焊合室深度及焊合角對方形管分流模擠壓成形質量的影響
2010-09-29 01:20:20黃東男張志豪李靜媛謝建新
中國有色金屬學報 2010年5期
關鍵詞:深度
黃東男,張志豪,李靜媛,謝建新
(1. 北京科技大學 新材料技術研究院,北京 100083;2. 內蒙古工業大學 材料科學與工程學院,呼和浩特 010051)
焊合室深度及焊合角對方形管分流模擠壓成形質量的影響
黃東男1,2,張志豪1,李靜媛1,謝建新1
(1. 北京科技大學 新材料技術研究院,北京 100083;2. 內蒙古工業大學 材料科學與工程學院,呼和浩特 010051)
基于Deform-3D有限元分析平臺,采用所開發的焊合過程網格重構技術,分析方形管分流模雙孔擠壓時焊合室深度及焊合角對成形質量的影響。結果表明:焊合面平均靜水壓力、分流橋底部等效應力及模芯最大偏移量隨焊合室深度的增加而增加;綜合考慮焊合質量、模具應力集中及型材尺寸精度等因素,分流模合適的焊合室深度為10~16mm;隨著焊合角的增加,焊合室內死區體積及擠壓力均增大,而模芯最大變形偏移量呈減小趨勢;綜合考慮焊合角對擠壓過程死區大小、模芯的穩定性及擠壓力大小的影響,分流模合適的焊合角為 30?~45?。實驗結果和模擬結果在金屬流動景象、死區位置、死區形狀等方面吻合較好。
有限元模擬;分流模擠壓;焊合室深度;焊合角
Abstract:Adopting commercial FEM soft Deform-3D and welding mesh reconstruction method, the influences of welding chamber depth and welding angle on forming quality of diplopore extrusion of square tube by a porthole die were analyzed. The results show that, the hydrostatic stress of welding plane, equivalent stress on the bottom of flow-separating bridge and maximal offset of die mandrel increase with increasing the welding chamber depth.Comprehensively considering the factors of welding quality, stress concentration of die and size-precision of the profile,the reasonable welding chamber depth of the porthole die is from 10mm to 16mm. With the welding angle increasing, the dead zone volume in welding chamber and the extrusion force increase, but the maximal offset of the die mandrel decreases. Comprehensively considering the influences of welding angle on the dead zone during extrusion, the stability of die mandrel and the extrusion force, the reasonable welding angle of the porthole die is from 30° to 45°. The experimental and simulation results agree well in the metal flow, position and shape of dead zone.
Key words:finite element simulation; porthole-die extrusion; welding chamber depth; welding angle
依靠源于實踐的經驗規律和模具設計者個人經驗的傳統設計方法,往往難以解決擠壓模具設計中的優化方案選擇、金屬流動精確控制等方面的問題[1?4]。有限元數值模擬技術可獲得擠壓過程中模具結構和擠壓工藝參數等對金屬流動變形行為、模具內部應力場及位移場的影響,從而為合理設計模具結構、制定擠壓工藝提供重要的參考依據[5?6]。但目前的有限元模擬技術只能針對焊合面與對稱面位置一致的空心型材分流模擠壓進行模擬分析[7?10],為了實現焊合面為非流動對稱面空心型材擠壓全過程(包括焊合階段)的數值模擬,謝建新等[11]提出了一種基于逆向工程技術的焊合面網格修復技術,采用該技術實現了方形管分流模雙孔擠壓全過程的三維有限元數值模擬,分析了分流孔的配置方案對金屬流動行為、成形質量等的影響,并進行了實驗驗證[12]。
焊合室深度及焊合角(即分流孔流動角)的大小是分流模設計的關鍵參數之一[13],如程磊等[14]分析了口琴管擠壓模具(焊合面與對稱面位置一致)的焊合室深度對擠壓力及金屬流動的影響。而針對焊合面為非流動對稱面的空心型材擠壓模具,關于其分流孔配置、焊合室深度和焊合角等對模具使用壽命和型材成形質量等方面的研究尚無文獻報道。本文作者在前期研究結果的基礎上[12],重點分析6005A方管型材分流模雙孔擠壓時焊合室深度和焊合角對成形質量的影響。
1 計算條件
分流模雙孔擠壓方管的工模具結構、邊界條件、擠壓工藝條件、幾何模型的構建見文獻[12]。為便于與 650 t擠壓機的實驗結果相比較,本研究以 L15 mm×t2 mm(其中L表示邊長,t表示厚度,下同)的方管為例,分析分流模雙孔擠壓時焊合室深度及焊合角對模具壽命及型材成形質量的影響。
擠壓筒直徑D為95 mm,分流孔外接圓直徑Dc為84 mm,分流孔外接圓直徑Dc與擠壓筒直徑D之比為0.88;上模高H1=50 mm,下模高H2=50 mm;模孔d=15 mm,模芯dm=11 mm;中間分流孔Q1的寬度b=16 mm,中間分流孔Q1和兩側分流孔Q2的面積比為0.93;焊合角 θ=15?~90?,焊合室深度h=7~19 mm。焊合壓縮比(即分流孔總面積與制品斷面積之比)K=9.3,擠壓比R=34.1。
分析方管金屬流動過程時,將變形溫度下的6005A鋁合金坯料設為粘塑性材料,模具材料設為剛性。分析模具受力及變形情況時,將模具改為彈性材料,并將擠壓穩態時得到的坯料的應力場施加給模具,從而經過計算獲得擠壓過程中模具的應力分布及彈性變形量。
2 模擬結果與討論
2.1 焊合室深度對焊合室內靜水壓力的影響
分流模擠壓過程中,焊合室內靜水壓力大小決定型材的焊合質量,焊合面上的靜水壓力越高,型材的焊合質量就越好。本研究計算了焊合室深度h為7~19 mm時,焊合面的靜水壓力變化,其結果如圖1所示。由圖1可知,隨著焊合室深度的增加,焊合面的靜水壓力逐漸增大。當焊合室深度為7 mm時,焊合面的平均靜水壓力為97 MPa。前期計算表明[12]:此時焊合面附近溫度約為527 ℃,在此溫度下,6005A鋁合金屈服強度約為44 MPa,平均靜水壓力僅為合金屈服強度的2.2倍,容易導致焊合不良。
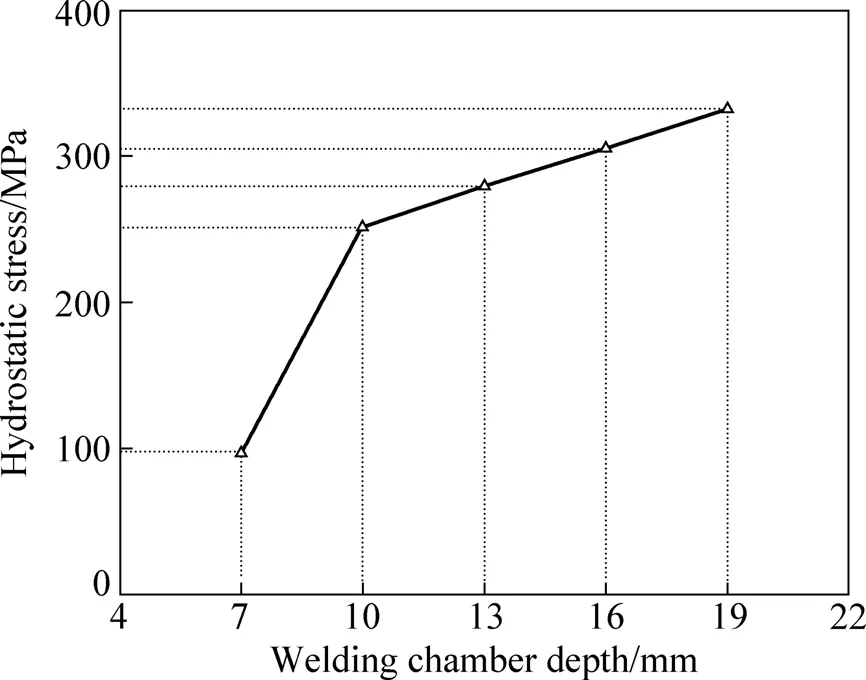
圖1 焊合室深度對焊合面上靜水壓力的影響Fig.1 Effect of hydrostatic stress of welding plane on welding chamber depth
當焊合室深度h增加時,焊合室體積增加,擠壓力增大,從而使靜水壓力增大。h由7 mm增加到10 mm時,焊合面的靜水壓力迅速增大,由97MPa增加到251 MPa,達到金屬屈服強度的5.7倍;當h由10 mm繼續增加時,焊合面的靜水壓力繼續增加,但增加速度明顯下降;當h=19 m時,靜水壓力增加到331 MPa,達到金屬屈服強度的7.5倍,因此當焊合室深度h≥10 mm時,能夠獲得充分的焊合強度。
2.2 焊合室深度對模具受力及模芯穩定性的影響
以上分析表明,焊合室越深越有利于提高焊合質量,但隨著焊合室深度的增加,模芯長度隨之增加,焊合室內金屬體積也隨之增大,使得摩擦力增加,擠壓力升高,易造成模具應力集中較大的部位(如分流橋底部和模芯等)發生變形甚至斷裂。
分流橋底部及模芯表面等效應力分布的計算結果如圖2所示。由圖2可知,擠壓過程中分流橋底部存在較大的應力集中,并隨焊合室深度的增加而增大。
分流橋底部等效應力隨焊合室深度的變化規律如圖3所示。由圖3可見,當焊合室深度h為7~16 mm時,應力增加較為平緩,分流橋底部應力集中處的等效應力為781~1 024 MPa,小于熱作模具鋼H13的抗拉強度 (1 117 MPa[15]);而當h大于16 mm時,等效應力快速增加;當h=19 mm時,等效應力高達1 270 MPa,已超過H13抗拉強度。

圖2 分流橋底部及模芯表面的等效應力分布Fig.2 Effective stress distribution of port bridge bottom and mandrel surface: (a) h=7 mm, mandrel length 13 mm; (b) h=19 mm, mandrel length 25 mm
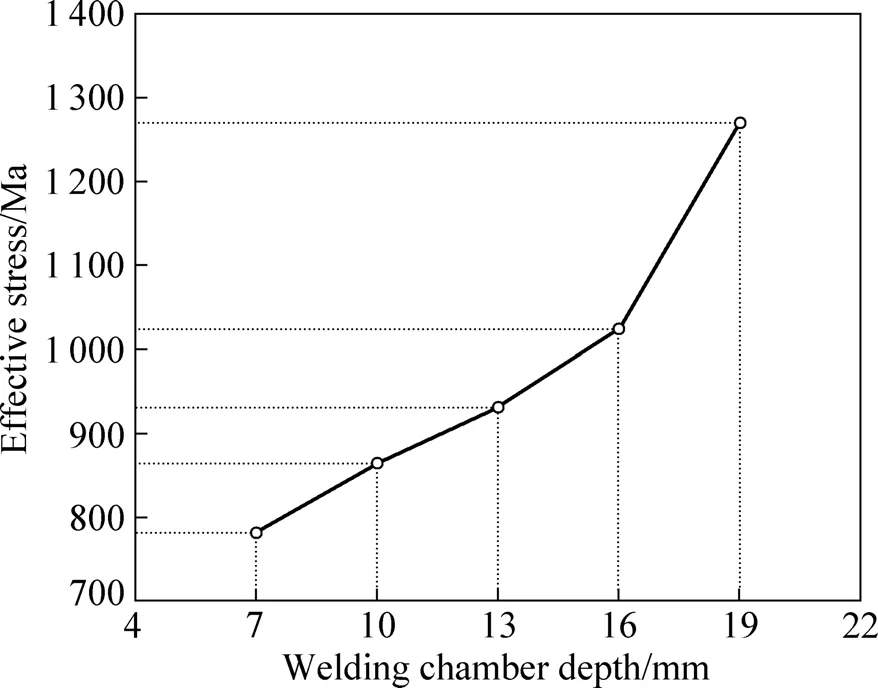
圖3 分流橋底部等效應力隨焊合室深度的變化Fig.3 Change of effective stress of port bridge bottom with welding chamber depth
隨h增加,擠壓力增加,同時由于模芯長度增加,使得模芯穩定性降低。不同焊合室深度時模芯偏移方向及偏移量分布如圖4所示。由圖4可知,擠壓過程中模芯向中間分流孔(箭頭方向)偏移,模芯頭部偏移量最大。當h較小為7 mm時,模芯最大偏移量0.008 mm;而當焊合室深度增加到19 mm時,模芯最大偏移量為0.264 mm,是焊合室深度7 mm時的33倍。
模芯受不均應力作用而產生偏移是型材斷面壁厚偏差的主要因素之一。圖5所示為模芯最大偏移量隨焊合室深度的變化。由圖5可知,模芯偏移量隨著焊合室深度 h的增加而增加。根據鋁型材國家標準(GB5237.1?2004),當型材壁厚為2 mm時,允許偏差為±0.2 mm。當h小于16 mm時,模芯偏移量皆小于0.2 mm,由模芯偏移引起的擠出方管型材壁厚偏差小于±0.2 mm,因此,該偏差符合國家標準的質量要求;而h為19 mm時,模芯偏移量大于0.2 mm,方管壁厚偏差大于±0.2 mm,不能滿足質量要求。
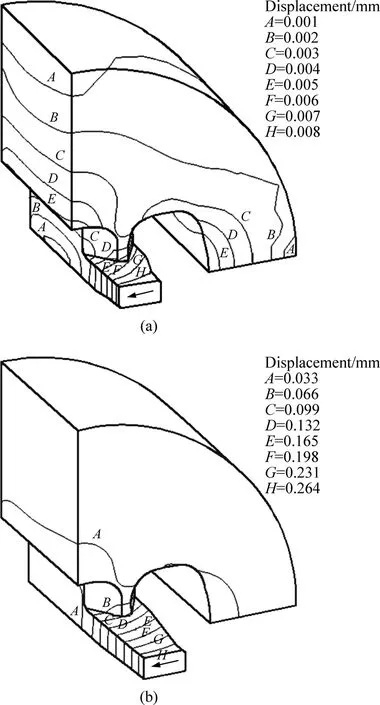
圖4 模芯偏移方向及偏移量分布Fig.4 Mandrel offset direction and offset distribution: (a) h=7 mm, mandrel length 13 mm; (b) h=19 mm, mandrel length 25 mm
綜合以上分析,當焊合室深度h過小,將導致焊合面焊合不良;h過大將使得模芯穩定性降低,模芯偏移量增大,導致擠出方管斷面壁厚超差,并可在分流橋底部將產生較大的應力集中,降低模具使用壽命。對于本研究所用方形管雙孔擠壓模具,合理的焊合室深度為10~16 mm。
2.3 焊合角對金屬流動及成形質量的影響
焊合角 θ(分流橋的斜度)對擠壓過程中焊合室內金屬流動死區大小、焊合質量以及擠壓力有明顯的影響。為此,本研究針對焊合室深度為13 mm,分流橋底端寬為3 mm,焊合角 θ分別為15?、30?、45?、60?、90?的情形,分析了焊合角θ對金屬流動行為、擠壓力及焊合質量的影響。
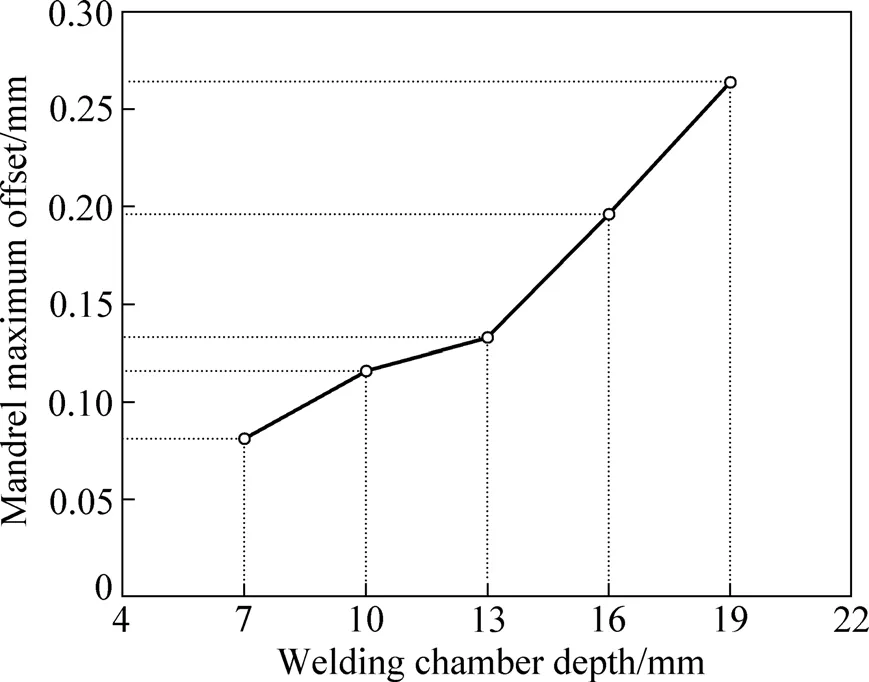
圖5 模芯最大偏移量隨焊合室深度的變化Fig.5 Change of mandrel maximum offset with welding chamber depth

圖6 焊合角θ對焊合室內A-A′ 面上金屬流速分布及死區的影響Fig.6 Effects of welding angle θ on distribution of metal flowing velocity and dead metal in welding chamber (profile A-A′): (a)Along central axis of profile model; (b) θ=15?; (c) θ=30?; (d) θ=45?; (e) θ=60?; (f) θ=90?
圖6(a)所示為分流模擠壓時沿對稱軸線的剖面模型,其中H表示不同焊合角的分流橋斜面高度。穩態擠壓時,垂直于擠壓方向,在焊合室內沿圖6(a) 橫斷面 A-A′上金屬的流動速度及死區分布如圖 6(b)~(f)所示。其中v為擠壓軸速度,vc為焊合室內金屬流速,圖中數字為vc/v之值。
由圖6可知,對于不同焊合角,焊合室內死區形成的位置、死區形狀基本相同,但死區的大小有顯著的差別:隨著焊合角的增加,死區截面的頂點(圖6(b)中的 D點)沿焊縫逐漸下移,使得沿焊合室大面側壁與模芯表面(圖6(b)中箭頭所示)之間的死區明顯增大,而對焊合室小面側壁(弧形側壁)附近的死區大小幾乎沒有影響。當焊合角θ≤45?時,靠近模芯表面處沒有死區,如圖 6(b)~(d)所示。而當焊合角 θ≥60?時,靠近模芯處也產生了死區,如圖6((e)和(f)中模芯輪廓處的陰影部分所示。這主要是由于在焊合過程中,隨著焊合角的增加,焊合面的初始接觸點由靠近分流橋底部向模口處移動。當焊合角θ≥60?時,焊合面初始接觸點距剖面A-A′較遠,距離模口較近,并且在焊合過程中,焊合面的金屬并不緊貼模芯表面流動;在焊合過程中,金屬將以焊合面初始接觸點位置為中心向四周填充,使得模芯處產生較小面積的死區。而當焊合角θ≤45?時,焊合面初始接觸點距橫斷面A-A′較近,即靠近分流橋底部,因而不容易在模芯表面產生死區。
本研究采用焊合室內死區的高度h1和h2之和,與焊合室側壁和模芯表面之間的距離(焊縫長度)h3的比值,作為評價焊縫位置死區相對大小的指標,計算結果如圖7所示。由圖7可知,隨著焊合角的增加,死區比值逐漸增大。當焊合角為 15?時,死區比值僅為0.42,而當焊合角達90?時,其比值達0.84。
隨著焊合角的增加,焊合室內死區增大,焊合質量下降,容易在型材表面出現死皮、氣泡及成層等缺陷,因此,從減少死區面積的角度考慮,焊合角應該越小越好。
計算結果表明,焊合角大小除了直接影響焊合室內死區體積之外,對擠壓過程中模芯的穩定性及擠壓力的大小也有著較大影響。
圖8給出了隨著焊合角的增加,模芯最大偏移量及擠壓力的變化規律。由圖8可知,隨焊合角的增加,模芯最大偏移量先減小然后趨于平緩,而擠壓力呈單調增加趨勢。隨著焊合角的增加,分流橋斜面高度H減小,使得擠壓時摩擦面增大,且焊合室內金屬徑向流動趨勢增強,死區增大,導致擠壓力增加。上模高度(即分流橋高度)H1為50 mm時,在焊合角為15?的情況下,分流橋斜面高度H高達24.3 mm,約為分流橋高度的一半,使得擠壓過程中分流橋強度降低,導致模芯穩定性差。隨著焊合角的增加,分流橋斜面高度H減小,分流橋強度增加,從而使模芯穩定性增加,模芯最大偏移量減小。但當焊合角60?≤θ≤90?時,由于擠壓力增加較大而使得模芯的穩定性開始下降,模芯的最大偏移量又呈增加趨勢。
圖8表明,當焊合角為15?時,模芯偏移量為0.216 mm,由此引起的方管型材壁厚偏差大于±0.2 mm,不能滿足鋁型材國家標準要求(GB 5237.1?2004)。而當焊合角 θ≥30?時,模芯偏移量迅速下降到 0.1 mm以下,但當焊合角θ≥60?時,有較明顯的增加。同時根據前述分析可知,其死區也較大。綜合考慮焊合角對焊合室內死區大小、模芯的穩定性及擠壓力大小的影響,方形管雙孔擠壓模具合適的焊合角 θ為30?~45?。
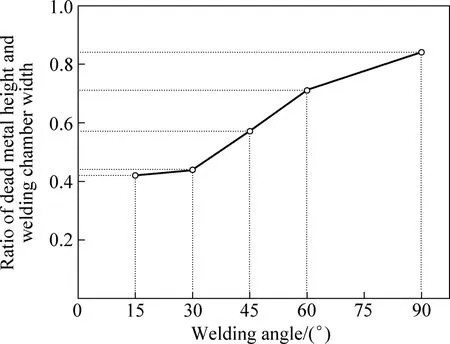
圖7 焊合角對死區占焊合室比例的影響Fig.7 Effect of welding angle on proportion of dead metal in welding chamber
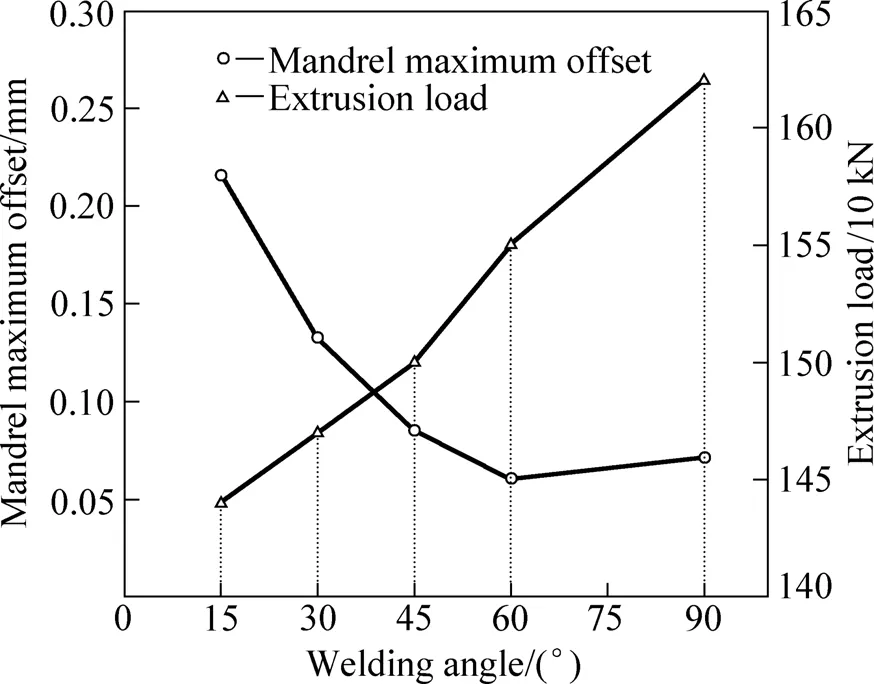
圖8 焊合角對模芯最大偏移量及擠壓力的影響Fig.8 Effects of welding angle on mandrel maximum offset and extrusion load
3 實驗驗證
為驗證模擬結果,以方管(L15 mm×t2 mm)為例,設計加工了焊合角為30?的雙孔分流模,并在650 t臥式擠壓機上進行擠壓實驗。擠壓工藝參數與計算中所用參數相同。
穩態擠壓時,金屬流動行為的實驗結果和模擬結果如圖9所示。截取如圖9(a)所示的擠壓實驗試樣,并對取樣平面A和B進行打磨拋光,采用25%的NaOH水溶液侵蝕2 min,試樣的低倍金相組織如圖9(b)和(d)所示。其中,將晶粒未發生明顯變形的區域視為死區。有限元模擬的金屬流速分布如圖(c)和(e)所示。對比模擬結果和實驗結果可知,兩者在金屬流動景象、死區位置和形狀等方面基本吻合,表明本研究所建立的幾何模型、邊界條件的處理、模擬結果等較為合理,對分流模結構設計及優化具有參考意義。
4 結論
1) 焊合面的平均靜水壓力、分流橋底部的等效應力及模芯最大偏移量隨焊合室深度的增加而增加,當焊合室深度由7 mm增加到19 mm時,焊合面上平均靜水壓力由97 MPa增加到331 MPa,模芯最大偏移量由0.008 mm增加到 0.264 mm,增加了33倍,而分流橋底部最大等效應力由781 MPa增加到1 270 MPa。綜合考慮焊合質量、模具應力集中及型材尺寸精度等因素,方形管雙孔擠壓模具的合理的焊合室深度為10~16 mm。
2) 隨著焊合角的增加,焊合室內死區體積及擠壓力均逐漸增加,而模芯最大偏移量呈減小趨勢。綜合考慮焊合角對擠壓過程死區大小、模芯的穩定性及擠壓力大小的影響,對于方形管雙孔擠壓模具合適的焊合角為30?~45?。

圖9 金屬流動景象的實驗結果和模擬結果對比Fig.9 Comparison of simulation and experimental results of metal flowing patterns: (a) Sampling positions; (b) Metal flow patterns of profile A (experimental results); (c) Metal flow patterns of profile A (simulation results); (d) Metal flow patterns of profile B(experimental results); (e) Metal flow patterns of profile B (simulation results)
3) 對焊合室內金屬流動行為進行了實驗驗證,實驗和模擬結果在金屬流動景象、死區位置和形狀等方面吻合較好。
REFERENCES
[1] MURAKAMI S. Adoption of aluminum extrusion and its technology[J]. Journal of the Japan Society for Technology of Plasticity, 2008, 49(567): 25?30.(in Japanese)
[2] CHANDA T, ZHOU J, KOWALSKI L.3D FEM simulation of the thermal events during AA6061 aluminum extrusion[J].Scripta Materialia, 1999, 41(2): 195?202.
[3] YANG D Y, PARK K, KANG Y S. Integrated finite element simulation for the hot extrusion of complicated Al alloy profile[J]. Journal of Materials Processing Technology, 2001,111(1/3): 25?30.
[4] JO H H, LEE S K, JUNG S C. A non-steady state FE analysis of Al tubes hot extrusion by a porthole die[J]. Journal of Materials Processing Technology, 2006, 173(2): 223?231.
[5] YANG D Y, KIM K J. Design of processes and products through simulation of three-dimensional extrusion[J]. Journal of Materials Processing Technology, 2007, 191(1/3): 2?6.
[6] 邸利青, 張士宏. 分流組合模擠壓過程數值模擬及模具優化設計[J]. 塑性工程學報, 2009, 16(2): 123?127.DI Li-qing, ZHANG Shi-hong. Porthole die extrusion process numerical simulation and optimal die design[J]. Journal of Plasticity Engineering, 2009, 16(2): 123?127.
[7] JUNG M L, BYUNG M K, CHUNG G K. Effects of chamber shapes of porthole die on elastic deformation and extrusion process in condenser tube extrusion[J]. Materials and Design,2005, 26(4): 327?336.
[8] LI L, ZHANG H, ZHOU J. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials and Design, 2008, 29(6): 1190?1198.
[9] JO H H, LEE S K, LEE S B. Prediction of welding pressure in the non-steady state porthole die extrusion of Al7003 tubes[J].International Journal of Machine Tools and Manufacture, 2002,42(6): 753?759.
[10] DONATI L, TOMESANI L. The prediction of seam welds quality in aluminum extrusion[J]. Journal of Materials Processing Technology, 2004, 153: 366?373.
[11] 謝建新, 黃東男, 李靜媛, 張志豪. 一種空心型材分流模擠壓焊合過程數值模擬技術: CN 101604350A[P]. 2009?12 ?16.XIE Jian-xin, HUANG Dong-nan, LI Jing-yuan, ZHANG Zhi-hao. A numerical simulation technology for hollow profile extrusion by porthole die: CN 101604350A[P]. 2009?12?16.
[12] 黃東男, 李靜媛, 張志豪, 謝建新. 方形管分流模雙孔擠壓過程中金屬的流動行為[J]. 中國有色金屬學報, 2010, 20(3):487?495.HUANG Dong-nan, LI Jing-yuan, ZHANG Zhi-hao, XIE Jian-xin. The metal flowing behaviors during the diplopore extrusion of square tube by a porthole die[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 488?495.
[13] 謝建新, 劉靜安. 金屬擠壓理論與技術[M]. 北京: 冶金工業出版社, 2001.XIE Jian-xin, LIU Jing-an. Theory and technology for metal extrusion[M]. Beijing: Metallurgical Industry Press, 2001.
[14] 程 磊, 謝水生, 黃國杰, 和優鋒. 焊合室高度對分流組合模擠壓成形過程的影響[J]. 稀有金屬, 2008, 32(4): 442?446.CHEN Lei, XIE Shui-sheng, HUANG Guo-jie, HE You-feng.Effects of height of welding chamber heights on extrusion forming process of porthole die[J]. Chinese Journal of Rare Metals, 2008, 32(4): 442?447.
[15] 熊惟皓, 周 理. 中國模具工程大典(第 2卷)[M]. 北京: 電子工業出版社, 2007.XIONG Wei-hao, ZHOU Li. China die and mould engineering canon(Volume 2)[M]. Beijing: Electronics Industry Press, 2007.
(編輯 何學鋒)
Influences of welding chamber depth and welding angle on forming quality of extrusion of square tube by porthole die
HUANG Dong-nan1,2, ZHANG Zhi-hao1, LI Jing-yuan1, XIE Jian-xin1
(1. Advanced Materials and Technologies Institute, University of Science and Technology Beijing, Beijing 100083, China;(2. School of Materials Science and Engineering, Inner Mongolia University of Technology, Hohhat 010051, China)
TG379
A
1004-0609(2010)05-0954-07
國家重點基礎研究發展計劃資助項目(2007CB613703);材料成形與模具技術國家重點實驗室開放課題研究基金資助項目(09-01)
2009-10-29;
2010-04-15
謝建新,教授,博士;電話:010-62332254;E-mail:jxxie@mater.ustb.edu.cn
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57