精密刀庫機械手換刀位置調整工具
2010-10-18 14:32:16宋明寬
制造技術與機床 2010年12期
宋明寬
(陜西秦川機械發展股份有限公司研究院,陜西西安721009)
隨著加工中心的日益普及,加工中心的產量是逐漸攀升。“高速,高精度,高效”正是生產廠家和用戶追求的終極目標。而刀具交換系統采用伺服驅動的高速換刀系統,通過提高機械手的動作速度和動作配合的準確性,從而提高換刀速度,可以實現刀對刀1.2 s,就體現了“高速、高精度、高效”的特質。
而刀庫與機械手是加工中心中運動最為頻繁的部件之一,是僅次于電氣系統的高故障區。加工中心自動換刀裝置中,刀庫、機械手、主軸三者之間的相互位置精度,直接影響機床自動換刀的準確性和可靠性。使用中常由于碰撞、定位緊固件松動等意外原因,使刀庫的位置發生變化,造成換刀不上刀,撞壞機械手等故障。尤其是大型加工中心,換刀位發生變化后,恢復起來很困難。
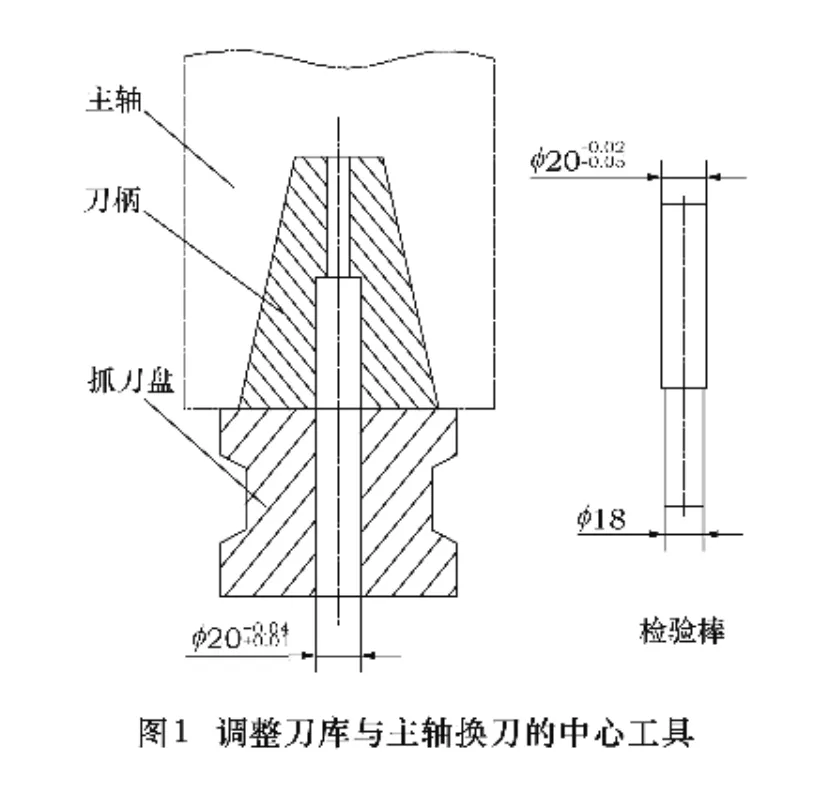
以前我公司用于調整刀庫與主軸換刀的中心工具如圖1所示。其調整辦法為:(1)先將刀庫、機械手與機床的相互位置根據圖紙尺寸粗定位后,再進行精確找正;(2)將擰上拉釘的刀柄裝入主軸錐孔中,抓手盤裝在機械手中;(3)將裝有抓手盤的機械手置于換刀位置,手動方式驅動主軸,使錐柄端面靠近抓刀卡盤端面,將檢驗量棒插入抓手盤和錐柄φ20 mm孔中,檢測其相互位置并進行調整,直至順利插入。很明顯,這種調整方法,不能確定調整的方向和調整量,在實際的操作中,比較繁瑣,更多的是借助于經驗,裝配誤差也比較大。
如能設計一種既能確定調整的方向,也能反映調整量的工具,則以上問題會迎刃而解。設計思路如下:(1)用百分表可以直觀反映機械手與主軸中心的偏置量。(2)要能直觀反映機械手與主軸中心的偏置方向,必須要能繞中心旋轉。(3)可以利用杠桿原理,把兩處測量頭與支點距離相同,百分表可以1:1反映數值。(4)測量桿繞支點轉動要靈活。(5)為使測量頭緊貼錐孔,必須用拉緊彈簧拉緊。故最終設計如圖2所示的調整工具。
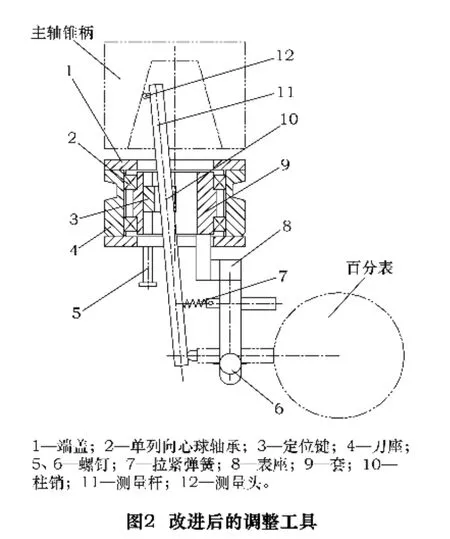
調整方法如下:此調整工具整體裝在機械手上,機械手置于換刀位置,使調整工具端面靠近主軸端面。由于拉緊彈簧的作用,使測量頭12觸及主軸的錐孔內壁,此時調整百分表的零位。用手轉動螺釘5,帶動套9繞刀座4的中心旋轉(也就是機械手目前的中心)。同時測量桿11通過定位鍵3與套9相連;百分表通過表座8與套9相連,故套9旋轉時帶動測量桿11、表座8與百分表一起旋轉。利用杠桿原理,由于兩處測量頭(12和百分表)位置距支點(柱銷10)的距離相等,所以旋轉時百分表所顯示的數值,直接反映機械手的中心和機床主軸中心的重合程度,也就直接確定機械手調整的方向和調整量。
以前的調整工具精度可以調整到0.10 mm以內,而現在的調整工具精度可以調整到0.02 mm以內,而且操作簡單,數值反映明了,方便機床裝配者調整機械手、主軸兩者之間的相互位置精度,縮短了調整時間。提高機床自動換刀的準確性和可靠性,提高整機的安全使用,故障率下降,大大提高生產效率和經濟效益,達到“高速,高精度,高效”目標。