大規格 TZM棒材鍛造工藝研究
2010-04-27 05:23:58奚正平李來平蔣麗娟
中國鉬業 2010年1期
梁 靜,奚正平,李來平,蔣麗娟,張 新
(1.西北有色金屬研究院,陜西 西安 710016)
(2.西安建筑科技大學,陜西 西安 710055)
0 前言
TZ M合金 (其典型成分為Mo-0.5Ti-0.08Zr -0.02C)是鉬合金中的佼佼者,是目前用量多、用途廣的一種鉬合金。TZ M鉬合金具有高溫強度高、耐熱沖刷、抗磨損、低溫力學性能和焊接性能好,高溫硬度和剛度大,導熱、導電性能好等優點,可用于工作溫度為 1 400℃左右的高溫結構件,在化學工業、石油工業、冶金工業及金屬加工工業、航天工業和核能技術等領域獲得廣泛應用,如壓鑄模具材料、火箭噴管喉襯、特種發動機中的配氣閥體、燃燒室中的噴管、噴嘴、燃氣導管、熱離子能量轉換器中的包套材料等[1~2]。
棒材是 TZ M鉬合金材料中的常見產品,但是我國還沒有 TZ M棒材的國家標準,只有一些企業標準,對拉伸性能無明確要求。一般 TZ M合金棒材的生產使用規格為 φ20~φ60 mm,φ70 mm以上的棒材較少。隨著科學技術的發展,美國某公司向我單位提出采購用于大型工業 CT設備上的 TZ M合金棒材,最大規格為 φ76 mm×L,在拉伸性能方面的要求是棒材抗拉強度大于 585 MPa,屈服強度大于515 MPa,延伸率大于 5%。因此,我們對成品直徑為 φ80 mm的 TZ M棒材的鍛造工藝進行了研究。
1 實驗
1.1 原料
采用傳統粉末冶金方法制備 TZ M鉬合金坯料,按重量百分比在鉬粉中分別加入 TiHx、ZrHx、和炭黑,比例為 0.5%、0.09%、0.07%。然后在 V型混粉機進行混粉、2.0 t等靜壓壓制,1 940℃真空感應燒結。燒結后坯料尺寸為 φ130 mm×350 mm、φ180 mm×355 mm,燒結后 TZ M坯料的主要化學成分見表 1。燒結密度為 9.65 g/cm3,燒結后的微觀組織如圖1所示。

表1 鉬合金坯料的化學成分 %
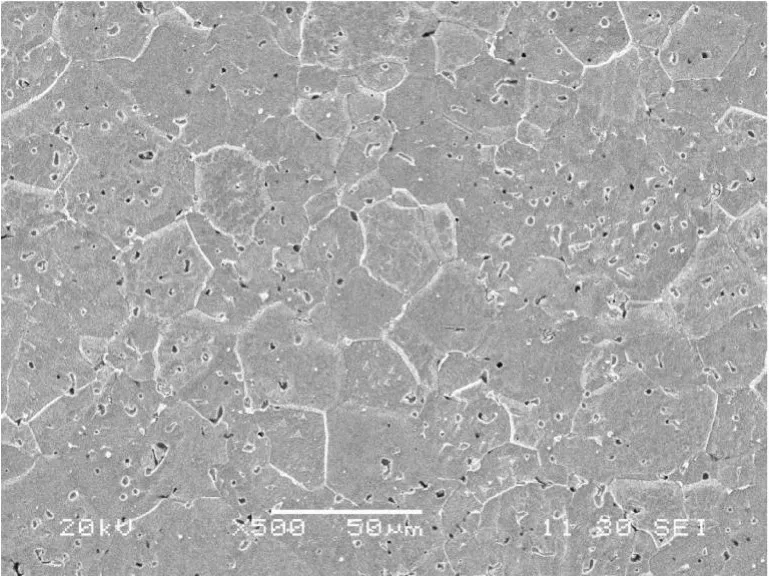
圖 1 燒結后的 TZM坯料微觀組織照片
1.2 實驗過程
由于鉬合金是一種難變形金屬,塑性差[3],高溫強度大[4],在 1 200℃時,其抗拉強度大于300 MPa,在 1 400℃時其屈服強度還有 120 MPa左右,抗拉強度在 150 MPa左右[5]。因此,一般需要在1 200~1 550℃之間進行鍛造,由于鍛造溫度高,要求鍛造操作快,模具要預熱,減少鍛造過程的溫降。規格為 φ130 mm×350 mm、φ180 mm×355 mm 2種燒結坯料分別采用 750 kg空氣錘和 C66-120自由鍛電液錘(3 t錘)進行鍛造,氫氣鉬絲爐加熱,人工操作,多火次多模次逐步減徑的方式進行。整套摔模的尺寸為 φ160 mm、φ140 mm、φ123 mm、φ108 mm、φ93 mm、φ85 mm、φ80 mm,鍛造前預熱150~200℃。為防止晶粒長大,保證鍛造后的棒材具有較好的拉伸性能,在鍛造過程中采取逐步降溫的方式鍛造。
實驗 1:3支 φ180 mm×355 mm坯料裝料后1 550~1 600℃保溫 3 h,采用 3 t鍛錘鍛造,終鍛溫度大于 1 200℃,每火鍛造一模次,掉頭鍛造,中間回火由 30 min逐步減到 10 min,回火溫度由1 550℃減至終鍛時 1 300℃。鍛造過程采用雙比色光學測溫儀測溫。鍛造至成品坯料的 6個端頭其中5個有裂紋。
實驗 2:3支 φ180 mm×355 mm坯料裝料后1 550~1 600℃保溫 3 h開鍛,終鍛溫度大于1 300℃,每火鍛造一模次,掉頭鍛造,中間回火由50 min逐步減到 25 min,回火溫度由 1 550℃減至終鍛時1 400℃。鍛造好的 3支棒材 6個端頭其中 2個端頭有裂紋。
實驗 3:2支 φ130 mm×350 mm坯料用 750 kg空氣錘鍛造,在 1 500~1 550℃保溫 2 h進行開坯鍛造,終鍛溫度 1 200℃,中間回火由 25 min逐步減到 15 min,回火溫度由 1 550℃減至終鍛時1 350℃,然后逐步降溫鍛造到 φ80 mm×L。
3支 φ180 mm×355 mm坯料用 3 t電液錘鍛造,在 1 500~1 550℃保溫 3 h進行開坯鍛造,終鍛溫度 1 250℃,中間回火由 40 min逐步減到 15 min,回火溫度由 1 550℃減至終鍛時 1 350℃,然后逐步降溫,在鍛造到 φ108 mm×L時,進行 1 450℃保溫60 min的熱處理,然后繼續鍛造至成品。
最后對所有鍛成品棒材進行 1 150℃保溫30 min的回復熱處理。
1.3 性能檢測
鍛造好的棒材車光外圓和端面,整體放入水中,采用超聲水浸法檢查棒材內部缺陷。試樣的低倍組織采用OLYPUS PMG3金相顯微鏡進行觀察,高倍組織用 JS M-6460掃描電子顯微鏡進行分析。采用電火花線切割切下不同部位的試樣,加工后進行拉伸試驗,拉伸試驗采用 AST M E 8/E8 M-08標準,在MTS810電液伺服試驗機進行拉伸。
2 結果與討論
2.1 棒材鍛造開裂的原因分析
實驗 1中觀察鍛造好的 3支棒材,5個端頭均有穿過中心的或中心輻射狀裂紋,把端部有裂紋的部分鋸切,發現裂紋延伸較深。把鍛造好的棒材車光外圓,進行超聲探傷,發現有 2支棒材中心棒材心部有裂紋,從橫斷面看裂紋 3~4條,呈中心放射狀,其中一支裂紋延伸到大約 2/3棒材半徑處。裂紋部分占棒材鍛造總長度的 70%。另一支棒材的有裂紋部分占到整個鍛造棒材長度的 40%。
根據棒材鍛造過程中的現象,分析鍛造開裂的原因有以下幾點:(1)由于棒材的端面在鍛造過程中產生了較大徑向絕對變形量(從 φ180 mm到 φ80 mm),棒材頭部邊緣部分變形較快,結果產生邊緣部分突出現象,在端部形成縮孔狀。但是,在較大的打擊力下,由于表層有摔模的摩擦約束,心部金屬流動稍快一點,又會出現端頭中心部鼓出的現象。因此,鍛造后棒材端部的形狀一般是邊緣和中心鼓出,中間地帶凹進去的形狀。在中心鼓出較多時,鼓起球面會產生拉應力,加上棒材表面降溫較快,很容易產生開裂。由于 TZ M鉬合金材料的塑性較差,如果在相對較低的溫度下鍛造,裂紋在后續的鍛造過程中震動傳進到裂紋尖端產生應力集中,很容易促使裂紋擴展,甚至導致整支通心開裂。(2)大規格的坯料,鍛造操作過程需要時間較長,致使鍛造后坯料降溫較多,如果回火時間不夠,坯料難以均勻透熱,內外可能產生較大溫差,在熱應力等因素的作用下,裂紋沿著溫度較低塑性較差的心部快速擴展,導致了心部裂紋的快速擴展。(3)在鉬合金棒材達到較大的加工率(50%~60%)后,由于加工硬化坯料中積累了較大的變形應力,回火加熱過程如不能大量釋放,會產生較大的加工硬化,導致了材料塑性的進一步下降,這也會促進鍛造坯料中裂紋的擴展。
根據以上分析,要遏制裂紋擴展,采取以下措施:(1)提高回火溫度和時間,提高材料塑性,降低材料強度。(2)在達到一定加工率后進行較高溫度的退火處理,使得材料積累的加工硬化得以釋放。(3)在產生裂紋后及時鋸切掉端部裂紋部分。
按照以上措施,實施了第 3次實驗,鍛造結果表明,產生裂紋的原因分析和解決措施是正確的。但是,在端部產生裂紋后及時鋸掉,在生產過程中實施會大量耽誤時間。因為鋸切之前需要先把坯料冷卻到常溫才能進行,然后又要再次加熱到鍛造溫度,才能繼續鍛造。所以,采用前 2條措施控制鍛造中裂紋的擴展會更好一些。
2.2 再結晶對棒材力學性能的影響
在第 2次鍛造實驗中,鍛造好的 3支棒材 6個端頭中有 2個端頭有裂紋,但裂紋延伸不深,一般在50 mm內。棒材車光外圓后,進行超聲探傷,內部未發現裂紋。觀察棒材的金像組織,棒材無明顯的纖維組織,顯示出明顯的再結晶組織。從棒材的心部和邊部分別取下縱向的拉伸試樣,拉伸試驗結果見表 1,可以看出試樣的抗拉強度和屈服強度剛剛達到了AST MB387-90對直徑為 φ73 mm以上棒材的要求,但是延伸率很低,不符合AST MB387-90對最低延伸率的要求,拉伸試樣幾乎表現為脆斷。
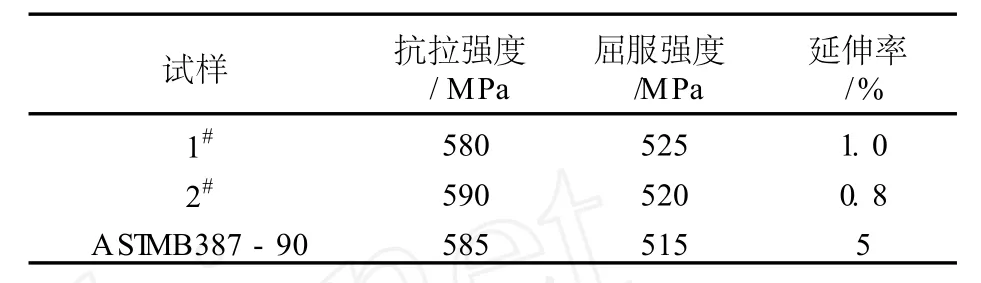
表 1 鍛造后 φ80 mm鉬合金棒材的力學性能
雖然本次鍛造實驗中,棒材除端頭部分出現裂紋,整體棒材成品率較高,但是力學性能不符合標準。經過金相分析發現,成品棒材發生了再結晶,這是導致棒材力學性能差的主要原因[6]。因此棒材性能差的原因是在鍛造的回火過程中溫度過高,在大變形積累的內能作用下晶粒長大很快。鍛造過程降溫不夠,導致棒材成品晶粒比較粗大。因此在TZ M鉬合金棒材的鍛造過程中,要配合加工過程控制好回火的溫度和時間。
2.3 鍛造后棒材的組織和力學性能的關系
在第 3次鍛造實驗中,用 750 kg空氣錘把φ130 mm×350 mm坯料鍛造到 φ80 mm×L的 2支棒材外觀完好,棒材端頭呈凹面狀,深約 15 mm;分別取邊部和心部密度試樣做密度和拉伸試驗。結果見表 3,從表 3中可以看出,棒材的心部密度偏低,拉伸性能也較差,達不到標準的最低要求。
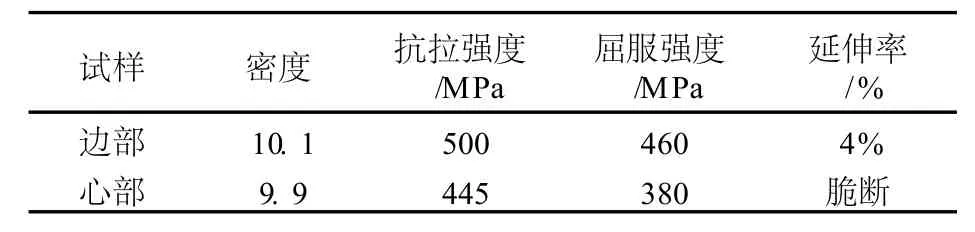
表 2 750 kg空氣錘鍛造的 φ80 mm鉬合金棒材性能
經分析認為,棒材性能差的原因有以下幾點:首先總變形量不足,從 φ130 mm×350 mm鍛造到φ80 mm×L,總變形量為 62%。其次在鍛造打擊力不足的情況下,棒材表層和心部變形差異較大,心部變形較小,心部組織致密化程度低。因此棒材的性能較差。
在3 t電液錘上3支由 φ180 mm×355 mm坯料鍛造至 φ80 mm棒材中有 4個端頭出現裂紋,鋸切30~60 mm后裂紋消失,隨后超聲波探傷結果顯示棒材內部沒有裂紋。觀察棒材縱橫斷面金相,在棒材的橫斷面上,不同部位的金相組織差別不大,圖 2為棒材橫截面 100倍、500倍金相照片,圖 3為棒材縱截面 100倍、500倍金相。由圖 2可見,沿縱向形成了明顯的加工纖維組織,橫向金相顯示晶粒破碎充分,未見再結晶組織。
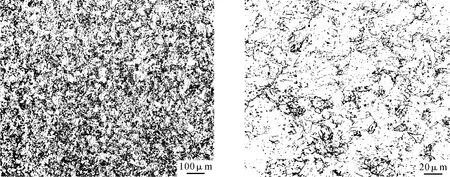
圖 2 φ80 mm TZM棒材橫向金相
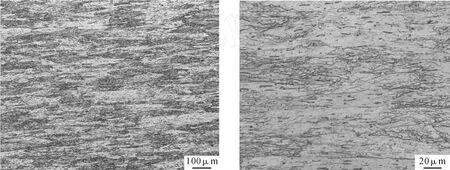
圖 3 φ80 mm TZM棒材縱向金相
鋸下 1段棒材,從邊部到心部取依次 3個10 mm×10 mm×80 mm的軸向拉伸試樣如圖所示,然后車成拉伸試樣棒,消應力熱處理后進行拉伸,結果見表3。
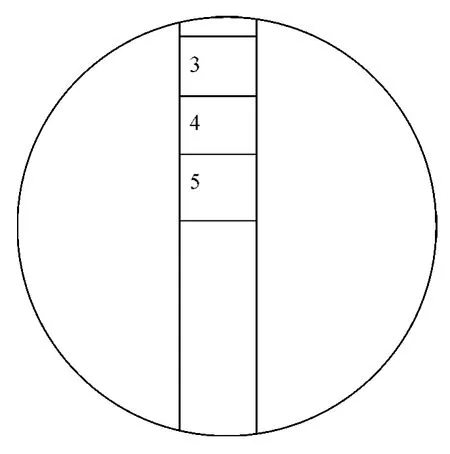
圖 4 取樣示意圖
其中 3#、4#、5#試樣分別代表了邊部、中部、心部的鍛造后棒材的力學性能。從試樣的檢測結果可以看出,棒材邊部和心部的力學性能差異不大,與 AST MB387-90標準比較,抗拉強度和屈服強度均較高,棒材的延伸率達到了 25%以上。
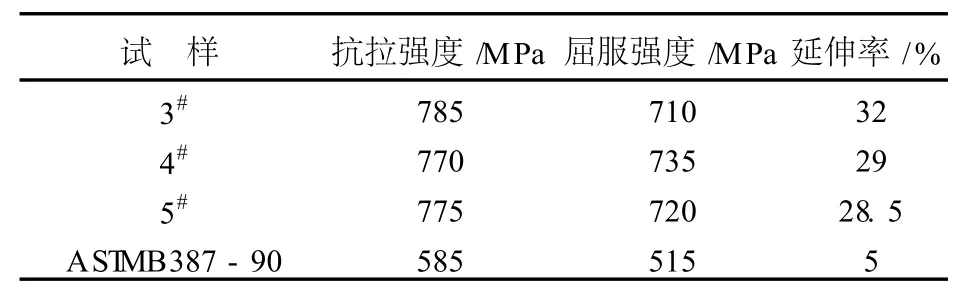
表 3 3 t電液錘鍛造 φ80 mm鉬合金棒材力學性能
通過上述實驗結果可見,鍛造大規格棒材要求首先有足夠的變形量,一般在總變形量達到 75%左右后,棒材的心部和表層會較相近的和有較好的顯微組織和力學性能。其次,鍛造打擊力應達到使棒材道次(模次)變形在 20%以上,才能使棒材表層和心部同時變形。這時,棒材端部呈微微鼓出狀。第3棒材的組織和性能還與終鍛階段的鍛造溫度關系密切,如果鍛造溫度偏高,鉬合金棒材產生再結晶,從微觀組織上看,沒有明顯的纖維狀加工組織,棒材的抗拉強度大幅降低、延伸率則下降更快,甚至呈脆性斷裂;如果溫度偏低,鉬合金棒材會出現裂紋,且裂紋長度較長,因此必須控制好終鍛的溫度。控制好以上幾點,才能得到綜合力學性能較好的鉬合金棒材。
2.4 大規格鉬合金棒材加工工藝的改進
對于較小規格的鉬合金棒材,直接采用人工鍛造加工操作方便、工藝簡單靈活。較大規格的鉬合金棒材鍛造加工工序時間長、效率低,由于坯料單重大、鍛造溫度高,人工操作難道大,這導致了綜合加工成本高居不下。如果采用先擠壓、后鍛造的工藝,加工效率高、棒材組織均勻、批量加工成本低,會有更好的經濟效益。但是大規格的鉬合金材料擠壓,由于材料高溫強度大,要求具備大噸位的擠壓設備。由于擠壓的棒材頭部性能較差,尾部有縮尾,應采用單重大的錠坯才能獲得較高的成品率,因此需要制備大單重錠坯,這對配套的燒結、擠壓、鍛造等設備能力提出了更高的要求。
3 結論
大規格鉬合金棒材在鍛造時端頭會出現縮孔和鼓出,在鼓出變形產生的拉應力作用下鼓出球面易產生裂紋,在較低溫度下鍛造端頭的裂紋很容易擴展延伸,甚至產生貫穿棒材的心部裂紋。采用較高加熱溫度和鍛造回火溫度,棒材容易產生再結晶,這時鍛造過程裂紋不易延伸,但是棒材的拉伸性能嚴重變差。
采用適當工藝逐步降溫鍛造,從棒材芯部取樣分析,金相顯示晶粒破碎充分,縱向形成了較為明顯的纖維組織。經過 1 150℃/30 min消除應力退火,棒材的縱向抗拉強度大于 750 MPa,屈服強度大于680 MPa,延伸率大于 25%。但是一般棒材橫向性能抗拉性能很差,延伸率很低。
在原料單重大,鍛造加熱溫度高的情況下,人工操作難度大、工序長,生產效率低。因此,對于大規格棒材,在有條件的情況下,采用大噸位擠壓機先擠壓、再鍛造的方式進行,可提高效率,降低成本。
[1] 夏耀琴.摻雜鉬的研究[C].第 6屆全國鎢鉬學術交流會論文集,1992,385-395.
[2] 殷為宏,鄭漢,張德堯,等.鉬和鉬的新發展[J].稀有金屬材料與工程,1989,(6):40-48.
[3] 田家敏,劉拼拼,范景蓮,等.鉬合金化的研究現狀[J].中國鎢業,2008,23(4):27-30.
[4] 成會朝,范景蓮,劉濤,等.TZ M鉬合金制備技術及研究進展[J].中國鉬業,2008,32(6):40-44.
[5] 譚栓斌,梁清華,梁靜,等.鉬鑭合金和 TZ M合金的高溫性能[J].稀有金屬,2006,30(Z1):33-37.
[6] 譚望,陳暢,汪樸明,等.不同因素對鉬及鉬合金塑脆性能的影響[J].材料導報,2007,21(8):40-48.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
中華詩詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
焊接(2015年9期)2015-07-18 11:03:53
建筑材料學報(2014年3期)2014-03-11 17:08:02
