管板堆焊的焊接工藝研究
2010-09-26 00:33:10王恒祥
河南化工 2010年9期
王恒祥
(洛陽隆惠石化工程有限公司,河南洛陽 471012)
管板堆焊的焊接工藝研究
王恒祥
(洛陽隆惠石化工程有限公司,河南洛陽 471012)
介紹了管板堆焊時的工藝特點,進行了可焊性分析,敘述了堆焊過程中遇到的問題;并介紹了成功的堆焊工藝,認為只要認真分析焊接條件和工況,采取合理的工藝措施,就可以得到優質的焊接接頭。
堆焊;稀釋;金相組織;組織圖;低塑性帶;遷移擴散;熱應力
本文對珠光體鋼和奧氏體鋼的焊接性進行了論述,通過工藝分析說明在進行堆焊焊接時,只要根據構件的使用條件和工件實際情況進行分析,制定合理的焊接工藝,就可以保證焊接質量。
1 珠光體鋼和奧氏體鋼焊接中的問題
珠光體鋼的碳當量一般較低,它的焊接性較好。奧氏體鋼中鉻、鎳元素含量較高,焊縫中容易產生晶間腐蝕和熱裂紋。珠光體鋼和奧氏體鋼焊接時一般都采用奧氏體金屬填充材料,在焊接過程中,容易產生焊縫金屬稀釋、焊縫的金相組織不均勻、熔合區塑性降低、碳遷移擴散、熱應力影響等問題。
1.1 焊縫金屬的稀釋
1.1.1 焊縫金屬的稀釋
珠光體鋼相對于奧氏體金屬填充材料來說,合金元素含量少,因此它們對焊縫金屬化學成分有一定的稀釋作用,而焊縫金屬的成分是由填充金屬與母材的成分及熔合比確定的,稀釋會導致焊縫金屬中奧氏體形成元素減少,使焊縫中出現脆性的馬氏體組織而降低焊接接頭的質量,嚴重時甚至可能出現裂紋。熔合比是反映焊縫金屬稀釋程度的一個重要參數。常見的幾種熔合比如表1所示。
1.1.2 焊縫化學成分的計算
由于焊縫金屬的稀釋作用,我們可以預先評估焊縫金屬的化學成分,根據Schaffler組織圖確定焊縫金屬的金相組織,保證得到優質的焊接接頭。對于常見的幾種典型的焊接接頭,我們可以根據下列公式估算焊縫中合金元素的含量。
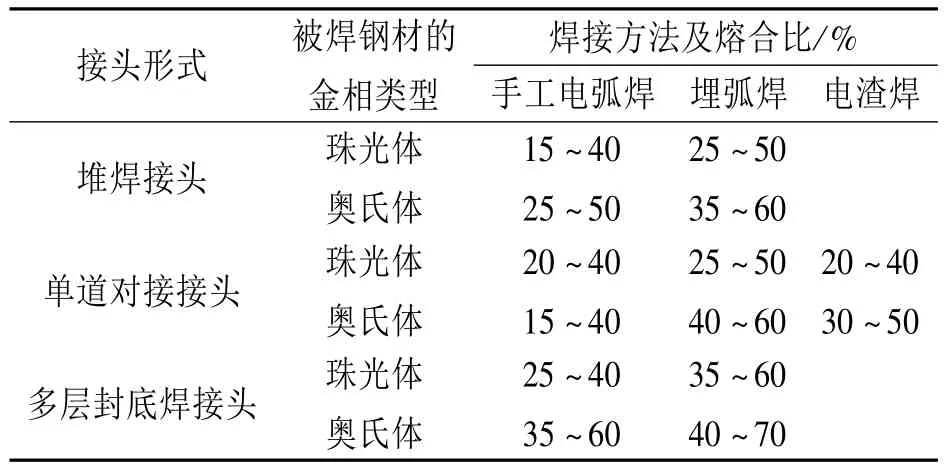
表1 珠光體鋼與奧氏體鋼熔合比與接頭形式、焊接方法的關系
①堆焊焊縫(見圖1)。
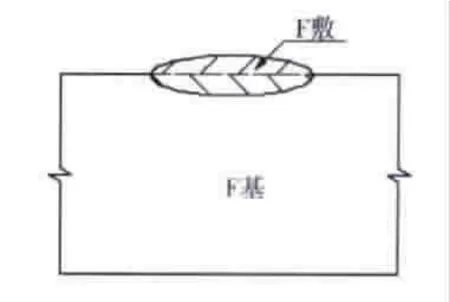
圖1 堆焊焊縫

②單層對接焊縫和對接接頭根部焊縫及多層焊縫(見下頁圖2)。
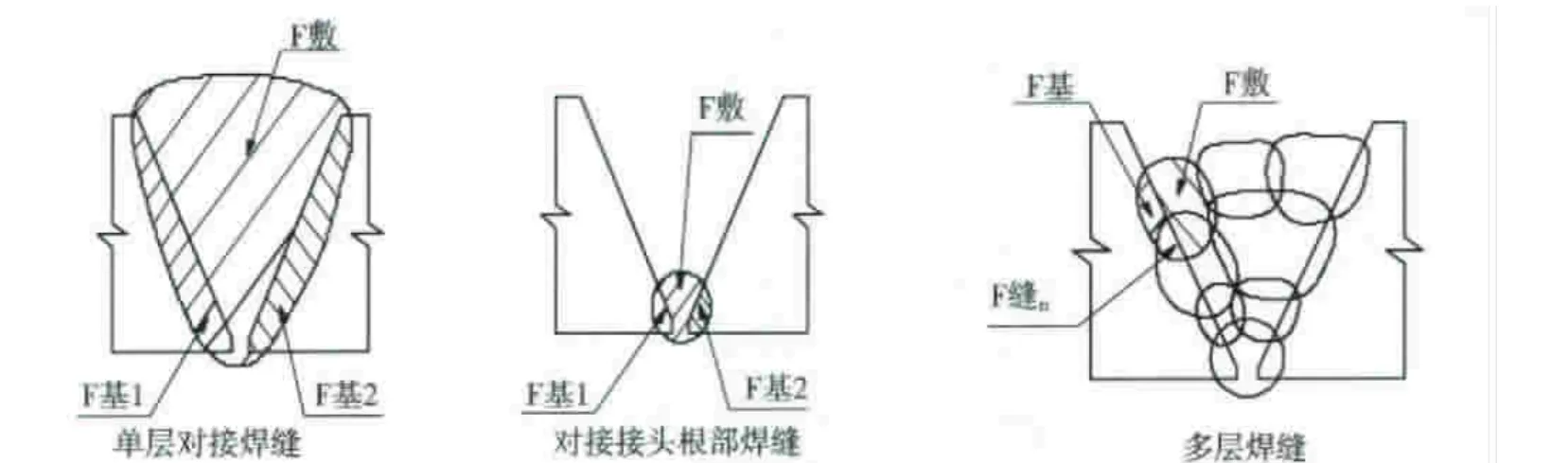
圖2 單層對接焊縫

式中:X基1、X基2,被焊金屬中元素的含量;k,坡口一邊與另一邊的熔合比,k=F基1/F基2。

式中:X縫n+1,n+1層中合金元素的含量;X縫n,n層中合金元素的含量。
1.2 焊縫金相組織的不均勻性
由于珠光體鋼和奧氏體鋼焊接時采用奧氏體填充金屬,我們可借助Schaffler組織圖對焊縫金相組織進行預先估計。用奧307焊條焊接低碳鋼與1Cr18Ni9Ti為例,A307熔敷金屬的化學成分見表2,金相組織分析見圖3。

表2 A307的化學成分 %
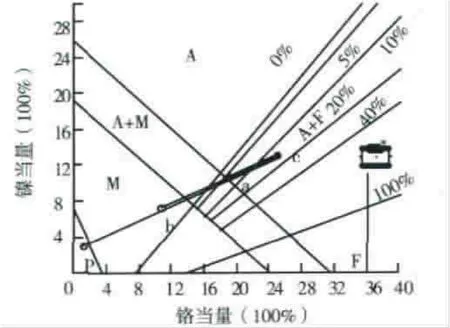
圖3 Schaffler組織圖
圖3中,低碳鋼(P點)的熔合比為50%,奧氏體鋼1Cr18Ni9Ti(a點)的熔合比為60%,基體金屬熔化、攪拌后的成分在b點,A307的成分為c點,bc上粗線段為根部焊縫的成分和組織狀態。從上面的分析,我們不難看出,焊縫的組織狀態是在粗線段的區域內,其金相組織是處于變化狀態和不均勻的。
1.3 熔合區塑性降低
在進行珠光體鋼和奧氏體鋼焊接時,奧氏體焊縫靠近管板熔合線存在一個窄的低塑性帶,低塑性帶的化學成分和組織均不同于焊縫的其它部位,寬度一般為0.2~0.6 mm,位置在熔合區靠熔合線的邊緣,熔合區低塑性馬氏體組織的存在將明顯降低接頭的沖擊韌性。
低塑性帶的寬度與焊縫中含鎳量成反比,一般認為,焊縫中鎳含量低于5%~6%時,會出現馬氏體組織。所以我們在進行異種鋼焊接時,盡量選用高鉻、鎳元素含量的填充金屬,甚至選用純鎳基填充金屬,將低塑性帶的寬度降低到最少。
1.4 碳的遷移擴散
1.4.1 碳的遷移擴散
珠光體鋼和奧氏體鋼的焊接接頭,在焊后熱處理或高溫下使用時,由于含鉻量差別較大,在高溫條件下鉻作為強碳化物形成元素,促使珠光體鋼中的碳向奧氏體鋼中擴散遷移,結果在珠光體鋼側產生脫碳層導致軟化,而在相鄰的奧氏體鋼側產生增碳層導致硬化。溫度是影響碳遷移的重要因素,有關資料表明,在低于425℃的條件下,這種異質接頭的碳遷移擴散現象不十分明顯。
1.4.2 碳遷移擴散對高溫性能的影響
碳的遷移擴散對接頭的常溫和高溫瞬間強度的不良影響比較小,但對持久強度的影響較大,而且斷裂部位大部分發生在熔合線脫碳層上。隨著碳遷移擴散的發展,接頭在熔合區發生脆性斷裂的傾向增大。在高溫下長期運行時,在脫碳層還容易產生晶間腐蝕。
1.4.3 減少碳遷移擴散的措施
有關資料表明,焊縫金屬中含鉻量從0.6%增加到5%時,對珠光體鋼脫碳層寬度的影響較為顯著,進一步提高含鉻量,則影響比較小;當焊縫金屬中含鎳量提高到25%時,脫碳層寬度顯著減小,同時也減小了焊縫金屬中增碳層的寬度。
1.5 熱應力影響
奧氏體鋼的熱膨脹系數比珠光體鋼大30%~50%,導熱系數卻只有珠光體鋼的1/3。這兩種材質的焊接接頭,在焊后冷卻、熱處理及使用中,都會在熔合線產生熱應力。當這種異質接頭在周期性加熱和冷卻條件下工作,或在溫度變化較大的環境下工作時,接頭會承受較大的熱交變應力,在沿熔合線珠光體鋼一側就會產生熱疲勞裂紋,最終導致接頭失效。但當接頭工作在溫度穩定、開停頻率較低的工況下,熱應力的影響不明顯。
2 焊接工藝分析
為了掌握在珠光體鋼16MnR表面堆焊奧氏體鋼的焊接工藝,得到合理的工藝參數,我們對焊接失敗的管板焊接工藝進行了分析。
2.1 16MnR管板表面堆焊1Cr18Ni9Ti焊接工藝分析
16 MnR管板厚度為125 mm,堆焊層厚度為8 mm,接頭型式見圖4,焊接方法為埋弧自動焊接,填充金屬為H1Cr24Ni13、Φ4,化學成分見表3。
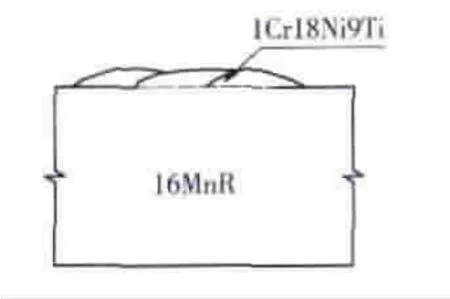
圖4 16MnR與1Cr18Ni9Ti焊接接頭型式

表3 化學成分表 %
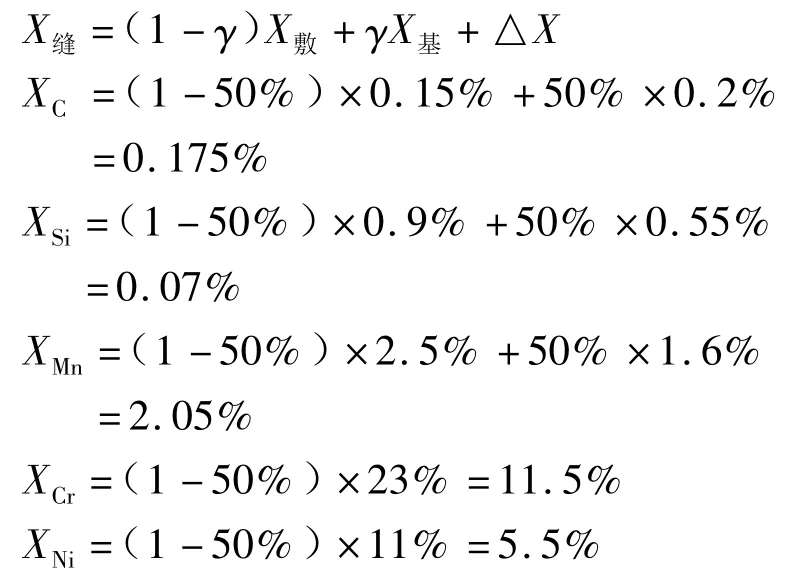
2.1.1 焊縫化學成分的計算
在堆焊焊縫的第一層焊道中,熔化的基體金屬約占35%,由于它們的導熱系數不同,它們之間的熔合比也不相同,16MnR約占50%,H1Cr24Ni13約占50%。根據公式(1)計算根部焊縫的化學成分。
焊縫的化學成分:
①焊接工藝參數(見表4)

表4 焊接工藝參數表
②相圖分析
通過計算,按熔合比30%計,底層焊縫的化學成分落在A+M區。
③工藝措施
在改進工藝的同時,我們又采取措施降低熱應力,將一次焊接的焊縫長度縮短,采取了短段、交叉方向的焊接措施,降低了焊接裂紋出現的幾率。
2.2 結論
16MnR采用A307采用焊條電弧焊工藝堆焊焊接,可以保證接頭質量。
根據焊縫的化學成分計算出鉻當量、鎳當量:
鉻當量=Cr+1.5Si+Mo+0.5Nb=11.605
鎳當量=Ni+30C+0.5Mn=11.775
根據Schaffler組織圖,可以看出,采用埋弧自動焊工藝時,底層焊縫組織落在M區,所以造成焊接失敗。
2.1.2 工藝試驗
為了改進焊接工藝,保證焊接接頭性能,我們對失敗的工藝進行了分析,認為主要是底層焊接時熔合比過大造成的,所以決定采用焊條電弧焊工藝。
3 結束語
進行珠光體鋼的奧氏體成分堆焊時,一定要對熔合比進行控制,降低珠光體鋼成分的熔入比例,提高焊縫組織中的Cr、Ni含量,要根據異種鋼焊接時熱應力比較大的情況,縮短一次焊接的焊縫長度,也可采用鎳含量大于25%的填充金屬(如A507),甚至采用純Ni基填充金屬,將熔合區的低塑性帶的寬度降低至最小,保證接頭的強度和抗裂性能。
TG44
B
1003-3467(2010)09-0051-03
2010-04-09
王恒祥(1966-),男,工程師,從事石油化工設備制造安裝,E-mail:zjylww@163.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
- 河南化工的其它文章
- 招聘信息
- 用氮氣吸附法研究二甲醚催化劑表面分形維數
- 黃腐酸基β-環糊精醚的合成
- 位阻胺超重力脫硫技術評述
- ——全體師生向玉樹災區人民奉獻愛心">傳承"五四"薪火 情暖玉樹同胞
——全體師生向玉樹災區人民奉獻愛心 - 逆風飛揚 “危”中取勝
——昊華駿化轉方式、調結構、促發展應對金融危機