棉籽油制備生物柴油的工藝條件優化研究
2010-08-08 06:37:16尚紅衛王賢華
東北農業大學學報 2010年9期
尚紅衛,王賢華
(1.焦作師范高等專科學校,河南 焦作 454001;2.華中科技大學能源與動力工程學院,武漢 430074)
生物柴油屬環境友好型燃料,具有可再生、易生物降解、無毒、含硫量低和廢氣中有害物質排放量小等優點,它能以任何比例與石油柴油調和制成柴油。目前,生物柴油主要以動植物油為原料,與過量甲醇進行酯交換生成脂肪酸甲酯而制成,副產品為甘油[1]。目前,世界各國都在積極發展與生物柴油的生產和開展相關的研究,據統計生物柴油已成為美國增長最快的一種替代石油柴油的燃料[2]。
我國是世界上最大的產棉國之一,棉籽油來源充足,尋找棉籽油新的利用點成為棉籽油開發利用的新研究課題[3]。本試驗通過化學酯交換法利用棉籽油制備生物柴油,旨在尋找棉籽油制備生物柴油的最佳工藝反應條件,為生產上大規模利用提供科學的技術指導。
1 材料與方法
1.1 材料與儀器
棉籽油(湖北省三湖農場農科所);無水甲醇(國產分析純);氫氧化鉀(分析純);蒸餾水。
6511型電動攪拌機;HP1200Series(Agilent Tech);Agilent HC-C18分析柱(Φ 4.6 mm×150 mm,5 μm),配有手動進樣器,四元泵、自動脫氣裝置及紫外檢測器。
1.2 試驗方法
1.2.1 原料油分析
皂化值(SV)測定(按照 GB/T5534-1995測定);酸值(AV)測定(按照GB/T5530-1998測定)。棉籽油的平均分子質量可由皂化值和酸值計算得到,平均分子質量的計算見公式(1),本試驗測得棉籽油的平均分子質量(Mr)為854.28(852)g·mol-1。計算方法如下:

1.2.2 生物柴油制備試驗方法
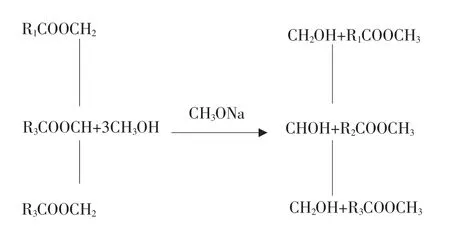
本試驗采用酯交換方法制取脂肪酸甲酯。試驗步驟為:取一定量的催化劑NaOH,溶解于按醇油摩爾比配置的經脫水處理的無水甲醇中,配制成催化劑溶液;在反應器中加入一定量的棉籽油,在恒溫槽中加熱,慢速攪拌,保證加熱均勻,待加熱到所需溫度后,將配制的催化劑—無水甲醇溶液迅速加入反應器中,蓋上塞子,加以攪拌(攪拌速度150 r·min-1)并計時[4]。反應一定時間后,停止攪拌,取反應混合物置于冰水混合物中,使溫度迅速降低,然后將反應混合物置于分液漏斗中,靜置分層,上層黃色透明的產品是生物柴油和甲醇混合物,通過蒸餾(回收甲醇)、洗滌、干燥,得到黃色澄清透明液體,即生物柴油;下層深棕色產品是甘油、甲醇、無機鹽以及皂的混合物,進一步提純得到甘油。化學反應如下:
1.2.3 生物柴油產率計算
從脂肪酸甲酯制備的化學反應方程式可知,參加反應的甘油三酸酯的分子質量與反應后制取的生物柴油的分子質量接近,可以近似認為反應制取的脂肪酸甲酯的質量等于參加反應的甘油三酸酯的質量[5]。其產率計算公式為:

式中,Q為制取的生物柴油產量(g);W為反應前加入的棉籽油質量(g)。
2 結果與分析
2.1 原料油分析結果
按照植物油皂化值和酸值測定國標(GB/T5534-1995)和(GB/T5530-1998)測得原料油的皂化值為 195.4 mg·g-1,酸值為 0.18 mg·g-1,由公式(1)得出原料油的相對分子質量為862.1,為試驗中計算原料油摩爾數提供了必要的依據。
2.2 轉酯化反應工藝條件的優化
2.2.1 單因素試驗
2.2.1.1 反應溫度對產率的影響
在催化劑為濃度1.1%NaOH,醇油摩爾比6:1,反應時間55 min的條件下,研究溫度對棉籽油酯交換反應的影響。考慮甲醇的沸點為68℃等因素,選用 40、45、50、55、60、65、70、75 和80℃等9個溫度,結果見圖1。
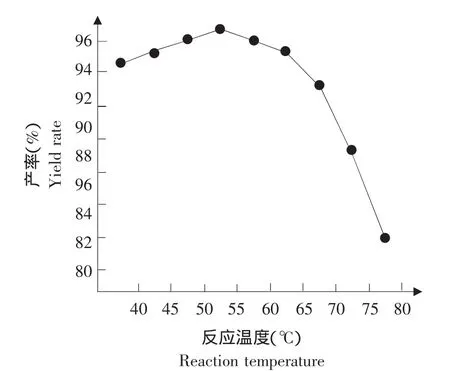
圖1 反應溫度對生物柴油產率的影響Fig.1 Effects of reaction temperature on biodiesel yield
55℃以下時,生物柴油的產率隨著溫度的升高而增加,這是由于隨著溫度的升高,反應速度加快,導致產率的逐漸升高;55℃時含量最高;溫度高于此值時,對交換反應收率影響較小,甚至有所下降;超過68℃后,產率快速下降[6]。這是由于溫度越高,甲醇越易揮發損失,不利于產物的生成,從而導致產物產率下降。
2.2.1.2 催化劑對產率的影響
催化劑的作用是提高反應速率、縮短反應時。催化劑的濃度為催化劑的質量占棉籽油質量的百分比。試驗采用0.9%、1.0%、1.1%、1.2%和1.3%等5個催化劑濃度梯度進行研究,結果見圖2。
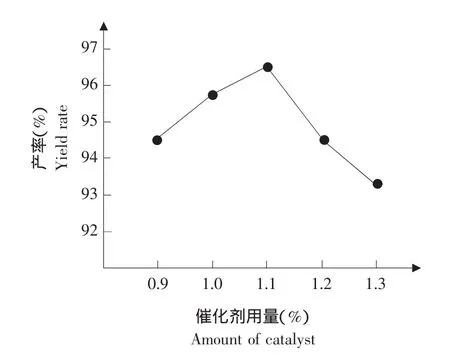
圖2 催化劑質量對生物柴油產率的影響Fig.2 Effects of amount of catalyst on biodiesel yield
在其他反應條件不變的情況下,1.1%時是催化劑的最佳濃度。此前,隨著催化劑濃度增加,產率上升。這是由于催化劑濃度較低時,反應活性中心濃度不夠,導致產率降低。此后,催化劑含量繼續加大,產率有所下降,其主要原因為,植物油中存在一定量的游離脂肪酸,NaOH含量過多,堿性催化劑與脂肪酸酯起皂化反應所致,生成脂肪酸皂,導致最終產品分離困難,甲酯得率降低[7]。在實際生產中,堿性催化劑用量不是越多越好。
2.2.1.3 醇油摩爾比對產率的影響
結果見圖3。
由酯交換的反應機理得知甲醇和棉籽油參加反應的摩爾比應為3:1,但酯交換反應為可逆反應,增加反應物的濃度,可使化學平衡向生成物方向移動,從而提高酯交換反應的轉化率。由圖3可知,生物柴油的產率隨醇油比增大而增大。當醇油摩爾比為5.1:1時,反應不完全,產率較低;但是當醇油比增大到6:1后,甲醇過量太多,其產率反而略有下降,并且會降低反應物中產品生物柴油的濃度,增加甘油的分離難度,同時反應過程和蒸餾過程中甲醇的揮發損失也會相應增大,無論從技術角度還是從經濟成本上都是不利的。所以,最佳的醇油摩爾比為6:1。
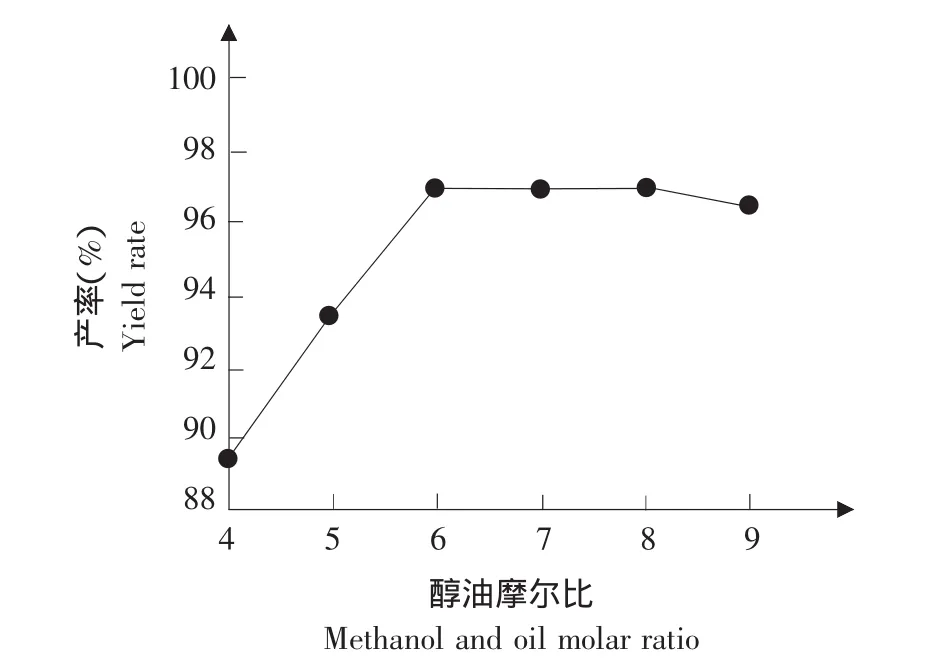
圖3 醇-油摩爾比對脂肪酸甲酯產率的影響Fig.3 Effects of methanol and oil molar ratio on biodiesel yield
2.2.1.4 反應時間對產率的影響
試驗采用25、35、45、55和65℃等5個時間點進行研究,結果見圖4。開始隨著反應時間的延長,產率上升很快,但當反應時間超過55 min后,產率反而有所下降。原因是酯交換反應在某一時間就已經基本完成,由于存在副反應使產率下降。副反應還使產物的燃料性質下降。因此應避免或減少副反應發生[8]。t=55 min時,正逆反應速度相等,產率達到最大值。
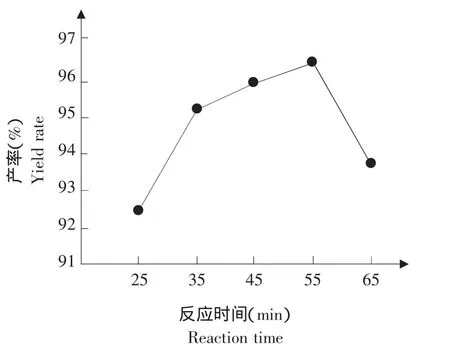
圖4 反應時間對生物柴油產率的影響Fig.4 Effects of reaction time on biodiesel yield
2.2.2 正交試驗
考慮到單因素試驗中各因素之間的交互影響,通過正交試驗設計來進一步確定優化反應條件。正交試驗因素和水平設計如表1所示。以脂肪酸甲酯的產率作為考察指標,其正交試驗結果和分析如表2所示。
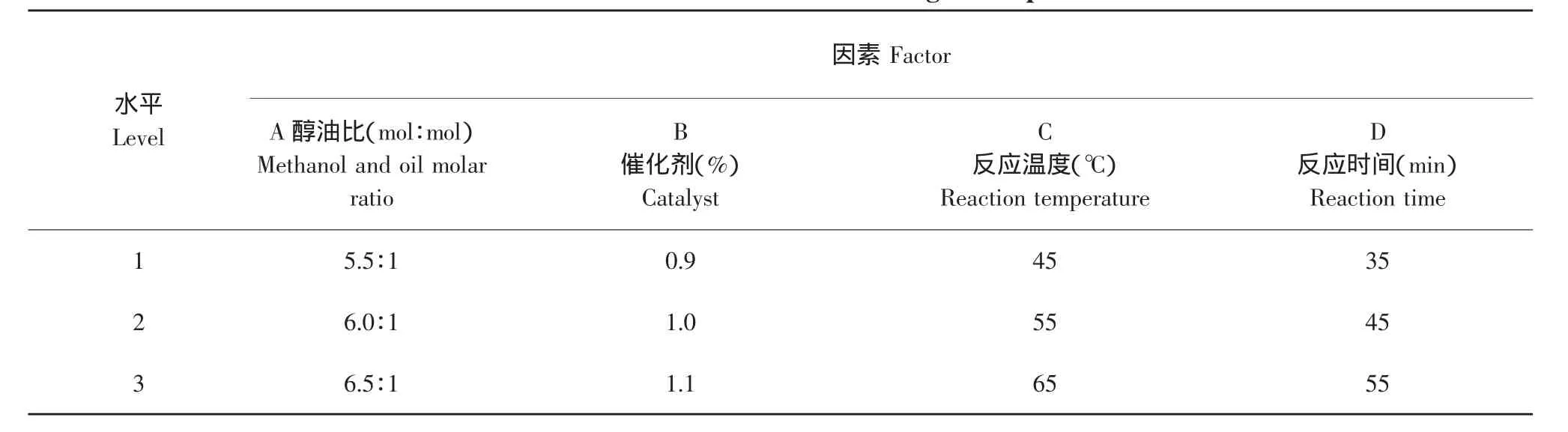
表1 正交試驗因素水平Table 1 Factors and levels for the orthogonal experiment
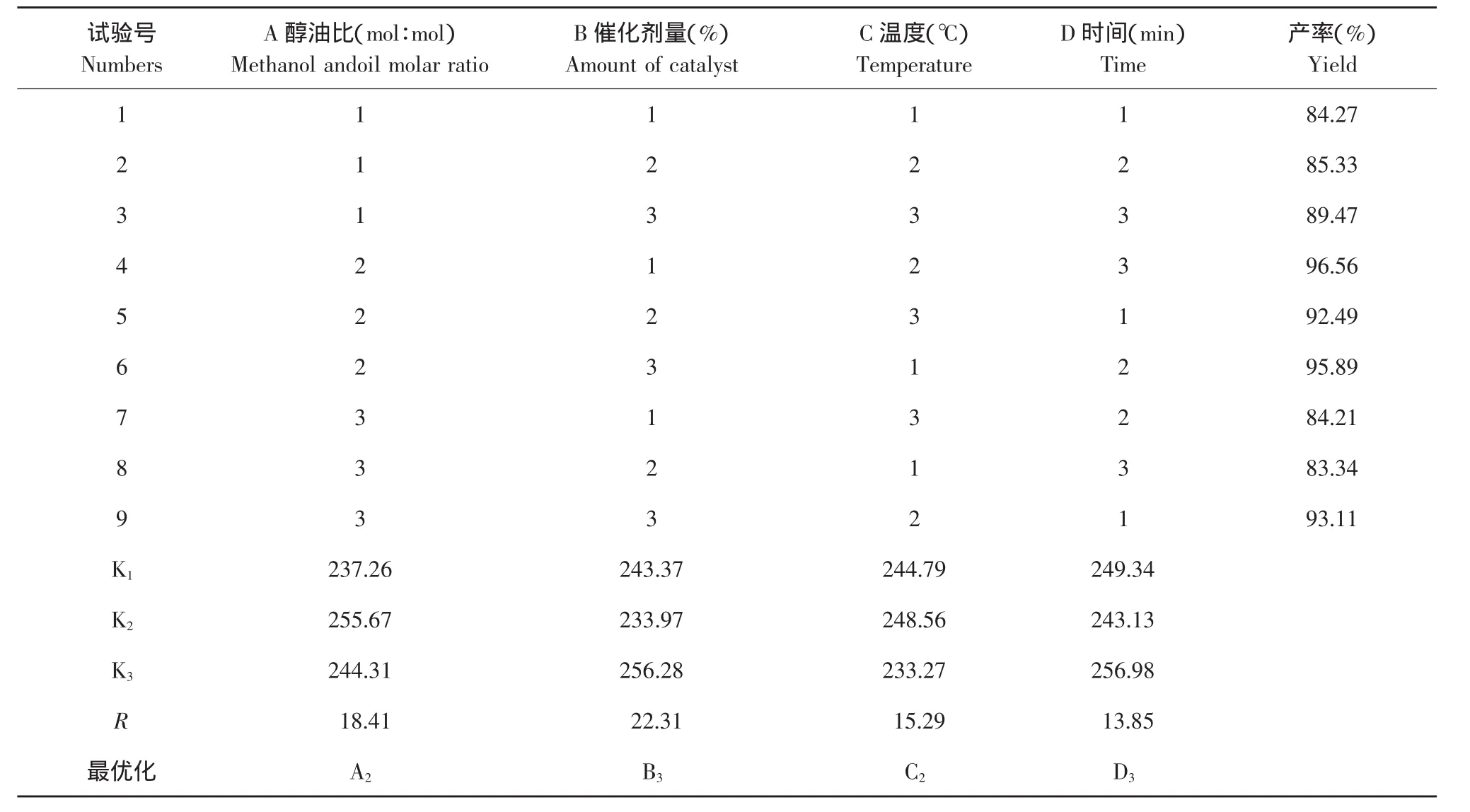
表2 棉籽油甲酯化的正交試驗結果L9(34)Table 2 Result of orthogonal design test on transesterification reaction L9(34)
由產率得出棉籽油制備脂肪酸甲酯的最佳反應條件為醇油比6:1,催化劑用量為1.1%,反應溫度為55℃,反應時間為55 min。在此工藝條件下,甲酯產率不低于95.89%。由極差大小得出4個因數對反應產率的影響依次順序為:催化劑用量>醇油摩爾比>反應溫度>反應時間,與國內外報道的有關試驗結論一致[9-11]。
3 討 論
采用棉籽油生產生物柴油的酯交換反應屬于傳質控制反應,活化能很低,改善傳質條件對產率的提高具有重要意義。催化劑甲醇鈉的濃度是影響甲酯得率的最顯著因素之一:催化劑濃度過低則活性不夠,導致甲酯產率較低,而催化劑濃度較高會導致皂化反應加重。甲醇對棉籽油的摩爾比也是影響甲酯得率的重要因素。采用正交試驗方法可以有效確定棉籽油制備生物柴油反應的最佳工藝條件。
原料中含水量對生物柴油的產率影響較大,如不加以處理,在試驗中容易發生皂化反應,更重要的會使產率下降,在產業化后會影響到經濟效率,所以開展生物柴油的生產,開展原料預處理十分必要。由于甘油三酯與甲醇的反應是一連串的可逆反應,為提高棉籽油的轉化率,甲醇的實際用量將遠大于化學計量比。
4 結論
由產率得出棉籽油制備脂肪酸甲酯的最佳反應條件為醇油比6:1,催化劑用量為1.1%,反應溫度為55℃,反應時間為55 min。在此工藝條件下,甲酯產率不低于95.89%。由極差大小得出棉籽油甲酯化反應的影響因素由大至小依次順序為:催化劑用量>醇油摩爾比>反應溫度>反應時間。該工藝設備簡單,工藝成熟,適于中小規模生產[12]。
[1] 楊凱華,蔣劍春,聶小安,等.生物柴油的制備及其副產物粗甘油分離與精制工藝的研究[J].生物質化學工程,2006,40(1):1-4.
[2] Alim M A,Lee J H,Akoh C C,et a1.Enzymatic transesterification of fraetionated rice bran oil with conjugated linoleic acid:optimization by response surface methodology[J].LWT-Food Science and Technology,2008,41(5):764-770.
[3] 卡巴羅,沈本賢,李泓.棉籽油制備生物柴油的研究[J].當代化工,2008(5):481-483.
[4] 田雪,王川,陳芳,等.棉籽油制備生物柴油的研究及分析[J].云南大學學報:自然科學版,2009(3):295-299.
[5] 劉迎春,曹衛彬,孫傳慶,等.棉籽油生物柴油的理化特性研究[J].可再生能源,2008(6):34-37.
[6] 陳和,王金福.強堿催化棉籽油酯交換制備生物柴油的動力學[J].化工學報,2005(10):1971-1974.
[7] 馮光柱,張玉軍.油脂化工產品工藝學[M].北京:化學工業出版社,2005:78-86.
[8] 劉迎春,曹衛彬,孫傳慶,等.棉籽油生物柴油的理化特性研究[J].可再生能源,2008,26(6):34-37.
[9] Umer R,Farooq A.Production of biodieselthrough optimized alkaline-catalyzed transesterification of rapeseed oil[J].Fuel,2008,87:265-273.
[10] 李海濤,劉志洋,王晴,等.黑龍江省不同大豆品種中棉籽糖與總糖含量的相關關系[J].東北農業大學學報,2008(5):24-27.
[11] 陳和,王金福.棉籽油酯交換制備生物柴油固體堿催化過程研究[J].高校化學工程學報,2006(4):45-46.
[12] 周彩榮,石曉華,程春燕.微波法由棉籽油制備生物柴油[J].鄭州大學學報:工學版,2008(4):51-53.
猜你喜歡
天天愛科學(2022年9期)2022-09-15 01:12:54
天天愛科學(2022年4期)2022-05-23 12:41:48
當代水產(2022年3期)2022-04-26 14:26:56
科學大眾(2021年9期)2021-07-16 07:02:54
軍事文摘(2020年20期)2020-11-28 11:42:50
航空世界(2020年10期)2020-01-19 14:36:20
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
