精研大尺寸鋼球時表面燒傷的控制
2010-08-01 02:55:48張武虎
軸承 2010年12期
張武虎,那 卓
(沈陽鋼球有限責任公司,沈陽 110128)
鋼球表面燒傷是鋼球在研磨加工過程中因撞擊、摩擦而使其表面產生瞬時溫升,發生熱變質的現象。研究表明,鋼球的表面瞬時溫升達到一定溫度后,其表面的基體組織馬氏體改變為點狀、片狀或線狀的屈氏體或二次淬火馬氏體組織,使區域內原有的硬度降低2~4 HRC,接觸疲勞強度顯著下降,使用壽命降低約16%[1]。JB/T 10336—2002《滾動軸承及其零件 補充技術要求》中也明確提出“軸承零件工作表面經酸洗后不應有燒傷”。因此,必須對鋼球的表面燒傷加以控制。
1 鋼球表面燒傷產生的原因
1.1 點狀燒傷
點狀燒傷是研磨加工中鋼球表面產生的局部、不連續二次淬火或二次回火燒傷。產生點狀燒傷的主要原因有:
(1)進球的工裝分配器松動,錯位鋼球進入磨板前瞬時停頓被轉板撞擊。
(2)磨板的硬度不均勻,鋼球滾動至特硬質點時產生相對滑動。
(3)磨板的工作表面有鑄造缺陷(如砂眼、氣孔、縮孔等),當鋼球運動至缺陷處時與之刮擦產生局部溫升。
(4)當磨板轉速過高時輸料盤轉速與之不匹配,鋼球在進球口處斷流,恢復進球后首粒鋼球在喇叭口處受到轉板的瞬間沖擊。
(5)磨床的旋轉精度不合格,尤其是轉板和定板的同軸度嚴重不合格時,鋼球在磨板溝槽內轉動,由于磨板的嚴重擺動而使鋼球受到沖擊。
1.2 線狀燒傷
線狀燒傷是鋼球研磨加工中面臨的最棘手的表面質量難題。其形成原因是多方面的,主要原因是在研磨加工中鋼球之間的連體滾動摩擦和鋼球在磨板溝槽內與溝槽壁之間的無自轉滑動。采用臥式磨床大循環方法研磨大尺寸鋼球時,可能產生線狀燒傷的主要原因有:
(1)磨板的轉速和壓力選擇設定不恰當。
(2)磨板的硬度選擇過高或過低,或者磨板的工作面有鑄造缺陷。
(3)研磨定板喇叭口的長短、深淺以及磨板溝槽深度與鋼球直徑的比例選擇不當;溝槽間距設計不合理。
(4)輸料盤的轉速調整不適當,各溝槽的進球數量不均勻。
(5)磨板溝槽的圓弧曲率與鋼球的球面曲率吻合度差。
(6)出球口處收球刀板的角度選擇不當,出球不暢。
2 精研大尺寸鋼球時表面燒傷的控制
采用臥式專用磨床加工鋼球,鋼球規格為:Φ38.10~50.80 mm;研磨劑為:水性精研劑+氧化鉻;研磨工具為鑄鐵盤。
2.1 精研板硬度的影響及確定
精研板的硬度及同一表面硬度差是直接影響鋼球與磨板接觸變形、與溝槽輪廓度和溝槽深度相關的關鍵因素[2]。精研板的基體組織鐵素體要致密均勻,無硬質相存在,石墨的分布亦應均勻而細小,才能有效避免鋼球在精研板溝槽內的接觸弧處產生相對滑動,在不同溝槽內的各個區段得到均勻有效的微量研磨,從而獲得理想的幾何精度和表面質量。經過對不同硬度精研板的試驗,其最佳硬度確定為(150±5)HB;同一表面上的硬度差不得超過6 HB。
2.2 工作壓力和磨板轉速的影響及確定
加工不同規格的鋼球,選擇的工作壓力略有不同。壓力過大,鋼球和溝槽接觸的彈性變形就越大,接觸弧也就越長,鋼球在溝槽內滾動的阻力矩就會加大,也就增加了鋼球與溝槽間的無自轉滑動的可能。壓力過小,鋼球在溝槽內滾動的阻力矩就小,約束力不足。尤其精研大規格鋼球時,因其自身的質量大,轉動慣量大,鋼球容易脫離束縛,產生連體滾動,出現燒傷。
精研板轉速過高時,若進球速度慢,可能會產生斷流,當鋼球再次進入溝槽時受動板的沖擊,形成燒傷。精研板轉速高就要求料盤的轉速快,進球速度快,但也可能使進入定板喇叭口的鋼球產生彈跳和撞擊,形成燒傷。精研板轉速過低時,鋼球在進球口處堆積,連續無間隔地進入溝槽后形成連體滾動,也會產生燒傷。
經過反復試驗,得出在精研工序避免鋼球表面燒傷的最佳工作壓力和轉速以及壓力、轉速和產生燒傷幾率的關系,如表1所示。
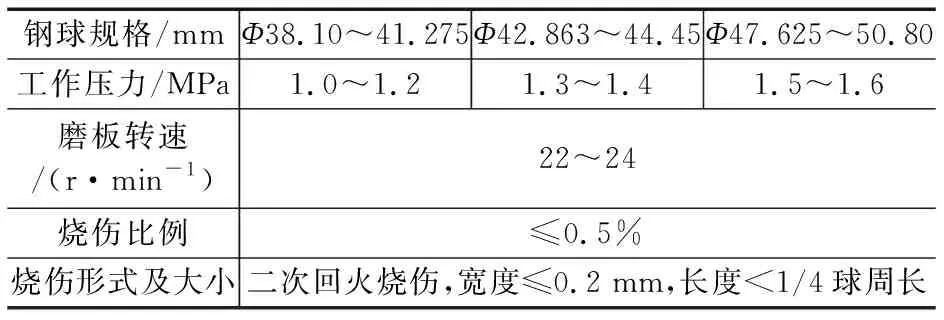
表1 最佳的精研工藝參數
2.3 磨板溝槽深度的影響及確定
精研磨板圓弧形溝槽的深度及其精度影響鋼球的加工精度[2]。精研板圓弧形溝槽的弧形曲率和被加工鋼球球面曲率的吻合度和不同溝槽間的深度差以及同溝槽不同區段的深度差,是決定精研成品鋼球幾何精度和表面質量的關鍵所在。精研加工中鋼球是在動板溝槽的驅動和約束下,沿溝槽曲面的中心線進行公轉和繞自身球心進行自轉的復合運動。圓弧形溝槽被滾壓修整得不充分,深度不夠時,鋼球和溝槽的接觸弧較短,而由于自身的轉動慣量大,鋼球在溝槽內的滾動容易失去約束,與板溝之間產生相對滑動,造成表面燒傷。
精研板超期使用沒有及時車削修正,溝槽過深時,鋼球與溝槽的接觸包容弧就會越長,形成的摩擦阻力矩也就越大,鋼球在溝槽內的自轉速率會減緩,這對改善鋼球的球形誤差極為不利。當溝槽達到一定深度時,會出現使鋼球沿溝槽自轉的推動力矩小于摩擦阻力矩,從而產生鋼球與溝槽之間的無自轉滑動,出現鋼球之間的連體滾動擠壓,造成燒傷。
實踐證明,定板的起始溝深一般為動板起始溝深的1/2,動板、定板弧形溝槽的極限深度一般不超過加工球徑的3/7。確定的溝槽深度如表2所示。

表2 精研板溝槽深度 mm
3 進球工裝的改進
精研加工中,進球口的工裝材質和結構形狀決定了各溝槽進球數量、間隔距離是否均衡一致;鋼球進入溝槽時速度的快慢和落點位置是否恰當;鋼球入口時與動板溝槽產生彈跳撞擊的程度。采用臥式磨床大循環方法精研時,鋼球是從料盤經流球板、分配器、喇叭口進入圓弧形溝槽的。 流球板、分配器結構如圖1 所示。鋼球通過流球板時,在傾角的作用下有一個加速的過程,較快的速度和大的自身質量必然導致鋼球在入口處和動板接觸的瞬間有較大的沖擊,可能產生燒傷。另外,鋼球經分配器進入定板喇叭口,若喇叭口的長度、深度和寬度打磨不當,鋼球可能會在此處瞬間停滯,原地旋轉而造成燒傷。

圖1 分配器、流球板結構示意圖
因此,改變進球口分配器的材質和流球板的安裝位置,改進后的進球工裝如圖2所示。改進后的結構能使鋼球以非常平緩的、近乎于自由落體的運動形式進入喇叭口。選用柔性材料制作分配器,并且喇叭口開在分配器柔性材質的基體上,而非鑄鐵的定板上。改進后分配器結構如圖3所示。改進進球工裝,采用柔性材質分配器后可以避免鋼球在這一關鍵環節產生燒傷。

圖2 改進后的進球工裝示意圖
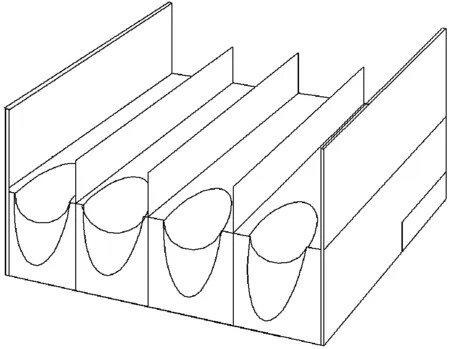
圖3 柔性材質分配器
4 結束語
精研大尺寸鋼球時,選擇合適的精研板硬度、溝槽深度,合理的工作壓力及轉速,必要的工裝改進能夠有效避免鋼球表面燒傷的發生。實踐證明,通過采取以上措施,鋼球精研后表面質量滿足標準要求。
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
輪胎工業(2020年9期)2020-03-01 18:58:44
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
中國機械工程(2018年14期)2018-09-22 01:14:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
江西理工大學學報(2015年3期)2015-12-22 05:26:21
