三坐標測量機對同軸度誤差測量方法的探索
2010-09-29 12:18:02王文書
制造技術(shù)與機床 2010年11期
關(guān)鍵詞:測量
王文書
(海德堡印刷設(shè)備(上海)有限公司質(zhì)量部,上海 201700)
同軸度檢測是我們在測量工作中經(jīng)常遇到的問題。實際使用三坐標測量機測量同軸度工作中,由于測量方法不當,有時會出現(xiàn)測量結(jié)果誤差大,重復性差的現(xiàn)象。
1 同軸度的定義
在國家標準中,軸線的同軸度公差的定義為“公差帶是直徑為φ!的圓柱面內(nèi)的區(qū)域,該圓柱面的軸線與基準軸線同軸”。它有以下3種控制要素:
(1)基準軸線的建立;
(2)被測物體軸線的建立;
(3)考慮實際工作或裝配要求作變通處理。
2 建立合適的基準軸線
例如有兩個短圓柱,其中一個做基準圓柱,另一個做被測圓柱,在基準圓柱上測量兩個截面圓,其圓心連線作基準軸線。被測圓柱上也測量兩個截面圓,構(gòu)造一條直線,然后計算同軸度。
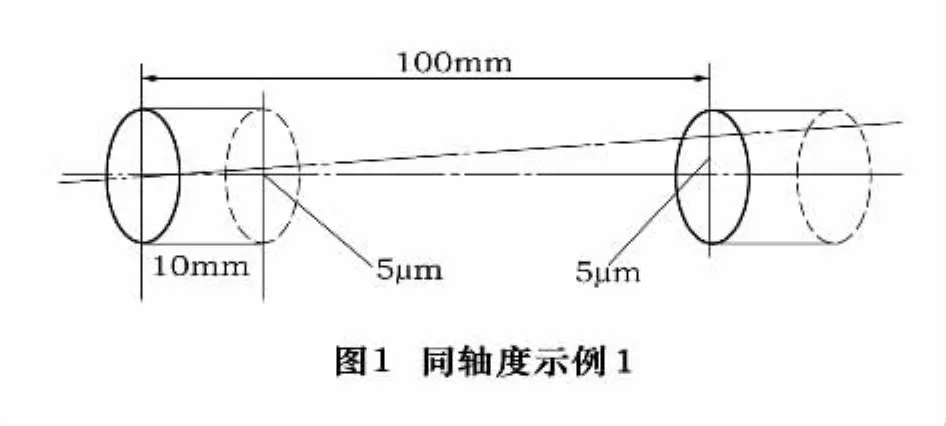
假設(shè)基準圓柱上兩個測量截面的距離很小(10 mm),基準圓柱第一截面與被檢圓柱第一截面的距離很大(100 mm),即此種檢測方案同軸度對采點的敏感系數(shù)很大,如果基準圓柱第二截面圓的圓心位置有5!m的測量誤差,則測量軸線到達被檢截面時已偏離了5×100/10=50!m,此時即使被檢軸線與基準軸線完全同軸,同軸度誤差(等于誤差圓柱的直徑)的測量結(jié)果也會有2×50=100!m的誤差,如圖1所示。敏感系數(shù)表示測量結(jié)果參量受初始測量元素影響的大小,對于同軸度測量,被測要素的測量誤差受基準誤差的影響較大。直接評價的結(jié)果之所以較大,是因為2個柱體相距比較遠,引入了延長誤差。
用以下幾種方法來減小或避免測量誤差。
2.1 增加基準截面間的距離
在測量基準元素時,若第一截面與第二截面間的距離加大,誤差將成正比減小。因此,測量時要有意識地拉開基準截面間的距離。若基準截面間的距離夠遠,同時基準與被檢截面相鄰,這個問題自然就解決了。
2.2 用公共軸線作為基準軸線
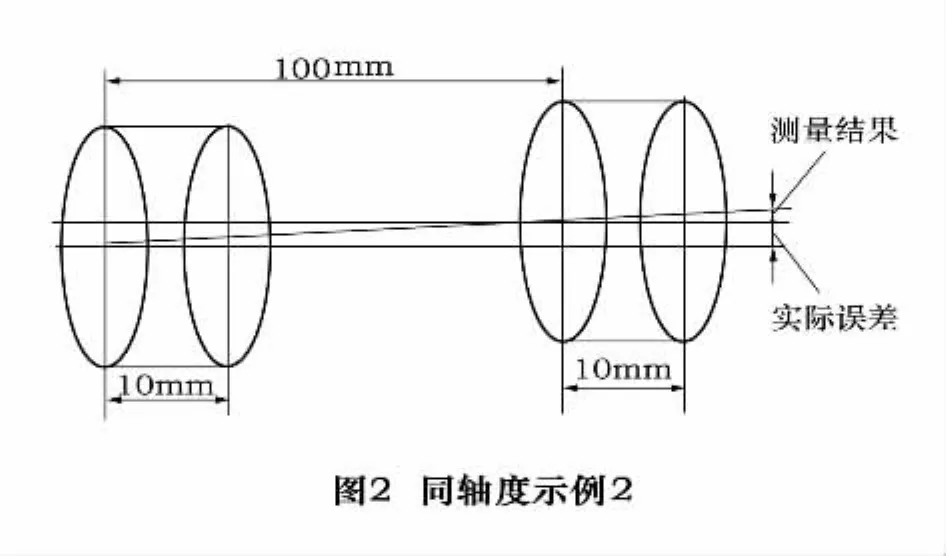
當基準圓柱與被測圓柱較短且距離較遠時,可以采用公共軸線作為基準軸線的方法,在基準圓柱和被測圓柱上測中間截面,取中截面連線作為基準軸線,然后分別計算基準圓柱和被測圓柱對基準軸線的同軸度,取其最大值作為該工件的同軸度誤差。當然,這樣誤差會減小(圖2)。畢竟基準長了,而且是兩者的結(jié)合,綜合考慮了兩個軸線的空間位置,減小了誤差值。其實,這種方法也是不恰當?shù)模滹L險在于縮小了實際可能比較大的誤差,將不合格的工件誤判為合格。
2.3 考慮實際工作或裝配要求作變通處理(求距法)
同軸度為被測元素與基準元素軸線間最大距離的2倍。即計算出被測元素和基準元素的最大距離ds后,乘以2即可。考慮工件的實際功能或裝配要求,可直接根據(jù)集合關(guān)系計算出被測要素與基準要素的最大距離,乘以2即為同軸度。計算最大距離時,應投影到一個平面上來計算,因此該平面與基準軸的垂直度應較好。
例如長軸短孔的處理:電動機機座前端和后端止口內(nèi)圓孔的同軸度要求(如圖3所示),以一端內(nèi)孔軸線為基準求另一端內(nèi)孔軸線與基準軸線的同軸度誤差。如果按照上述基準進行測量就會產(chǎn)生兩種相反的測量結(jié)果,且重復性很差,檢測數(shù)據(jù)不可靠。
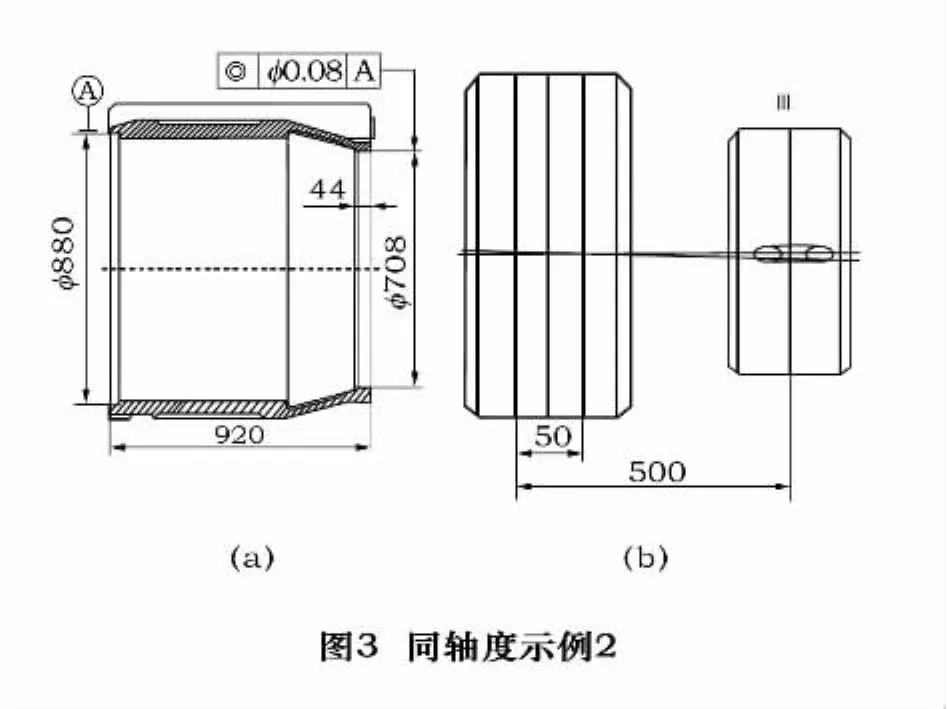
為了使利用三坐標測量機測得的數(shù)據(jù)符合原設(shè)計要求,設(shè)想利用孔的端面作為基準(抱軸箱有端面與孔的垂直度要求),將兩端短圓柱分成若干個截面圓進行測量,然后將截面圓投影到端面上即可得到所有截面圓的圓心的坐標位置。通過計算找出最大的圓心距r2=X2+Y2,則根據(jù)同軸度的定義,兩端孔的同軸度!f=2r。為利用孔的端面做為基準來檢測同軸度誤差的方法,均能達到滿意的測量效果。
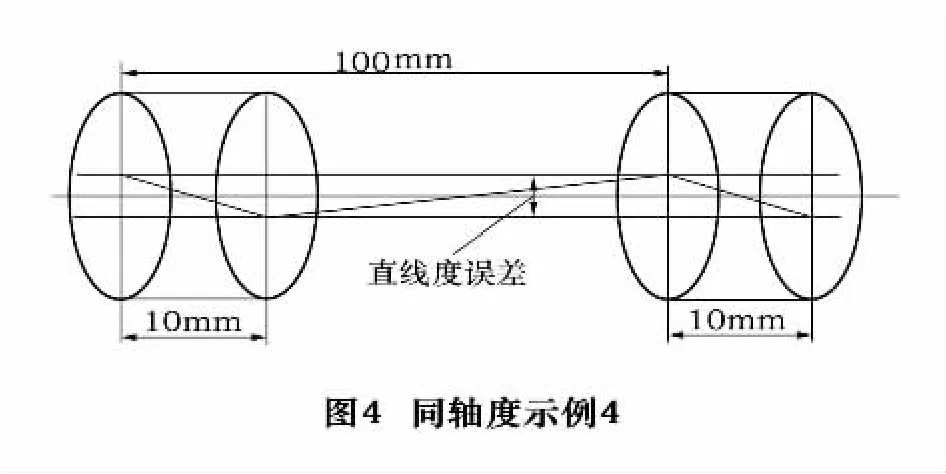
2.4 變通處理——改測同軸度為測直線度
在被測元素和基準元素上多采截面,然后用圓心構(gòu)造出一條3d直線,近似用直線度代替同軸度(直線度×2=同軸度),如圖4。資料證明當一個截面的點數(shù)超過80個以上時,點數(shù)的影響才可以忽略。當然,在實際的測量工作中不可能去采如此之多的點(雖然能夠做到),但增加截面數(shù)和點數(shù)將無疑逼近被測元素的實際形狀,無疑減小了測量的誤差。
對于被檢工件截面較短(短圓柱)的情況,可以采用變通的方法,改測同軸度為測直線度。因為這種情況下軸的傾斜對裝配影響很小,而軸心偏移對裝配影響較大。軸心偏移的測量,實際就是測量軸心連線的直線度。具體實現(xiàn)方法是:分別在兩個小圓柱上測n個截面圓,然后選擇幾個圓,建立一條直線,這條直線的直線度就可顯示出來。這種方法圓柱越短,效果越好。用一只綜合量規(guī)來驗證這種方法的正確性。
2.5 變通處理-改測同軸度為位置度
考慮加工工藝,可將測得的基準要素圓心置于原點,再測量被測要素,通過其圓心的坐標偏差來判斷其同軸度(如圖5)。該方法要求工件的基準面精度較高,且被測要素只能是圓。此外,用多個(4個以上)截圓建立被測要素和基準要素軸線,也可有效減小測量誤差。
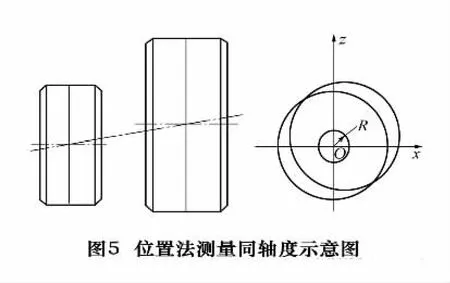
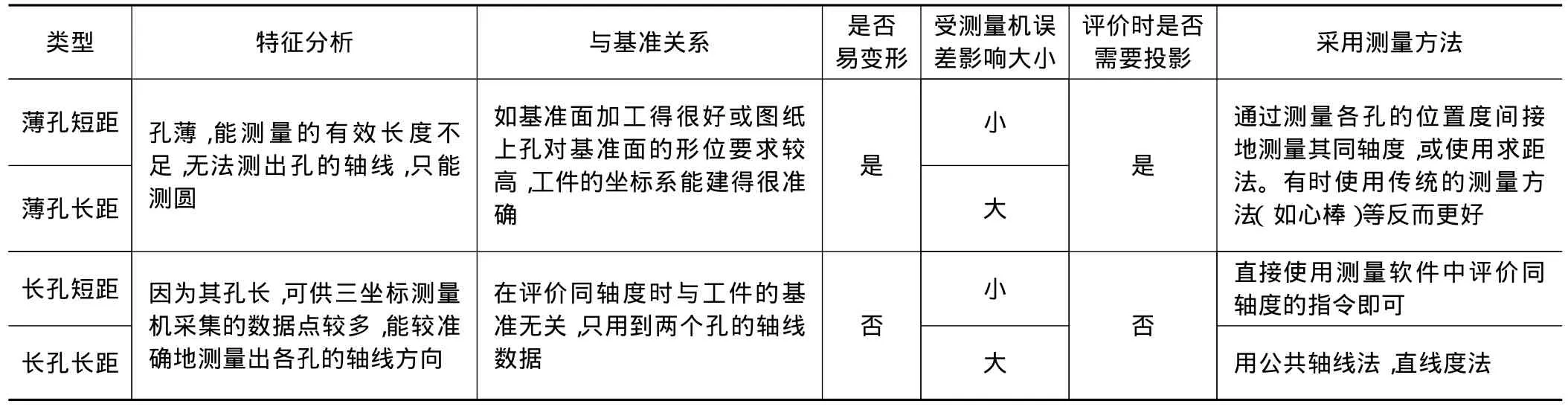
表1
2.6 變通處理-改測同軸度為測圓柱度和直徑
將兩個圓柱作為一個圓柱(如果兩個基準的直徑要求一樣)來測量,評價其圓柱度大小及直徑大小。因為圓柱度綜合反映了軸線、素線直線度和截面圓度的情況。如果圓柱度公差小于同軸度公差的一半,尺寸滿足要求,則認為同軸度合格。
3 根據(jù)加工方法選擇同軸度測量方法
(1)被測孔(軸)和基準孔(軸)為1刀加工完成時,可以建立公共軸線(那么建立公共軸線的2個圓就要盡量靠近兩端,這樣擬合的軸線就會最大包容這個柱體);然后被評價的圓柱與擬合的公共軸線進行評價。
(2)如果不是1刀加工完成的,則需要將坐標系建在基準圓投影在端面上的位置。然后測量被評價柱體的多個截面。求這些截面在該工作平面內(nèi)的最大偏差。然后將此數(shù)值乘以2即為最終的同軸度偏差。
(3)在檢測同軸度時,有時測量超差的原因并非檢測方法不對,而是由其它原因如碰桿、表面缺陷、表面粗糙度、圓度、油污、夾具變形、擺放不正等原因引起,應作具體分析及相應處理。
4 工件分類
在測量中我們將同軸度的測量情況分為以下四種情況:(1)薄孔短距;(2)薄孔長距;(3)長孔短距;(4)長孔長距。并制定了以工件類型分類的對策表(表1)。
注意事項:
(1)如果采集的點數(shù)太少,就不能很全面地反映被測圓柱的實際特征(即直徑、方向矢量、圓柱度誤差等),從而,以此建立的基準將與實際要素的理想軸線有偏離,從而導致被測元素的同軸度誤差增大。
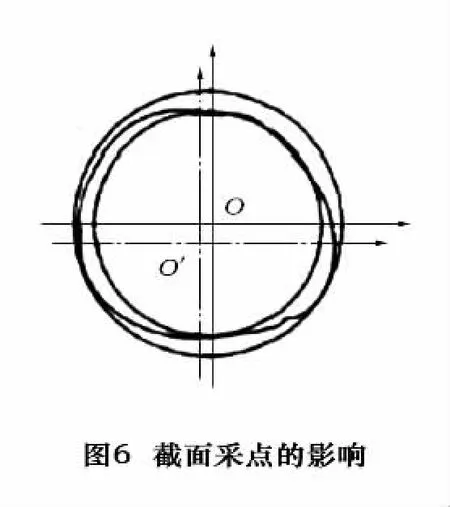
(2)其次,當基準元素的形狀誤差即圓柱度誤差較大時,將產(chǎn)生很大的影響。一方面由于采集的點數(shù)有限,如果圓柱度誤差大,則意味著每增加一個點,計算機計算生成的圓柱軸線方向矢量將與前者產(chǎn)生大的偏離,由此再去測量被測元素的同軸度也將產(chǎn)生很大的偏差。如圖6所示,為一個截面的采點情況,假設(shè)原來沿坐標方向均勻采四個點,形成如圖所示的圓心O,當增加左下方45°方向的兩個點時,圓心將可能向左下方移動到O′,從而使軸線產(chǎn)生偏移。
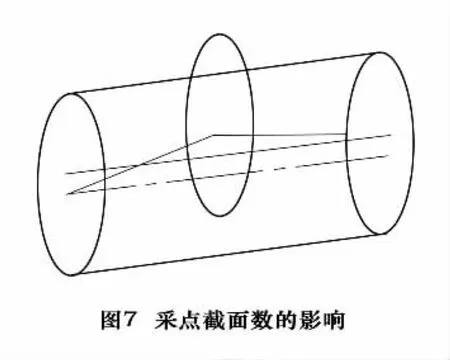
(3)再者,截面數(shù)太少也會影響方向矢量。一個圓柱如果只采集兩端的兩個截面,則不能反映中間截面的情況,從而使得軸線產(chǎn)生較大的偏離。如圖7所示,如果只采集兩端面的兩個截面,則軸線為虛線方向,如果增加一個中間截面,則軸線為實線方向。事實上,如果截面越多,將越逼近理想位置。當然,在實際測量中,不可能測量很多截面,而且中間截面很難測到。另外,由于加工的問題,也會出現(xiàn)很多意想不到的情況。
5 結(jié)語
用三坐標測量機測量同軸度的方法較多,實際測量時一定要根據(jù)被測工件的具體特征,合理選用測量方法。在檢測過程中,應盡量避免各種因素的干擾。對于測量結(jié)果,應進行工藝或產(chǎn)品分析,有條件的話還可以用通用檢測方法或裝配方法對測量結(jié)果進行驗證,以給出正確、真實的同軸度評價報告,避免發(fā)生誤判而給生產(chǎn)造成損失。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00