一種龍門加工中心的成功改造
2010-09-29 12:18:02夏向陽李旭華
制造技術與機床 2010年11期
夏向陽 張 輝 李旭華 周 凱
(江蘇新瑞機床有限公司,江蘇常州 213166)
1 問題的提出
筆者公司已出廠多年的一臺TH42160C-300龍門加工中心,由于客戶加工的對象與剛購買時相比發生了變化,客戶準備接一批零件加工,該零件工藝需要機床具備深孔鉆削和主軸轉速4 000 r/min功能,而這臺設備是一款適合低速大扭距切削的機床,強力切削是這臺設備的強項,設計時未能兼顧到主軸開高速。為了能夠接下這批大定單,客戶單位的設備維護人員找到了我們,希望我們能對這臺機床進行有償的改造以便能夠順利接下這批大定單。
2 問題的分析和解決
為使客戶能夠順利接下這批大定單,我們在最短時間內用最佳的整改方案使這臺機床滿足了以下要求:(1)深孔鉆功能;(2)機床主軸轉速由目前的2 000 r/min提高到4 000 r/min。
深孔鉆機床必需具備以下4個條件:(1)機床的主軸徑向跳動和軸向竄動≤0.008 mm;(2)進給軸具備無級調速功能;(3)具備足夠壓力(壓力達到1~10 MP)、流量(流量達到50~150 L/min)和潔凈度(懸浮顆粒最大線長度不大于80!m)的冷卻液系統;(4)機床具備主軸中心出水功能。針對以上4個條件,下面結合這臺機床的實際情況逐條分析整改。
對于深孔鉆機床必需具備的條件(1),這臺機床出廠合格證指標為主軸徑向跳動≤0.007 mm、軸向竄動≤0.005 mm均滿足要求,現場打表測量主軸徑向跳動0.003 mm、軸向竄動0.002 mm也均滿足要求,此項無需整改。
對于深孔鉆機床必需具備的條件(2),這臺機床X、Y、Z三個進給軸全部為數控無級變速,也滿足要求,此項也無需整改。
對于深孔鉆機床必需具備的條件(3),這臺機床出廠時并不具備,需要重點改進。這臺機床采用的冷卻泵為QLY4.8-7.5×10多級泵 ,該泵的工作壓力為0.75 MP、工作流量為80 L/min,流量已滿足要求,工作壓力太小。我們的改進措施是:保留這只多級泵作為刀具外冷時的專用冷卻泵,在水箱上增補一只高壓泵TFS364/6.0(11 kW 1PH55 50 Hz)作為深孔加工時的專用冷卻泵,該泵的工作壓力為6 MPa、流量73 L/min,能夠滿足深孔鉆的壓力和流量需求;為了滿足深孔鉆冷卻液潔凈度要求,在原來的凈水箱上加裝紙帶過濾器和磁性分離器,改裝后的冷卻液過濾精度可以達到60!m以內,冷卻液潔凈度滿足要求。
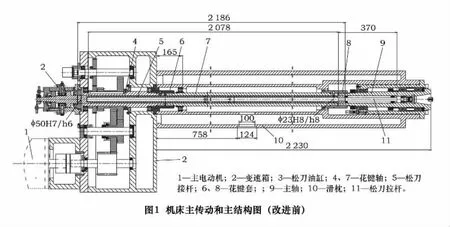
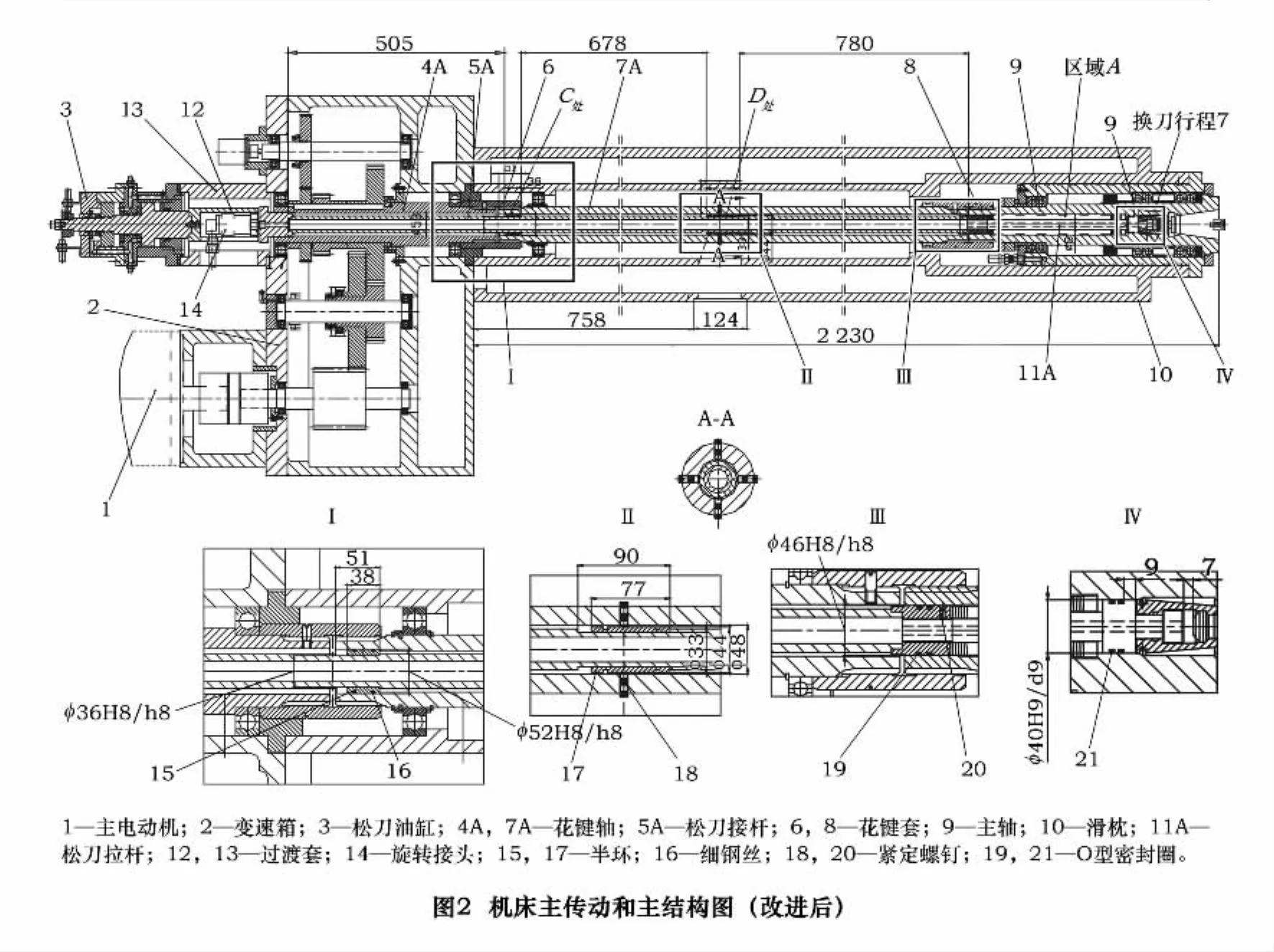
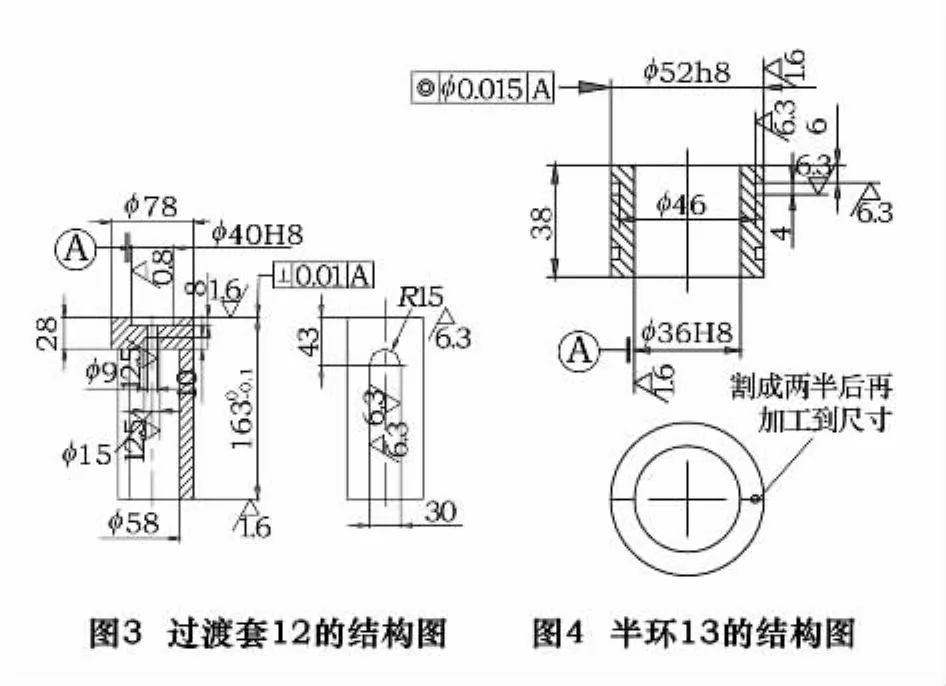
對于深孔鉆機床必需具備的條件(4),這臺機床出廠時不具備,也需要重點改進。改進前的機床主傳動和主軸結構見圖1,改進后的機床主傳動和主軸結構見圖2。改進的具體措施為:松刀接桿5需經補充加工(包括焊接)變成圖2所示的松刀接桿5A,上端面中心加工M16×1.5 mm(左旋)螺紋以便安裝旋轉接頭14,松刀接桿5A的下端導向部分Φ46h6處要加工兩道密封圈槽以便安裝兩只O型密封圈19,此處之所以選用左旋螺紋,是因為機床主軸以順時針旋轉為主,主軸旋轉時由于摩擦力作用松刀接桿5A也一起順時針旋轉,左旋螺紋旋轉接頭有使螺紋擰緊趨勢,不會導致旋轉接頭松脫;為了讓開旋轉接頭空間位置,增補了過渡套13和過渡套12,過渡套12的側面開槽(圖3)以便在旋轉接頭上端安裝直角接頭;松刀拉桿11需經補充加工變成圖2所示的松刀拉桿11A,松刀拉桿11A中心加工有φ8 mm的通孔以便冷卻液通過。在松刀拉桿11A Φ40d9導向部分加工兩道密封圈槽以便安裝兩只O型密封圈21。要注意圖2所示此處密封圈槽的定位尺寸9 mm必須保證(大于9 mm也可以,不能比9 mm小),因為主軸松刀的行程是7 mm,尺寸大于等于9 mm可以防止O型密封圈21進入主軸9內孔Φ40H7的臺階區域,避免O型密封圈21被刮傷破損失去密封效果;冷卻系統的高壓冷卻液經過旋轉接頭14進入到松刀接桿5A的內腔和松刀拉桿11A的φ8 mm的內孔,從而進入深孔鉆刀具。這里松刀接桿5A和松刀拉桿11A是通過螺紋聯接并用緊定螺釘20防松。螺紋聯接是有間隙的,而冷卻液的壓力很高,它必然會通過間隙進入圖2所示的區域A。為了防止冷卻液進一步通過松刀接桿5A和主軸9之間的間隙(Φ46H7/h6處)以及松刀拉桿11A和主軸9之間的間隙(Φ40H9/d9處)進入主軸軸承和主軸錐孔(一旦進到主軸軸承和主軸錐孔,對其的破壞將是不可逆轉的),因此加裝了兩只O型密封圈19和兩只O型密封圈21,這四只O型密封圈構成了圖2所示的封閉區域A。這里,密封圈19、21都用2只,是為了提高密封的安全系數。至此機床已經具備了安全、可靠的主軸中心出水功能,機床的深孔鉆功能已經完全符合要求。
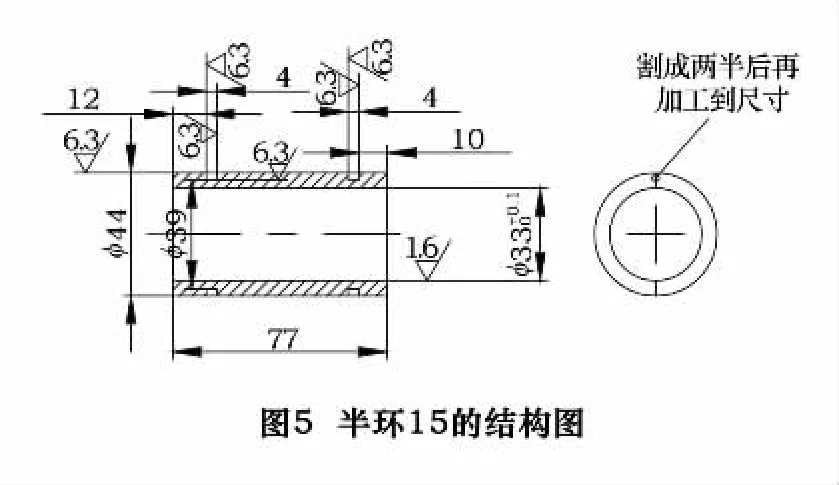
為了使機床的現有主軸轉速2 000 r/min提高到4 000 r/min,我們先來分析一下原來機床的主傳動和主軸結構。如圖1所示,機床的主傳動是這樣的,主電動機1經過變速箱2將扭距傳遞到花鍵軸4上,花鍵軸4和花鍵軸7通過花鍵套6聯接,花鍵軸7和主軸9通過花鍵套8聯接,通過這些花鍵軸和花鍵套把扭距傳遞到主軸上;主軸的松刀由松刀油缸3、松刀接桿5、松刀拉桿11來實現。松刀時松刀油缸3的活塞向右進給壓緊松刀接桿5和與之相連的松刀拉桿11,從而頂開松刀拉桿11右端的彈簧卡爪,松刀成功。刀具的拉緊是靠碟形彈簧實現的。該機床主軸開高速的瓶頸是在于松刀接桿5,松刀接桿5是個典型的超細長軸(長徑比L/D=2 186/40=55),該軸為兩點支撐,中間2 078范圍內并無支撐,主軸旋轉時,由于兩端配合處的摩擦力帶動松刀接桿5旋轉,但由于軸太長、太細中間又無支撐,旋轉時產生劇烈抖動,并產生振動噪聲,甚至引起主軸共振影響機床加工精度。在客戶現場將松刀接桿5抽出后再開高速,主軸轉速達5 000 r/min機床各項指標均正常,證明問題是出在松刀接桿5上。解決這一問題比較可靠的方法是將改松刀油缸結構后下移至主軸9的正上方,取消松刀接桿5,這種方案是可靠的,但是改動比較大,松刀油缸需重新設計生產,機床主軸需從機床上拆下補充加工以便安裝松刀油缸,改動周期長、改動成本高,這對于已在客戶處投入使用的機床來說是不可行的,客戶難以接受。此方法對新設計的機床來說是最佳方案,但用在機床改造上并不可取。為此我們選擇了更快捷、更簡單實用、改動的零件較少的下述方案來解決這一難題。如圖2所示在松刀接桿5中間的C處和D處再加兩檔支撐點,使其變成4點支撐,支撐跨距為505 mm、678 mm、780 mm,這樣它的支撐剛性得到成倍提升。這里之所以把D處支撐放在圖2所示的位置,是因為滑枕此處正好有一個124 mm×80 mm的工藝方孔,此孔可以作為8只緊定螺釘18的安裝調節孔,滑枕不必再拆下補充加工,可以節約改造時間和費用。具體的改進如下:松刀接桿5A在C處加工出Φ36h8長51 mm的圓柱面,在D處加工出φ33mm長90 mm的圓柱面,花鍵軸7A的左端面加工出Φ52H8長51 mm的內孔,在D處圓周上均布加工出M8 mm的螺紋孔;花鍵軸4A的內孔要加工至φ53mm以便半環15順利通過;在C處增補兩個半環15(圖4),半環的內孔Φ36H8與松刀接桿5A的Φ36h8的圓柱面配合,半環的Φ52h8的圓柱面與花鍵軸7A的Φ52H8的內孔配合,在半環的圓柱面上的兩道凹槽處分別用兩根細鋼絲16把兩個半環15固定到松刀接桿5A上,安裝時兩者一體裝入花鍵軸4A和7A中。這里之所以把松刀接桿5A的Φ36h8圓柱面的長度定為51 mm(比半環長51-38=13 mm)是為了給松刀接桿5A預留松刀空間,以保證松刀接桿5A可以在松刀行程7 mm范圍內在半環內上下運動自如;在D處增補2個半環17和8只緊定螺釘18,2個半環17按照圖5所示加工到位后,拼裝到松刀接桿5A的φ33mm長90 mm的圓柱面上,在半環的圓柱面上的兩道凹槽處分別用兩根細鋼絲把兩個半環固定住,然后在半環的兩側縫隙處進行點焊使兩個半環變成一個環套,每側安排4個焊點。這里不能也不必滿焊,因為滿焊后環套收縮劇烈,會導致環套抱死在松刀接桿5A上,致使主軸不能松刀。這里之所以把松刀接桿5A的φ33mm圓柱面的長度定為90 mm(比環套長90-77=13 mm)是為了給松刀接桿預留松刀空間,以保證松刀接桿可以在松刀行程7mm范圍內在環套內上下運動自如。此處的8只緊定螺釘圓周均布在花鍵軸7A的四周(如圖2的A-A剖示),里面的4只緊定螺釘從四周均勻頂緊環套17,環套17內孔與松刀接桿5A外圓配合,外面的4只緊定螺釘起鎖緊防松作用。至此主軸升速改造完成。
3 結語
改造完成后首先對主軸開4 500 r/min進行3 h的空運轉實驗,從聽覺和觸覺判斷振動消除,噪聲消失,期間用振動檢測儀和溫升檢測儀進行測量,結果非常好,所有指標均滿足要求:(1)主軸溫度升至35℃達到平衡,溫升只有10℃遠遠小于30℃的指標;(2)振動速度為1.5 mm/s,小于1.8 mm/s的指標;(3)振動位移幅值為17$m小于25$m的指標。從以上結果判斷主軸高速改造是非常成功的。為了檢測機床的深孔鉆功能,我們采用一批工件試加工的辦法,加工過程中,工件加工質量穩定、刀具磨損正常、深孔鉆冷卻效果很好、排屑順暢,實踐證明機床深孔鉆功能改造非常成功。
這臺機床的改造,我們想客戶所想、急客戶所急,因為改造方案簡單、可靠、快捷,為客戶節約了大量資金和時間。機床改造后很快投入生產,為客戶創造了大量的經濟效益,深受客戶好評,堪稱一次機床改造的成功范例。
[1]楊叔子.機械加工工藝師[M].北京:機械工業出版社,2001.