變徑細長軸類零件的旋風銑削方法研究*
2010-09-29 12:17:40孫興偉
制造技術與機床 2010年4期
孫興偉 崔 海 王 可 董 蔚
(沈陽工業大學機械工程學院,遼寧 沈陽 110178)
通過對天津、遼寧、山東及浙江一些石油、橡膠、塑料加工機械公司的調研發現,如今的變徑細長軸類零件的使用壽命偏低,故其使用量大大增加,而傳統的加工方法和設備遠遠不能滿足市場對變徑細長軸類零件的加工精度和生產效率的要求,所以急需開發出一種有效的加工方法和設備來彌補傳統加工方法和設備的不足,以滿足市場的需求。在科技高速發展、數控技術被廣泛應用的今天,變徑細長軸類零件制造的高效與自動化是今后發展的必然趨勢。本文提出了細長軸類零件變徑旋風銑削的新型加工方法,為旋風銑削應用領域的拓展奠定了理論基礎。
1 細長軸類零件的加工現狀
現階段細長軸類零件的加工還是采用傳統的車削加工方法,該方法所用加工設備簡單,成本低廉,因此被廣泛采用。車削細長軸類零件時,由于長徑比大,在切削力作用下會產生彎曲變形與振動,故細長軸的車削加工目前仍是一個工藝難題,當前主要靠操作者的經驗解決該工藝難題,因此這種加工方法對工人的技術水平要求很高,且效率很低。在科技高速發展的今天,零件加工精度要求越來越高,設計和制造的高效與自動化是今后發展的必然趨勢,傳統的加工方法很難滿足加工精度和生產效率的要求。因此尋找一種新的加工方法替代車削加工解決細長軸車削加工難題就顯得尤為重要。本文提出的變徑旋風銑削加工方法可以很好地解決這一問題。
2 數控變徑旋風銑加工原理
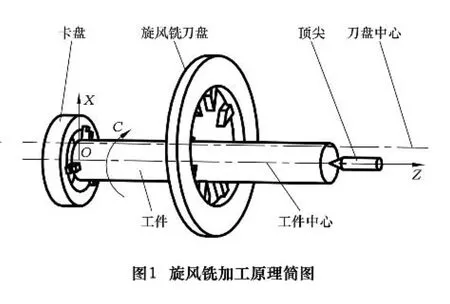
當三坐標數控旋風銑床采用內切式旋風銑削加工細長軸類工件時,刀盤的中心不與工件中心重合,銑刀盤高速旋轉,在加工過程中通過直線插補的方式在X軸、Z軸方向上同時進行直線進給運動,這樣就實現了細長軸類工件的變徑加工,其加工原理圖如圖1所示。加工過程中,刀盤繞Z軸的旋轉運動是機床的主運動,刀盤沿X、Z向的直線運動和工件繞Z軸的轉動是機床的進給運動。
3 數控變徑旋風銑床
根據細長軸類零件的變徑銑削原理,自行研發了三軸聯動的數控變徑旋風銑床。此機床布局采用臥式車床結構布局,由床身、床頭箱、尾臺、滑鞍、銑頭、跟刀架、操作臺等幾個主要部分組成。此銑床可在一次加工過程中完成對變徑細長軸類工件的銑削,以達到高效銑削變徑細長工件的加工需要。在設計過程中,銑刀盤的設計尤為重要,下面具體介紹這部分的設計。
3.1 刀盤結構及其重要參數的確定
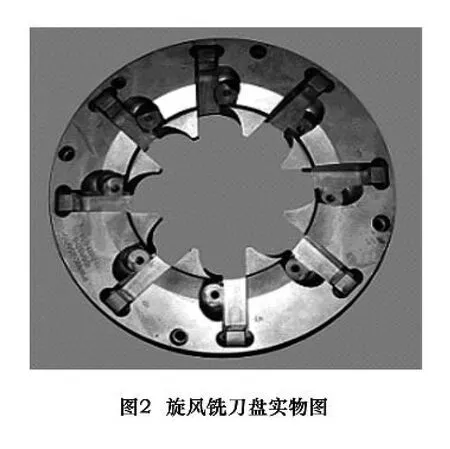
本文設計開發的三坐標聯動的專用數控變徑旋風銑床采用自行設計的內切式旋風銑刀盤。圖2為旋風銑刀盤實物圖,是數控變徑旋風銑床的專用刀盤規格之一。
根據刀頭在刀盤中的安裝方式,內切式旋風銑削刀盤分為徑向刀盤及切向刀盤兩類[1]。內切式旋風銑削刀頭的結構有焊接式、機夾式及可轉位式三種,目前生產中以焊接結構較為常見。但刀片經高溫焊接后,硬度會降低,易產生裂紋,影響刀具壽命,使刀桿及刀片得不到充分利用。機夾式及可轉位式結構可避免上述不足,調整、更換刀具方便,應用前景較好。可轉位旋風銑削刀頭刀桿形狀一般有圓柱體和長方體兩種,徑向刀盤兩種形狀均有應用,切向刀盤常用長方體形狀[4]。本文采用的是徑向刀盤、機夾式和長方體刀桿的結構,其刀盤的重要結構參數有:
(1)刀盤裝刀數量Z該參數可影響工件表面粗糙度,數量越多表面粗糙度值越小,切削越平穩,刀具壽命越長。但數量過多會發生干涉,使裝夾困難,不利于調整。因此,當銑刀盤內徑D0一定時,取大的Z值比較有利。根據加工工件直徑的大小不同,可設計裝有8、12和20把刀的旋風銑刀盤,用于加工φ10~300 mm的變徑細長軸類零件。
(2)刀頭伸出長度L刀頭在刀盤中的伸出長度L可取為刀頭高度H的1.2~1.5倍。即

(3)刀盤平均直徑D刀盤的平均直徑為刀盤內徑D0與外徑D1之和的一半。即

(4)刀頭在刀盤上的周向布置角度γ根據刀盤的大小和安裝刀頭的數量,刀頭在刀盤上的周向布置角度γ可定為

旋風銑削的刀盤設計除以上參數的確定外,還有刀頭安裝位置的確定和扳手工作空間的確定等。
3.2 工件的裝卡方式
由于是細長工件,在大跨度的情況下難免產生撓度,所以會對加工帶來相當大的誤差。故工件的裝卡方式采用傳統的倆夾一頂。所謂的倆夾一頂就是床頭箱卡盤夾住,尾臺采用頂尖頂住工件,加工過程用兩組跟刀架夾緊工件來增加工件的剛性,這樣可以有效地消除細長工件加工時產生的撓度帶來的誤差。工件在加工過程中要限制其五個自由度,用三爪夾盤和頂尖來頂緊工件即可限制其5個自由度。
4 數控程序的自動生成
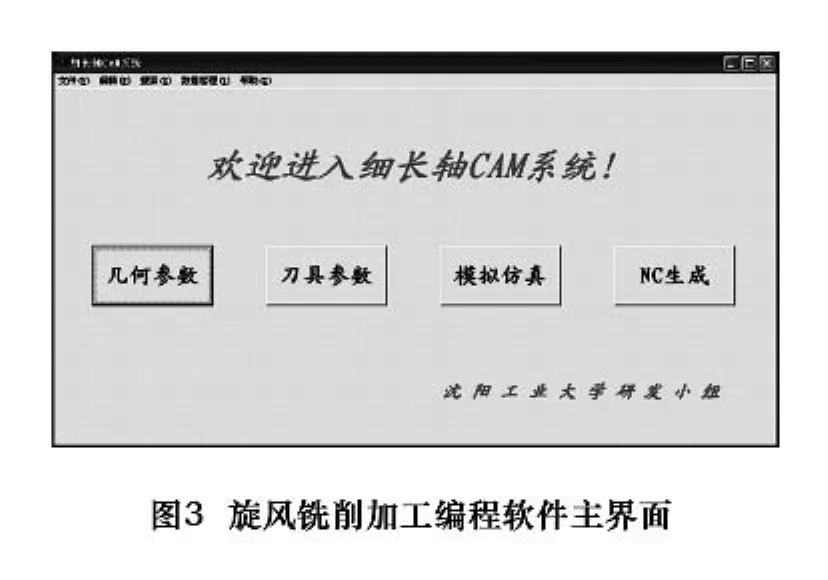
根據機床和加工方法的特點,本文開發出了變徑細長軸類零件的旋風銑削加工編程軟件,圖3為該軟件的交互主界面。該專用軟件包含有工件幾何參數輸入,刀具參數輸入,模擬仿真和NC生成四大模塊。該軟件的開發很大程度上縮短了編程周期,降低了編程的難度。能夠更直觀地模擬仿真和生成數控程序,極大地方便了機床用戶的操作。
如圖4所示,該軟件根據輸入的變徑細長軸類工件的幾何參數、刀具參數、刀尖誤差補償等基本參數,便可自動生成數控加工程序。圖5給出了由參數界面輸入變徑細長軸類零件基本數據后生成的數控銑削實際工件的加工程序實例。


5 實際加工舉例
下面對我公司為陜西某機械廠試切單螺桿泵轉子為例,詳細介紹本加工方法以及機床的加工過程。試切工件為細長軸,材料為45號鋼,長5 670 mm,直徑φ70 mm,加工后直徑達到φ62 mm,并有一定的粗糙度要求。由于所切工件無變徑要求,故在幾何參數輸入界面內輸入如圖4所示的數據,點擊保存生成如圖5所示的數控加工程序。
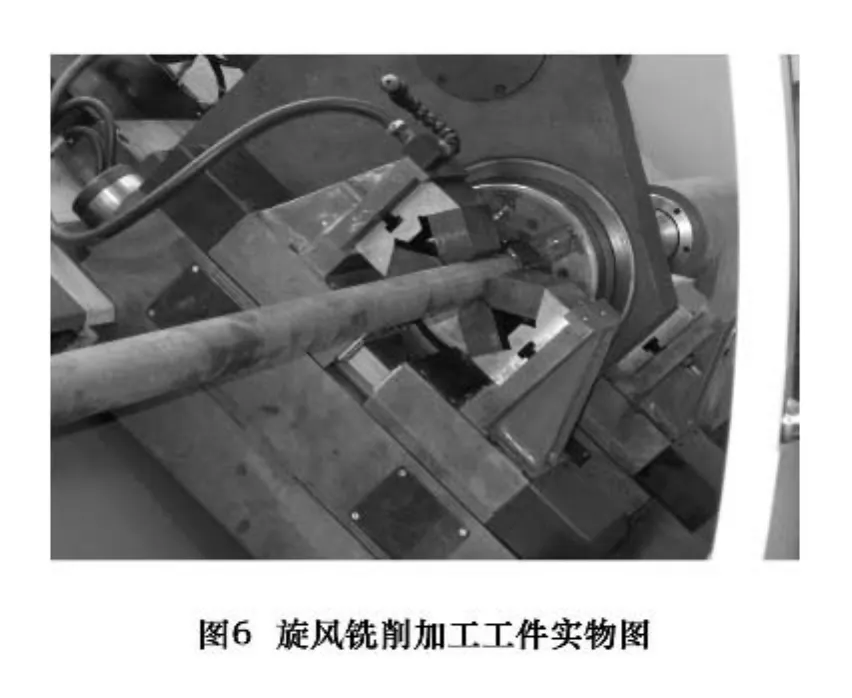
然后裝卡工件,一切準備就緒后跟刀架夾緊工件,調節刀盤X、Z軸坐標歸零并調入數控程序開始加工工件。工件和刀盤沿相反的方向旋轉,工件轉速300 r/min,主軸轉速380 r/min,Z軸進給速度2 mm/s快速切削工件,如圖6。如果使用冷卻液主軸轉速還可進一步提高。機床在不到1 h的時間內完成切削,且表面精度較高(圖7),為后續的拋光過程降低了難度,可以轉到下面的工序繼續加工。如果此工件用普通車床車削加工,都要加工至少5 h,效率較低。用本機床加工,大大縮短了加工時間,提高了加工效率和精度。

6 結語
本文提出了一種利用現代機床和計算機技術加工高質量、高精度的變徑細長軸類零件的新方法,設計了專用數控變徑旋風銑床。該銑床不但能加工變徑細長軸類零件,而且也能加工階梯零件和固定直徑的細長軸類零件。該方法用三坐標聯動數控旋風銑床和通用刀具,可加工多品種、多規格的細長軸類零件,具有廣泛的通用性。經檢測和多次驗證表明,用該方法加工出的細長軸類零件精度符合要求,可用于實際生產。
[1]劉志峰.內切式旋風銑削刀盤及刀具結構[J].機械設計與研究,1996(2):42—43.
[2]王可,趙文珍,唐宗軍,等.異形螺桿加工所用無瞬心包絡法原理與實踐[J].制造技術與機床,1999(2):37—38.
[3]譚立新.旋風銑削加工質量分析[J].新技術新工藝,2002(3):15—17.
[4]黃祖堯.CNC螺紋旋風硬銑削[J].高效綠色制造技術,2004(9):26—28.
[5]Suk—Hwan Suh.Five—Axis Part Machining With Three—Axis CNC Machine and Indexing Table.Joural of Manufacturing Science and Engineering,1998:45—48.
