陶瓷刀具在精密軋輥硬車削加工中的應用*
2010-09-29 12:17:40趙良勤劉憲春
制造技術與機床 2010年4期
趙良勤 劉憲春
(河南工業大學化學工業職業學院,河南 鄭州 450042)
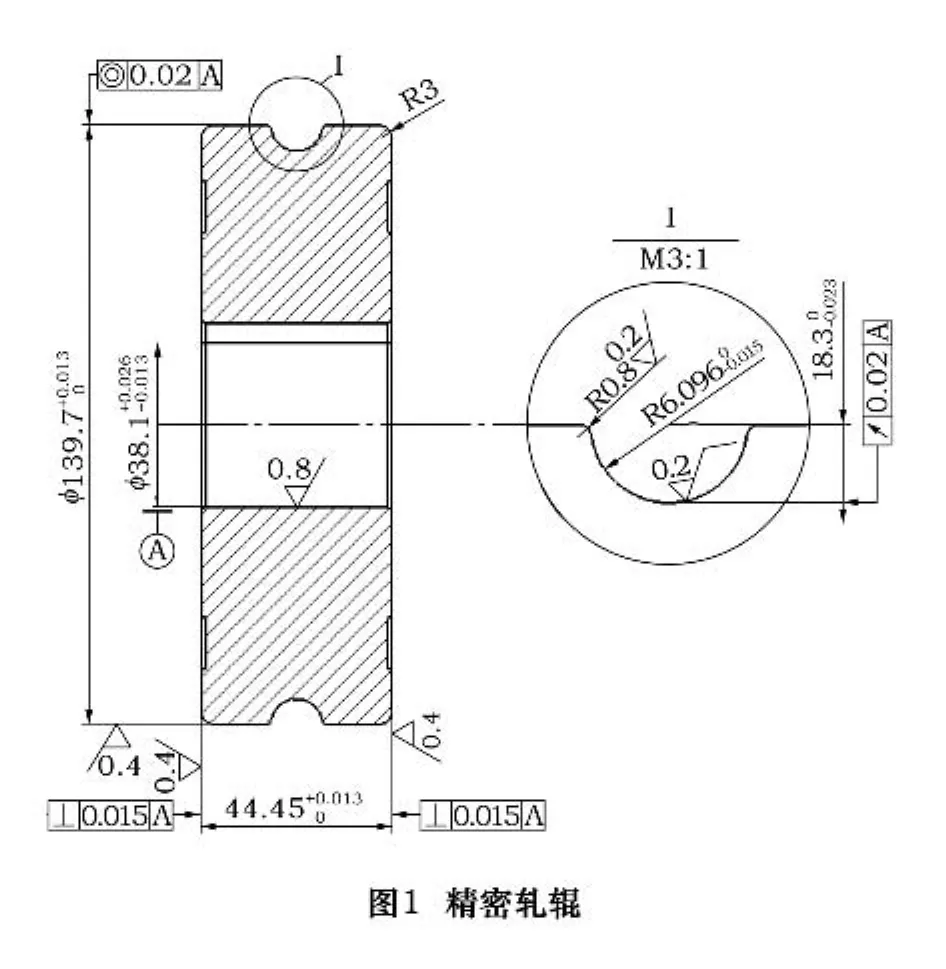
精密軋輥(圖1)主要用于軋制冷凝管,材料為Cr12Mo V,淬火硬度為55~58 HRC,屬于淬硬鋼。對于這種高硬度的淬硬工件,采用傳統的車削技術根本無法加工,通常采用的加工工藝是磨削。而在實際生產中,我們通過使用陶瓷刀具在全功能數控車床上對精密軋輥進行快速硬車削加工,實現了以車代磨,并且加工精度高,加工效率提高5~10倍,取得明顯經濟效益。
1 硬車削及其加工優點
硬車削是指用車刀對淬硬鋼(54~63 HRC)進行的切削加工。通常,工件在熱處理淬硬之前就已完成了粗加工工序,只有精加工是在淬硬狀態下進行。隨著硬車削加工技術的發展,硬車削在實際加工中取代磨削已成為可能。硬車削與傳統的磨削相比,具有以下加工優點。
(1)硬車削的加工效率高。車削時一次裝夾可完成多個表面的加工,而磨削則需要多次裝夾。硬車削相對磨削來說,可以采用大背吃刀量和較高的工件轉速。因此,去除同樣體積的材料,硬車削具有比磨削更高的加工效率,加工能量消耗是磨削的1/5,金屬切除率是磨削加工的3~4倍。
(2)硬車削是綠色制造工藝。大多數情況下硬車削無須冷卻液,而磨削必須使用冷卻液。由于磨削加工產生的廢液和廢棄物越來越難以處理和清除,對環境污染極大。硬車削時,切削區的高溫使工件材料退火變軟,切屑容易形成,工件加工表面沒有燒傷或裂紋。形成的切屑干凈清潔,回收處理容易。它是一種環境污染小、資源占用率低的“綠色”加工技術。
(3)硬車削的設備投資少,適合柔性生產要求。在生產率相同時,車床是磨床成本的1/3~1/2,占地面積小,輔助系統費用低。磨床則需要水槽、切削液、過濾器等輔助系統。車削本身是一種加工范圍廣的柔性加工方法,可配備多種刀具轉盤、刀庫等以實現兩種不同零件之間的加工轉換,現代CNC車床尤其適合硬車削。因此對多品種、計劃多變、交貨期短、生產批量小的柔性化生產,車削比磨削更能顯示出其優越性。
(4)硬車削可使零件獲得良好的加工表面質量和整體加工精度。由于硬車削一次裝夾可加工多個表面,因此其加工位置精度高。硬車削產生的大部分熱量被切屑帶走,不會產生磨削加工中那樣的表面燒傷和裂紋,因而硬車削比磨削具有更優良的加工表面質量,以及整體加工精度。
2 陶瓷刀具
實現硬車削的難點是刀具,它是使硬切削加工得以順利進行的關鍵因素。目前,陶瓷刀具在機械加工中發揮著越來越重要的作用,特別是在干式硬車削技術出現后,對陶瓷刀具提出了更高的要求。
2.1 陶瓷刀具的切削性能特點
(1)陶瓷刀具具有很高的硬度與耐磨性。一般硬質合金刀具的硬度在90~93 HRA,而陶瓷刀具的常溫硬度達92~95 HRA。由于其硬度高,所以耐磨性有較大提高,刀具耐用度比硬質合金高幾倍。
(2)具有很高的紅硬性。一般硬質合金刀具在溫度為800~1 000℃時,其硬度將有一個突然降低的階段,而陶瓷刀具的硬度隨溫度的升高變化很小,即使在1 200℃時,硬度仍達80 HRA。
(3)很高的化學穩定性。其抗氧化溫度為1 750℃,而硬質合金為800℃,高速鋼僅為550℃。
(4)它與金屬的親和力極小。即使在熔化溫度下與鋼也不相互反應,具有良好的抗粘結、抗擴散、抗氧化磨損能力;有較低的摩擦系數,減小切削力,得到良好的表面粗糙度。
(5)抗彎強度較低。純氧化鋁可以耐非常高的溫度,但是它的強度和韌性很低,工作條件如果不好,容易破碎。
由于陶瓷刀具的紅硬性、耐磨性和化學穩定性均優于硬質合金和高速鋼,韌性和強度高于CBN,所以比較適用于淬硬鋼的硬車削加工。
2.2 硬車削對陶瓷刀具的性能要求
干式硬車削由于不使用切削液,因此要求陶瓷刀具有更高的性能,主要表現在以下幾個方面。
(1)陶瓷刀具材料應具有優良的紅硬性和耐磨性。干式切削的切削溫度通常比濕式切削高得多,紅硬性高的刀具材料才能有效地承受切削過程的高溫,保持刀具的良好耐磨性。
(2)陶瓷刀具應具有較高的強度和耐沖擊能力。干式切削的切削力比濕式切削要大,并且干式切削的切削條件差,故刀具應具有較高的強度和耐沖擊性。
(3)陶瓷刀具材料應具有較低的摩擦系數。降低刀具—切屑和刀具—工件表面之間的摩擦系數,在一定程度上可彌補切削液的潤滑作用,抑制切削溫度的升高。
(4)陶瓷刀具應具有合理的結構和幾何參數。合理的刀具結構和幾何參數,不但可以減小切削力,抑制積屑瘤的產生,降低溫度,而且還能斷屑或控制切屑流動方向。
2.3 提高陶瓷刀具切削性能的途徑
為了提高硬車削加工中陶瓷刀具的強度和韌性,降低陶瓷對破碎的敏感性,一般在其相變、熱壓和成分等方面進行改進。
(1)晶須增韌
晶須對提高陶瓷刀具的韌性能起到很好的作用。生產中以SiC、Si3N4作為晶須居多,SiC晶須具有一定的纖維結構,平均直徑0.6μm,長度為20~80μm,在Al2O3基體中添加一定比例的SiC晶須時,形成“晶須增韌陶瓷”,其斷裂韌性提高2~5倍,而且可有效地防止產生積屑瘤,相當程度地增加了陶瓷的韌性、強度和抗熱沖擊性能。在Al2O3基體中添加20%~30%的晶須時,其抗彎強度和斷裂韌性最好,效果最佳。
(2)通過抑制劑來細化晶粒
加入MgO作為抑制劑來抑制陶瓷晶粒的增長,可以提高其強度和韌性。陶瓷刀片在高溫燒結時,存在晶粒長大現象。為遏制晶粒長大,常在陶瓷粉中加入MgO作為抑制劑。
(3)加入添加劑
加入氧化鋯或碳化鈦與氮化鈦的混合物可改善其韌性,提高耐沖擊性能。盡管加入了這些添加劑,但是其韌性比硬質合金還是低得多。
3 陶瓷刀具在精密軋輥硬車削加工中的應用
以圖1所示精密軋輥為例,論述陶瓷刀具在精密軋輥硬車削加工中的具體應用。
3.1 刀具的選用
陶瓷刀具有高硬度(91~95 HRA)、高強度(抗彎強度為750~1 000 MPa)、耐磨性好、化學穩定性好、良好的抗粘結性能、摩擦系數低且價格低廉。使用正常時,耐用度極高,車削速度較硬質合金提高2~5倍,特別適合于高硬度材料的加工、精加工以及高速加工,加工硬度達62 HRC的各類淬硬鋼和硬化鑄鐵。常用的有氧化鋁基陶瓷、氮化硅基陶瓷。氧化鋁和氮化硅刀片又分普通陶瓷和晶須陶瓷。近年來通過大量的研究、改進和采用新的制作工藝,陶瓷材料的抗彎強度和韌性均有了很大的提高。國產氮化硅陶瓷刀具完全能勝任高硬度精密軋輥的硬車削加工,且價格便宜。依據機床性能,工件加工的工藝性能等要求,我們選擇了抗彎強度高的氧化鋁晶須陶瓷刀具。
3.2 刀具加工機床的選用
陶瓷刀具材料對沖擊和振動載荷比較敏感。這是陶瓷刀具材料在耐沖擊和抗振性方面的最大弱點。機床—工件—刀具工藝系統剛性弱是促使陶瓷刀具耐用度降低或引起崩刃的主要原因。其中除工件和刀具本身的剛性因素外,機床剛性愈低,則振動愈大,而刀具耐用度也就愈低。實踐證明,適于陶瓷刀具加工的機床必須具有良好的剛性、足夠的功率和高的轉速。我們使用MJ460全功能數控車床進行加工,主軸采用變頻調速,卡盤、尾座均采用液壓驅動,數控系統為FANUC—0TD,具有直線插補、圓弧插補、刀具補償和螺距誤差補償等功能。經過實驗表明,無論是機床的剛性,還是機床的加工精度,均能滿足陶瓷刀具的精加工的要求。
同時,刀具、工件、夾具也應有足夠高的剛性。刀具安裝的懸伸長度要盡可能短,夾具采用剛性夾緊裝置,工件長徑比不要太大,一般限制在6∶1以內。
3.3 刀具結構
硬車削時采用優化的刀片形狀及幾何參數,可減小加工中刀具與切屑間的摩擦和強化切削刃。硬車削時,當刀具材料選定后,應盡可能選用強度大的刀片形狀,同時應選擇盡可能大的刀尖圓弧半徑。各種刀具刀片形狀的刀尖強度從高到低依次為:圓形、100°菱形、正方形、80°菱形、三角形、55°菱形、35°菱形。
硬車削淬硬鋼時,其切屑為紅而酥軟的鍛帶狀,脆性大易折斷,不粘結,一般在切削表面不產生積屑瘤,加工的表面質量高。但淬硬鋼切削力比較大,特別是徑向切削力比主切削力還要大,所以刀具宜采用負前角(γ0≤—5°)和較大的后角(α0=10°~15°),主偏角取決于工藝系統的剛性,一般在30°~75°之間取值,以減小工件和刀具的振動;刃傾角λs=0°~10°;倒棱寬度br1=0.1~0.3 mm,倒棱前角為—15°~25°;刀尖圓弧半徑rε=0.2~1.2 mm。
在該精密軋輥的實際硬車削中,刀具幾何角度K r≈8.5°,γ0=—6°,λs=5°,α0=12°,選擇FD22型圓形陶瓷刀片。其刀具結構形式如圖2所示。

3.4 刀具切削用量的選擇
合理選擇切削用量是充分發揮刀具切削性能的重要因素之一。硬車削淬硬鋼時,進給量對刀具破損影響最大,所以應選擇較小的進給量(f=0.1~0.3 mm/r)。較高的切削速度(80~100 m/min)可獲得酥化易碎的切屑,同時切削溫度升高可改變工件材料性能和提高陶瓷刀具韌性,減少刀具破損。硬車削精加工的適宜切削速度為80~200 m/min,常用范圍為10~150 m/min。一般情況下,切深為0.1~0.3 mm之間。加工表面粗糙度要求高時可選用較小的切削深度,但不能太小,具體數值視表面粗糙度數值和生產率要求而定。當表面粗糙度為Ra0.3~0.6μm,硬車削比磨削經濟得多。經過比較,我們選用FD22型圓型陶瓷刀具,切削速度v=80 m/min,進給量f=0.08~0.15 mm/r,切削深度ap=0.08~0.10 mm。精車后的表面粗糙度、尺寸精度均能達到要求。
4 結語
實驗表明:采用上述方法對精密軋輥等淬硬鋼工件進行硬車削加工,可實現以車代磨,并且加工效率提高了5~10倍,車削工件表面無燒傷,車削過程穩定可靠,完全能夠滿足該零件的加工質量要求。
[1]劉志峰,張崇高,任家隆.干切削加工技術及應用[M].北京:機械工業出版社,2005.
[2]杜國臣.硬車削技術及其應用[J].機械工程師,2003(1).
[3]王西彬,趙伯彥.陶瓷刀具干式切削淬硬鋼的研究[J].工具技術,2000(2).
[4]謝國如.綠色制造中干切削的研究[J].現代機械,2004(6).
