橫澆道,單個橫澆道截面積為93.5 cm2,其實際截面積∑A橫=748 cm2
直澆道采取8個直徑為φ90 mm.直澆道單個截面積為63.6 cm2實際截面積為∑A直=512 cm2。
4)實際澆道截面積比
A直∶A橫∶A內(nèi)=1.3∶1.9∶1
根據(jù)預算,橫澆道能夠充滿,有利于排氣和擋渣。
2 補縮系統(tǒng)的設計
1)灰鑄鐵的補縮以澆注系統(tǒng)后補縮及灰鑄鐵的石墨化膨脹自補縮為基礎,同時考慮到鑄件本身的結構特點,合金成分,冷卻條件等因素,不能滿足后補縮及自補縮時,增加冒口,幫助補縮,冒口位置按避免鑄件熱節(jié)處擺放。
2)工作臺導軌面在分箱面上部,為有利于鑄件的凝固及補縮,采取在厚大導軌面上擺放石墨冷鐵進行激冷,石墨冷鐵在使用前要烘干,確保冷鐵不因吸潮產(chǎn)生氣體,對鑄件產(chǎn)生侵蝕性氣孔,同時對每個砂芯擺放尼龍繩,以保證出氣道通暢。
3)按分段比例法設計冒口。根據(jù)鑄件的結構特征,按疏密、厚薄、大小對鑄件結構劃分。鑄件結構稀疏的界定按質(zhì)量周界商Qm>20 kg/cm3時為稀疏體,經(jīng)計算得Qm=G/Mc3=30 kg/cm3。鑄件結構厚薄的界定按凝固模數(shù)Mc=0.4 cm~1.0 cm時為中等厚壁。經(jīng)計算得鑄件模數(shù)Mc=V/S=0.75 cm。鑄件大小的界定按鑄件的質(zhì)量>5 000 kg為大件,本件質(zhì)量為92 t。
4)分段比例法計算冒口直徑和高度依據(jù)圖1。
鑄件平均壁厚δc取T=105 mm,
冒口直徑DR=(0.6~10)δc=100 cm,
昌口高度HR=(1.5~2.0)DR=200 mm。
5)按牌號及熱節(jié)圓直徑確定冒口頸:HT300冒口頸d=0.6 mm T=60 mm。
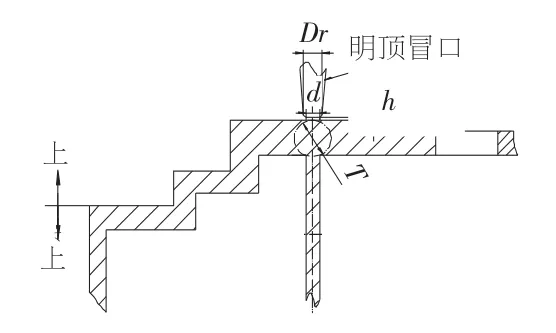
圖1 鑄件工藝圖
3 合型力及壓箱
經(jīng)計算需合型力的為280 t,所以加380 t壓鐵壓箱。
4 熔煉要求
1)對化學成分的要求。鑄件的化學成分對鑄件質(zhì)量影響非常大。工作臺類鑄件導軌面要求有好的強度、硬度,同時組織要求致密,不能有縮松,氣孔等鑄造缺陷。

表1 爐料配比(質(zhì)量分數(shù)/%)
2)對原材料的要求:一般盡量選用優(yōu)質(zhì)的爐料,同時采用增碳劑調(diào)整含碳量,進而加大廢鋼的加入量達到50%,生鐵控制在30%以下。從而提高鑄件的力學性能及好的切削性能。
3)在熔煉過程中,要求鐵水進行高溫精煉,以提高金屬液的純凈度。在1 500℃~1 510℃短時間精煉,以達到提高鑄件的內(nèi)在質(zhì)量。
4)由于倒包提溫的限制,出鐵時間及孕育時間比較長,所以孕育處理顯得格外重要,特采用硅鐵、硅鋇孕育劑,分別進行隨流孕育和瞬時孕育。以起到加強孕育效果,減少孕育衰退,從而獲得致密組織。
5)為防止冷隔,澆不足類鑄造缺陷,澆注溫度控制在1 340℃~1360℃。
5 結論
按上述工藝生產(chǎn)了6件重型工作臺,鑄件表面無縮孔、進渣、氣孔等鑄造缺陷,加工后無縮松。導軌密度達到技術要求,經(jīng)實際生產(chǎn)驗證了工藝的可行性。
[1]中國機械工程學會鑄造分會,鑄造手冊鑄造工藝卷[M].北京:機械工業(yè)出版社2003:199-217.
[2]程軍.大型鑄鐵件凝固過程數(shù)值模擬[M].北京:清華大學出版社.
[3]李弘英.鑄鐵件凝固和致密度控制[M].北京:機械工業(yè)出版社.
Casting Process of Heavy Gray Iron Bench
JIANG Ming-chao
(Heilong jiang Province Qiqihaer The First Machine Tools Plant,Qiqihaer 161000,China)
With the rapid development of machine tool industry in recent years,the production of super-heavy and high-precision vertical machine becomes the main product in my company.As the main parts,the rail and the top surface of the bench is required to have hot shrinkage and density defects.By applying high temperature melting,low temperature pouring and after teeming times combined with stream inoculation and instant inoculation,the high quality castings with compact structure are produced.
bench,shrinkage,high temperature melting,low temperature pouring,inoculation
TG251
A
1674-6694(2010)06-0025-02
2010-11-04
蔣明超(1983-),男,黑龍江齊齊哈爾人,助理工程師,主要從事大型灰鑄鐵件的鑄造技術工作。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
