氣動機械手PLC控制部分設計
2010-08-02 09:08:06李燦燦譚宗柒黃星德
三峽大學學報(自然科學版)
2010年4期
李燦燦 譚宗柒 黃星德 吳 凌
(三峽大學機械與材料學院,湖北宜昌 443002)
氣動系統具有許多顯著的優點,在工業自動化中得到愈來愈廣泛的應用,機械手的驅動和控制方式基本上都是采用高精度伺服電機,成本高、結構復雜、速度慢、工作效率較低,這些問題阻礙了自動裝卸機械手在生產實際上的廣泛應用.本文主要研究用PLC控制低成本、高速的氣缸來組成氣動機械手,實現生產線上工件自動裝卸.主要對PLC在氣動機械手系統應用中從選型到控制氣動閥的動作做出詳細的介紹.
1 功能分析
通過對氣動系統工作原理圖的分析,需要實現氣動機械手的取物、上下、左右動作的自動循環、單步循環、和手動操作.
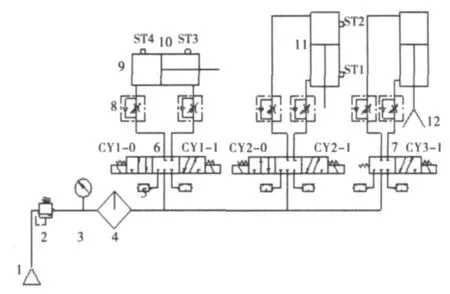
圖1 氣動系統工作原理圖
2 操作面板設計及PLC選型
為實現氣動機械手以上功能,設計符合人們日常生活習慣的操作面板,如圖2所示.
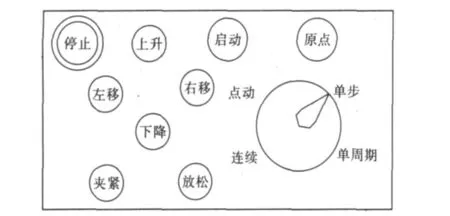
圖2 機械手操作面板
根據操作面板需要及限位信號輸入,分配PLC輸入端子:位置檢測信號有下限、上限、右限、左限位共4個行程開關,需要4個輸入端子;“無工件”檢測信號采用光電開關作檢測元件,需要1個輸入端子;“工作方式”選擇開關有點動、單步、單周期和連續4種工作方式,需要4個輸入端子;手動操作時,需要有下降、上升、右移、左移、夾緊、放松、回原點7個按鈕,需要7個輸入端子;自動工作時,尚需啟動按鈕、停止按鈕,需占2個輸入端子.因此機械手的工作狀態和操作的信息需要18個.根據機械手實現的功能,分配PLC輸出端子:機……
登錄APP查看全文
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
人大建設(2019年12期)2019-05-21 02:55:44
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
中國衛生(2015年3期)2015-11-19 02:53:32
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
商業評論(2014年9期)2015-02-28 04:32:41
