變頻主軸數(shù)控機(jī)床刀具破損時(shí)的保護(hù)對策
2010-09-11 01:50:30李洪波
制造技術(shù)與機(jī)床 2010年4期
李洪波
(大連大森數(shù)控技術(shù)發(fā)展中心有限公司,遼寧 大連 116023)
變頻主軸數(shù)控機(jī)床刀具破損時(shí)的保護(hù)對策
李洪波
(大連大森數(shù)控技術(shù)發(fā)展中心有限公司,遼寧 大連 116023)
介紹了利用三菱M64數(shù)控系統(tǒng)的DDB功能,實(shí)現(xiàn)刀具破損時(shí)對機(jī)床的保護(hù)。
保護(hù)對策 變頻主軸 刀具破損 數(shù)控機(jī)床
在一些大型機(jī)床設(shè)備中,例如龍門銑床、落地鏜床等,主軸通常只作為旋轉(zhuǎn)切削功能使用,一般可以選用變頻主軸。而且,在功率選擇、轉(zhuǎn)速選擇和價(jià)格方面,變頻主軸比伺服主軸也有更大的優(yōu)勢。但是,由于變頻主軸采用模擬電壓控制,不能實(shí)現(xiàn)類似伺服主軸的串行實(shí)時(shí)電流和負(fù)載監(jiān)控,加工過程中刀具破損時(shí),如果不及時(shí)采取措施,會發(fā)生危險(xiǎn)。本文介紹一種解決上述問題的方法,并且在實(shí)際機(jī)床上得到了良好應(yīng)用。
1 保護(hù)功能的必要性分析
以大型龍門銑床為例,在使用鉆孔刀具進(jìn)行深孔加工時(shí),由于工件材料或刀具磨損等問題,有時(shí)會突發(fā)刀具損壞的情況。這時(shí),主軸仍在旋轉(zhuǎn),但刀具損壞部分無法正常切削,且Z軸仍在向下進(jìn)給,這時(shí)如果不立即采取保護(hù)措施,會損壞機(jī)床機(jī)械本體、工件或刀桿等,嚴(yán)重的更會危及人身安全。而類似突發(fā)事件,機(jī)床操作者往往也會反應(yīng)不及時(shí)。因此,如何在發(fā)生上述問題時(shí),讓數(shù)控系統(tǒng)及時(shí)檢測并采取相應(yīng)措施實(shí)行保護(hù),顯得非常重要。
經(jīng)過診斷分析發(fā)現(xiàn),雖然數(shù)控系統(tǒng)無法實(shí)時(shí)檢測和監(jiān)控變頻主軸的電流和負(fù)載情況,但是當(dāng)?shù)毒甙l(fā)生破損時(shí),由于不能正常切削,隨著Z軸的繼續(xù)進(jìn)給,Z軸的負(fù)載會越來越大,因此,可以通過對Z軸負(fù)載的檢測,實(shí)現(xiàn)刀具破損時(shí)對機(jī)床的保護(hù)功能。
2 保護(hù)功能的實(shí)現(xiàn)方法
三菱M64數(shù)控系統(tǒng)可以通過自帶的DDB功能,實(shí)現(xiàn)對各軸電流和負(fù)載的檢測和監(jiān)控。因此可以通過DDB功能,將Z軸電動(dòng)機(jī)的負(fù)載百分比數(shù)值讀出,然后與PLC常數(shù)中預(yù)先設(shè)定的負(fù)載極限值比較,當(dāng)Z軸電機(jī)的負(fù)載百分比數(shù)值大于設(shè)定的負(fù)載極限值時(shí),對系統(tǒng)實(shí)行進(jìn)給保持。考慮到Z軸在上升和下降過程中,其負(fù)載狀況可能不一樣,因此可以設(shè)定兩個(gè)負(fù)載極限參數(shù),分別對應(yīng)Z軸上升和下降過程。
圖1是實(shí)現(xiàn)Z軸電動(dòng)機(jī)負(fù)載檢測的梯形圖程序。
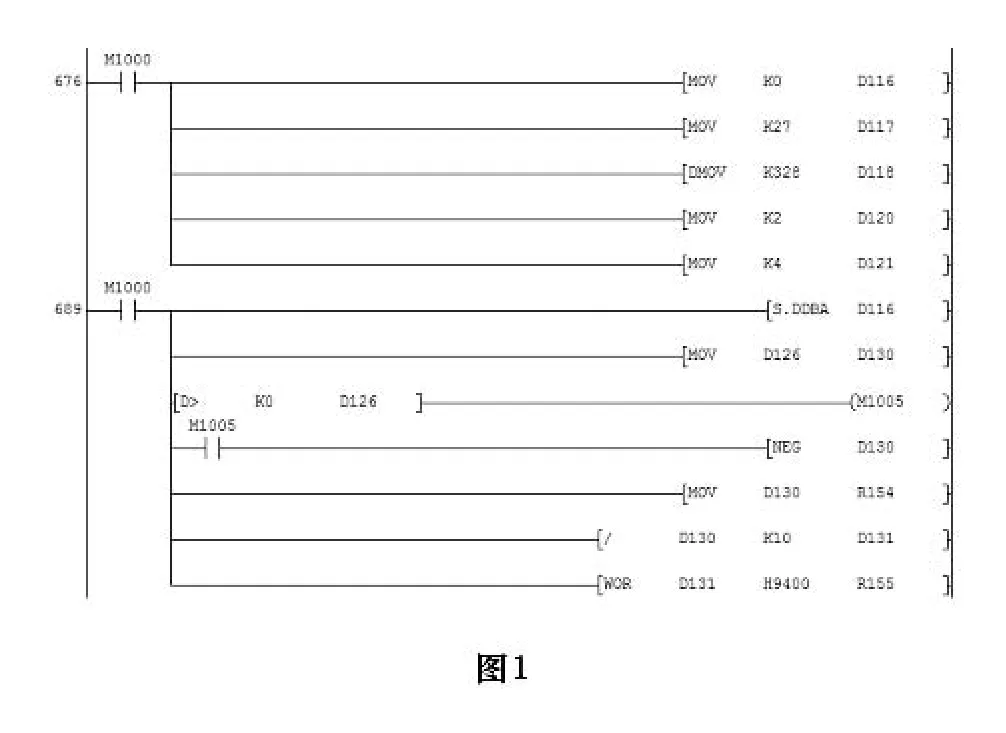
圖1為Z軸負(fù)載檢測部分。經(jīng)過PLC的轉(zhuǎn)化與運(yùn)算處理,得到D126為系統(tǒng)實(shí)時(shí)檢測到的Z軸負(fù)載值,當(dāng)Z軸正向運(yùn)動(dòng)時(shí),D126為正值,當(dāng)Z軸負(fù)向運(yùn)動(dòng)時(shí),D126為負(fù)值。因此,可通過將D126與在PLC常數(shù)中設(shè)定好的Z軸正、負(fù)向負(fù)載極限值進(jìn)行比較,然后實(shí)行相應(yīng)保護(hù)控制。具體見圖2。
圖2中,D126為負(fù)值(即Z軸負(fù)向運(yùn)動(dòng))時(shí),將D126的值送給D160,D126為正值(即Z軸正向運(yùn)動(dòng))時(shí),將D126的值送給D161。然后D160和D161分別與預(yù)先設(shè)定的PLC常數(shù)R2800和R2802進(jìn)行比較,當(dāng)前者大于后者時(shí),系統(tǒng)實(shí)行進(jìn)給保持。
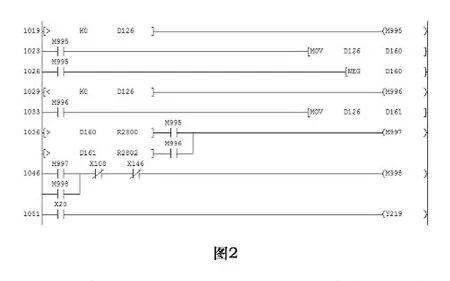
PLC常數(shù)R2800和R2802分別對應(yīng)系統(tǒng)參數(shù)6301和6302,因此,Z軸正向運(yùn)動(dòng)和負(fù)向運(yùn)動(dòng)的負(fù)載極限值可分別設(shè)定在參數(shù)6301和6302中。機(jī)床操作者可以根據(jù)實(shí)際情況或經(jīng)驗(yàn)數(shù)據(jù),設(shè)定相應(yīng)合適的負(fù)載極限值。當(dāng)Z軸實(shí)際負(fù)載超過設(shè)定的參數(shù)值時(shí),系統(tǒng)進(jìn)入進(jìn)給保持狀態(tài),各軸停止進(jìn)給,從而保護(hù)機(jī)床,避免發(fā)生危險(xiǎn)。同時(shí),考慮到機(jī)床用戶可以選擇性的使用該功能,我們可以設(shè)置一個(gè)PLC開關(guān),不使用該保護(hù)功能時(shí),用戶可以選擇關(guān)閉。
3 結(jié)語
對于采用變頻主軸的大型加工機(jī)床,對刀具破損的突發(fā)狀況實(shí)行保護(hù)措施,可以有效地保護(hù)機(jī)床機(jī)械本體、工件、刀桿以及操作者的人身安全。本文通過對三菱M64數(shù)控系統(tǒng)的設(shè)計(jì)和實(shí)際應(yīng)用,以Z軸負(fù)載為控制依據(jù),找到了一種可行的變頻主軸數(shù)控機(jī)床刀具破損時(shí)的保護(hù)對策。
[1]三菱電機(jī).MELDAS DDB INTERFACE MANUAL,BNPB2214C.
[2]三菱電機(jī).MELDAS 60/60S Series PLC INTERFACE MANUAL,BNP-B2211C.
[3]三菱電機(jī).MELDAS 60/60SSeries PLC PROGRAMMING MANUAL,BNP-B2212*.
[4]三菱電機(jī).MELDAS 60/60S系列 報(bào)警/參數(shù)說明書,BNPB2201G.
作者:李洪波,男,1977年生,工程師,研究方向:數(shù)控系統(tǒng)的設(shè)計(jì)開發(fā)與應(yīng)用,已發(fā)表論文1篇。
(編輯 李 靜)
如果您想發(fā)表對本文的看法,請將文章編號填入讀者意見調(diào)查表中的相應(yīng)位置。
Protection Method of Transducer Spindle CNC Machine When Tool Damaged
LI Hongbo
(Dalian Dasen Numerical Control Technology Developed Center Co.,Ltd.,Dalian 116023,CHN)
The article introduces that using the DDB function of MITSUBISHI M64 CNC to protect the machine when tool is damaged.
Protection Method;Transducer Spindle;Tool Damaged;CNC Machine
2009-07-24)
10421
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學(xué)報(bào)(2016年1期)2017-01-20 08:21:20
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
