組芯整體浸涂工藝在玉柴YC6J系列汽缸蓋上的應用
2010-11-02 03:57:21陳浩
鑄造設備與工藝 2010年6期
陳浩
(廣西玉柴機器股份有限公司鑄造廠,廣西玉林537005)
·鑄造工藝·
組芯整體浸涂工藝在玉柴YC6J系列汽缸蓋上的應用
陳浩
(廣西玉柴機器股份有限公司鑄造廠,廣西玉林537005)
玉柴YC6J系列汽缸蓋早期采用非整體浸涂工藝,即各砂芯分別浸涂烘干后再進行組芯,其操作工序多而繁瑣,而且浸涂質量得不到很好的保證。針對存在問題提出了通過在射水道芯里加一根芯骨來實現整體浸涂工藝,不僅提高砂芯組表面浸涂質量、改善了鑄件內腔質量,而且還有效降低了射水道芯斷芯廢品率。
整體浸涂;汽缸蓋;壁薄;芯骨;射水道芯
玉柴YC6J系列柴油機(見圖1)是消化吸收德國FEV公司咨詢成果而開發的新型產品。全部零件采用UG軟件進行三維設計,整機緊湊性大幅提高。國Ⅲ、國Ⅳ機型采用德國BOSCH電控高壓共軌技術,可提供最高達1.6×108kP的噴射壓力,燃燒效率高、低油耗、排放好。眾所周知,要想延長柴油機的使用壽命和提高其使用性能,汽缸蓋必須要保證有非常好的內腔質量,冷卻水腔必須通暢無阻。

圖1 YC6J柴油機
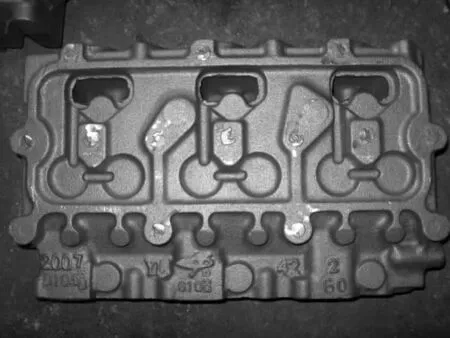
圖2 YC6J汽缸蓋鑄件
我廠大批量生產YC6J系列汽缸蓋鑄件(見圖2),在2009年9月以前使用非整體浸涂工藝進行批產,即各砂芯分別浸涂烘干后再進行組芯,其操作工序多而繁瑣,浸涂質量得不到保證,鑄件內腔質量較差,期間也進行了其他舊整體浸涂工藝的試驗,但仍由于其操作太繁瑣、場地限制等原因最終未能大批量投入生產。最后結合射水道芯的結構特點,提出在射水道芯里放一根芯骨來防止澆注鐵水時射水道芯上浮,從而可以實現整體浸涂工藝,經過多輪試驗解剖鑄件射水道芯壁厚均大于3 mm,完全滿足工藝要求,不但很好的改善了鑄件的內腔質量,而且有效降低了射水道芯斷芯廢品率。
1 原浸涂工藝
1.1 非整體浸涂工藝及內腔質量狀況
我廠生產的YC6J系列汽缸蓋采用水平分型工藝,為防止射水道芯在鐵水澆注時上浮造成鑄件壁薄,在組射水道芯時用“7”形狀的小鐵釘把射水道芯固定在底盤芯上。為防止鐵釘與鑄件熔合不好產生冷隔現象,我們使用的是表面鍍銅鐵釘,鐵釘表面必須要保證干凈、無銹斑,特別是不能粘有涂料等其他與鐵水熔合不好產生冷隔的耐高溫材料。所以在當時限定的條件下YC6J系列汽缸蓋只能采用非整體浸涂工藝,即組芯前先把底盤芯、上、下主體芯、進、排氣道芯、頂桿室芯、射水道芯等各砂芯分別浸涂、烘干(如圖3所示)再進行組芯,而且組芯時還要用特制的小“7”形狀鐵釘(如圖4所示)把射水道芯固定在底盤芯上(如圖5、圖6所示)。其操作工序多而繁瑣、人力成本較高,而且由于各砂芯是分開浸涂、流轉過不同的工序較多,所以砂芯浸涂質量一直得不到很好的保證,鑄件內腔質量較差、分芯面間隙較大容易進鐵水形成較厚批縫(如圖7、8所示)。

圖3 單獨浸涂烘干的主體芯

圖4 鍍銅“7”形鐵釘

圖5 組芯時用鐵釘固定射水道芯

圖6 組芯時用鐵釘固定射水道芯局部放大

圖7 鑄件內腔分芯面有批縫

圖8 鑄件內腔分芯面有批縫局部放大
1.2 早期的整體浸涂工藝
自2006年以來,我廠工程技術人員一直在努力探索對YC6J系列汽缸蓋整體浸涂工藝的開發應用,期間較為成熟的整體浸涂工藝是:除射水道芯外的其他砂芯先組芯后再整體浸涂、烘干,射水道芯單獨浸涂、烘干、裝好專用固定鐵釘(如圖9所示),待砂芯組烘干出爐后再把裝好固定鐵釘的射水道芯從底盤芯的底部裝入底盤芯(如圖10所示),利用砂芯組的預熱把粘膠固化使射水道芯與底盤芯粘結牢固。此整體浸涂工藝射水道芯壁厚也能滿足工藝要求,不足之處在于:a)該工藝未能真正實現整個砂芯組整體浸涂,射水道芯還要單獨浸涂;b)增加了在出烤爐后裝射水道芯工序,該工序不但操作麻煩、增加了操作工人的勞動量,而且還需制作專門的工裝,把砂芯組抬到工裝上才方便裝射水道芯;c)需要增加人力成本;d)車間場地限制;正是由于以上四點原因該整體浸涂工藝一直未能實現大批量生產。
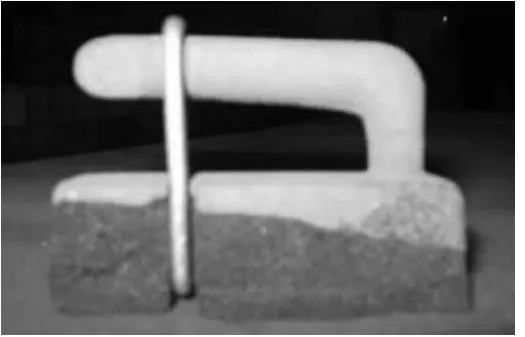
圖9 裝好固定鐵釘的射水道芯

圖10 砂芯組出烤爐后裝射水道芯
2 改進后的整體浸涂工藝
總結以往的經驗,既要保證射水道芯不上浮,又要實現全部砂芯整體浸涂,在目前的條件下只能在射水道芯內植入芯骨,而且芯骨能保證射水道芯的強度和剛性使其在澆注時不上浮。在2009年8月進行了第一次試驗,鑄件解剖后壁厚能滿足工藝要求,試驗用的芯骨是根據射水道芯的形狀特點,用扁狀鋼片設計成直角形狀,同時為防止鑄件在流轉過程中芯骨進入鑄件內腔不好取出,在芯骨靠射水道芯底部位置再折一個直角(如圖11所示),射芯前把芯骨放入芯盒內(如圖12所示),射芯后芯骨就植入射水道芯內,剩下的工序就是把所有未浸涂的砂芯進行組芯,然后再進行整體浸涂。經過數輪試驗鑄件解剖后壁厚都能滿足工藝要求大于3 mm(見表1),攻關歷時長達4年之久的整體浸涂項目終于有了新的突破。

圖11 兩直角狀芯骨
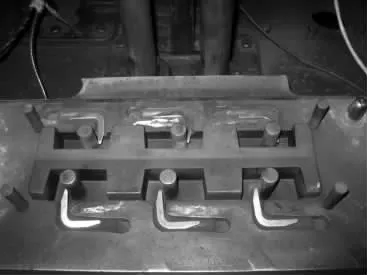
圖12 將芯骨放入芯盒內
但此時又面臨新的問題,射水道芯放置芯骨后射芯成品率只有50%左右,比正常的射芯成品率95%低了許多,主要問題是射不滿、芯骨裸露部分較多。仔細觀察射芯過程發現放置芯骨時芯骨緊貼著芯盒(如圖12所示),導致芯盒底部沒有足夠的吃砂量,所以容易造成射不滿或者芯骨裸露嚴重。為此,必須要對芯骨進行整改,使其底部與芯盒有一定的空間。試驗了兩種方案:1)在芯骨端頭再折一定的角度(如圖13所示),放置芯骨時直角部分把芯骨頂起使芯骨與芯盒之間有一定的空間;2)把芯骨端頭旋轉一定的角度(如圖14所示),盡量減少芯骨與芯盒的接觸面(如圖15所示);此兩種方案進行對比試驗,試驗結果如下:1)兩種方案均能提高射芯成品率,但第二種方案比第一種方案要稍高些,恢復到95%左右;2)鑄件清理時由于第一種方案芯骨端頭有一定的角度,所以比較難取出芯骨,而第二種方案芯骨比較容易取出;綜合以上兩點原因,最后采用第二種方案的芯骨大批量進行整體浸涂工藝生產驗證。
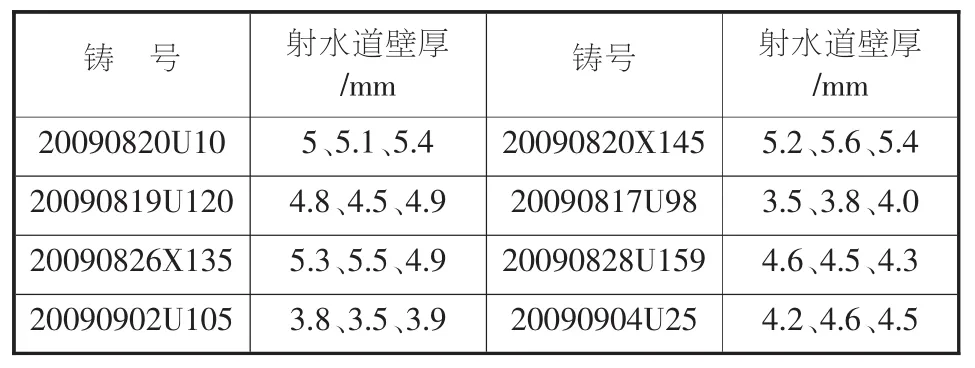
表1 部分解剖鑄件射水道芯壁厚

圖13 端頭折有一定角度的芯骨

圖14 端頭旋轉的芯骨
3 優越性
采用新的整體浸涂工藝后,與舊浸涂工藝對比主要有以下3點優點:1)減少出烤爐后安裝射水道芯的崗位和人力成本(約4人);2)從根本上改善鑄件內腔質量,特別是分芯面厚大批峰明顯減少(如圖16所示);3)降低射水道芯斷芯廢品率,筆者統計了采用新整體浸涂工藝之前從2007年1月—2009年9月期間與采用新整體浸涂工藝之后2009年10月—2010年2月期間的射水道芯斷芯廢品率情況(見表2),由原來的0.04%降為0.0037%,降低射水道斷芯廢品率效果非常明顯。

圖15 將端頭旋轉的芯骨放入芯盒

圖16 整體浸涂后鑄件內腔質量
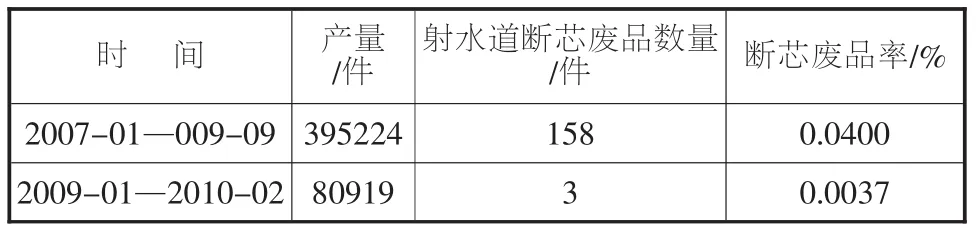
表2 新、舊浸涂工藝射水道芯斷芯廢品率對比情況
4 結束語
在經過22輪由小到大不斷擴大批量共計6 898件缸蓋,其中解剖了50多件測量射水道芯壁厚均滿足工藝要求的驗證后,新的整體浸涂工藝終于在2009年10月正式投入批產,攻關歷時4年之久的YC6J系列汽缸蓋整體浸涂項目終于取得圓滿成功,不但從根本上改善了鑄件內腔質量,而且還實現了整體浸涂工藝在我廠全部汽缸蓋上的應用。
Application of Whole Dipping Process In Yuchai YC6J Series Cylinder Head
CHEN Hao
(Foundry Plant of Guangxi Yuchai Machinery Co.,Ltd.,Yulin Guangxi 537005,China)
The non-whole dipping process was formerly applied in Yuchai YC6J series cylinder head,cores being assemblied after being dipped and dried separately,which causes a bad guarantee to the dipping quality for the complex operating procedures. This paper introduces the whole dipping process by adding a core bar into the core,not only improving the surface dipping quality of the sand cores and the cavity quality of the casting,but effectively reduces the wasting rate of rupturing core.
whole dipping,cylinder head,thin wall,core bar,core
TG24
A
1674-6694(2010)06-0010-03
2010-10-19
陳浩(1984-),男,廣西浦北人,學士,助理工程師,主要從事鑄造工藝設計工作。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
