三峽右岸發電機轉子磁軛安裝工藝
2010-04-21 02:29:50吳朝霞
東北電力技術 2010年4期
關鍵詞:支架
吳朝霞
(哈爾濱電機廠有限責任公司,黑龍江 哈爾賓 150040)
三峽工程右岸裝機共12臺,單機容量為700 MW。其中4臺由哈爾濱電機廠生產制造并指導安裝,是哈爾濱電機廠首次獨立設計研發的我國目前單機容量最大的巨型空冷發電機組。
發電機轉子是機組重要核心部件之一,由中心體、圓盤支架、磁軛、磁極等部件組裝而成。中心體通過立筋與圓盤支架(16瓣斜支臂結構)組焊成整體,支架半徑為R8 305±5 mm,磁軛由3萬多張重量24.3 kg的鐵片疊裝而成,高度為3 420 ±5mm,半徑為R9 044.7±1mm,熱套后半徑為R9 046.2±1 mm,總重量975 t;磁極總數為80個,單個磁極重5 t,掛裝后半徑R為9 353.5±1 mm,直徑為18 707mm,總重量1 780 t。組裝后發電機轉子是機組單件最重的部件。
1 圓盤支架與鍵槽板的結構特點
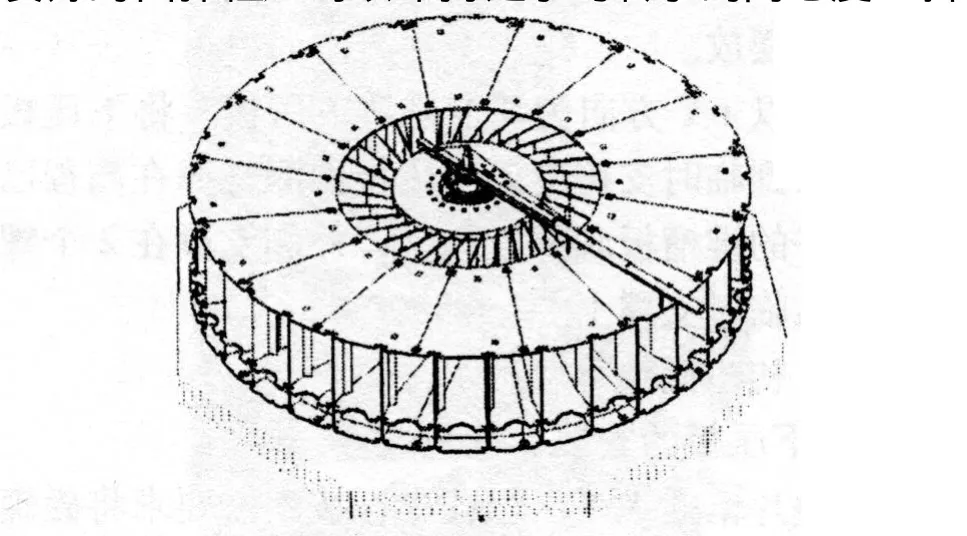
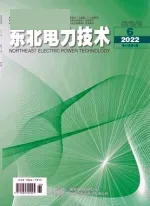
圖1 轉子支架結構示意圖
1.1 斜圓盤支架支臂結構特點
圓盤支架通過32個斜立筋與中心體焊接成整體(見圖1),磁軛在熱膨脹、離心力下斜立筋有良好的回彈性,可以維持定子與轉子的同心度。斜支臂充當大的風扇葉,使通風效率更高,定子和轉子的冷卻效果更為優良。
磁軛熱套時斜支臂能產生變形,使得磁軛熱套的過盈量增加。轉子熱套時過盈量設計為5 mm,熱套后磁軛半徑增加2 mm。因為當磁軛熱套在轉子支架上時,熱縮應力使支架支臂的斜元件回縮,防止了在中心體上產生徑向作用和變形力(另外3 mm過盈量被斜支臂的變形抵消)。大的過盈量要求更高的溫升,使得加溫困難。
同時,磁軛熱套時斜支臂也大大減小了磁軛收縮作用在中心體上的力,中心體法蘭面變形較小。
1.2 鍵槽板結構特點
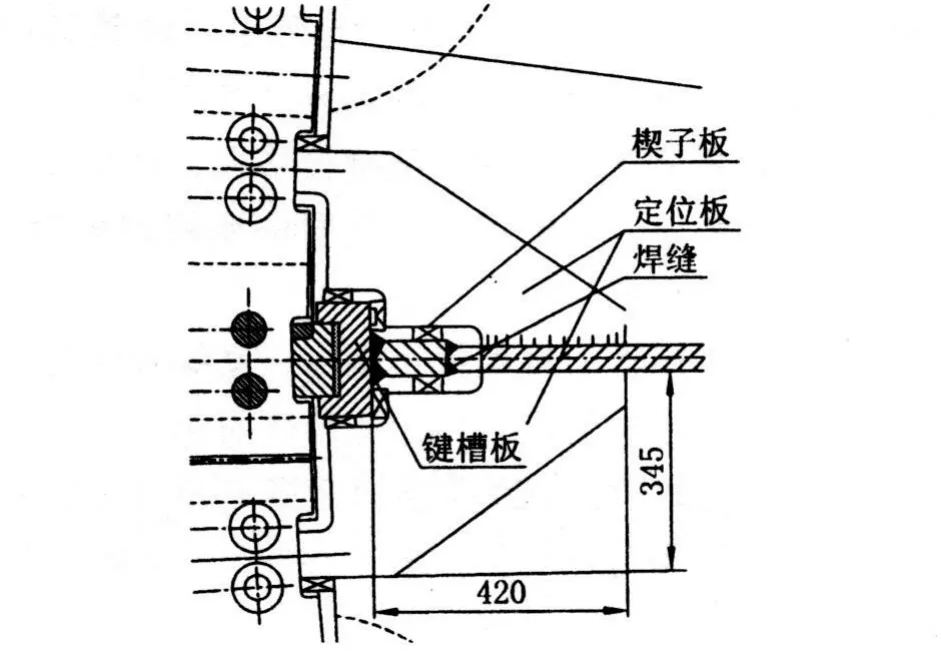
圖2 鍵槽板焊接圖
鍵槽板結構(見圖2)是哈爾濱電機廠學習ALSTOM機組在轉子上采用的一種新型結構。它克服了傳統轉子支架現場組焊對轉子支架外形尺寸要求高、立筋墊板現場立銑施工難度大、工期長等缺點。鍵槽板結構可以使現場組焊后的轉子支架外徑控制在R±10 mm范圍內。現場轉子支架施焊除嚴格控制焊縫本身的焊接質量、腹板的彎曲變形及上下法蘭的水平以外,放寬了對傳統轉子支架現場組焊要求非常嚴格的半徑、弦長的控制。因為在下道工序的鍵槽板調整中可以非常方便、嚴格地保證磁軛疊片所需的尺寸要求。但在磁軛疊裝完成后熱套前,有一道鍵槽板與轉子支架腹板k形坡口焊接工序,質量要求非常高,施工、焊接空間狹小,焊接強度大、溫度高,需要采取有效措施控制鍵槽板焊接變形。
2 磁軛安裝工藝過程
2.1 磁軛鐵片的清掃
用銼刀及砂紙除去鐵片四周及螺栓孔周圍的毛刺。鐵片應當表面平整、清潔。以0.40 kg重量分組,分別裝箱,注明張數與重量等級。沖片的正面統一朝上,做好鐵片清掃記錄(通風槽片的清掃應注意有無變形,襯口環的高度是否符合設計尺寸)。檢查導風帶、襯口環與沖片是否貼合緊密并點焊牢固。
2.2 測圓架安裝
調整中心體上法蘭水平在0.02mm/m范圍內。將測圓架中心柱吊入轉子中心體,用螺栓與中心體上下法蘭連接,以法蘭面止口為基準,調整中心柱垂直度、中心。
2.3 鍵槽板安裝
2.3.1 鍵槽板預裝
a.檢查帶孔的3mm中間墊片,對其進行清掃、去毛刺。
b.在每根磁軛大鍵和鍵槽板之間加1張3 mm厚的中間墊片,用M 16的螺栓將磁軛大鍵、墊片、鍵槽板組合成一個整體。螺栓可隨疊片高度的增加逐步拆除。
c.將鍵槽板掛裝到轉子支架上,調整其徑向、切向垂直度、高程、弦距到設計范圍內。
d.調整完畢后,測量鍵槽板半徑,計算其與設計值的差值,并考慮保證焊接時的預留間隙為3~5mm,計算加工量。
e.在鍵槽板上打上數字鋼號,其編號應與轉子支立筋板編號相對應,標記應清晰可見。
f.預裝完畢,拆除鍵槽板,將需要加工放入鍵槽板裝箱準備進行加工。裝箱擺放時應小心,以免精加工面損傷。
2.3.2 鍵槽板加工余量計算
圖3 鍵槽板安裝結構示意圖
鍵槽板的安裝與調整根據組焊后轉子支架1~ 32號腹板的實測外徑,精確計算出對應的鍵槽板的機加工余量(一般為5~18 mm)來加工鍵槽板。鍵槽板等附件與磁軛、腹板的配合關系如圖3所示。計算確認鍵槽板加工余量。
2.3.3 鍵槽板的正式安裝
a.安裝已經加工好的鍵槽板。清理3mm墊片、主鍵,并在水平狀態下,測量鍵槽板槽寬、槽深,做好記錄。按照鍵槽板編號配鍵,涂上潤滑脂。
b.用螺栓將調整墊片與主鍵、鍵槽板連成整體。
c.吊起鍵槽板,用臨時支撐固定在支架上,調整各項尺寸符合圖紙要求。
d.掛裝其他鍵槽板,32根鍵槽板弦距均分。
2.4 下磁軛壓板的安裝
2.4.1 設備準備與尺寸檢查
全面清理磁軛壓板并過秤,以便疊片時按照質量對稱布置,按圖紙檢查螺孔位置及尺寸。
2.4.2 下壓板的初步安裝a.將2個支墩擺放到下壓板外圓的位置上。b.下壓板共32塊,2種型號各16塊,安裝時應交替擺放。
c.以+Y方向為基準擺放下壓板。將下壓板按編號吊到臨時支撐上。下壓板內測支撐在高程已經調整好的鍵槽板底部掛鉤上,外側支撐在2個螺旋千斤頂臨時支撐上。
d.初步調整下壓板水平。
2.4.3 下壓板的安裝、調整
將疊片銷插入下壓板孔中,按圖紙要求將磁軛沖片疊5層左右,軛高為50~60mm,形成磁軛的基礎部分。基礎部分的調整應達到工藝要求,特別注意檢查鍵槽板掛鉤與下壓板應沒有間隙。
2.4.4 磁軛基礎的正式形成
在磁軛基礎各個指標通過驗收后,保留下壓板調整時所疊裝的磁軛沖片,繼續疊片約120 mm高,形成磁軛基礎。檢查有無錯誤,調整每塊磁軛沖片上的疊片銷,使每張磁軛沖片上有4個長疊片銷和4個短疊片銷。利用已準備好的木方將疊片銷頂住使其露出磁軛沖片200mm左右。檢查磁軛大鍵與磁軛應沒有徑向間隙,插入磁軛副鍵,用C型卡固定在適當的高度,并保證沒有切向間隙,復測磁軛大鍵徑向、切向垂直度。
2.5 磁軛疊裝
2.5.1 疊片方法(見圖4)
a.疊片過程中沖片的正面應統一向上,并按圖紙疊裝。
b.鐵片疊裝時,如果鐵片與疊片銷的摩擦力過大,鐵片無法順利落下,可用塑料錘、橡皮錘或其它非金屬鐵錘進行敲擊,將鐵片擊落與已疊鐵片壓緊,但不能使用金屬材質的錘子進行敲擊。
c.疊片時,應重新將要疊的鐵片擦干凈,以保證鐵片的清潔度。
d.安排專人對疊片進行整形,用塑料錘或木錘沿徑向敲擊沖片(緊靠主鍵無間隙)。巡視檢查有無疊片錯誤。
e.疊裝過程中應及時加入通風槽片。
f.每次添加的通風槽片其導風帶方向與通風溝方向應一致。
g.每次疊加通風槽片后進行磁軛圓度測量,每次在圓周上測量32點(每個立筋處測量1點,垂直方向測量3點)。達到上述要求后繼續疊片。

圖4 磁軛疊裝示意圖
2.5.2 特殊片的疊裝
圖5 通風槽疊裝示意圖
a.當疊片至1 700 mm高度時疊裝特殊片。特殊片疊裝(見圖5)后可以形成留有18 mm高間隙的通風槽,用于安裝固定磁極撐塊的螺桿。
b.此處疊片共6層,每層80張。按照磁極位置定位,2張相鄰的特殊片接縫應處在非磁極掛裝位置的鴿尾槽內。
c.鐵片疊裝時如果鐵片與疊片銷的摩擦力過大,鐵片無法順利落下,可用塑料錘、橡皮錘或其它非金屬鐵錘進行敲擊,將鐵片擊落與已疊鐵片壓緊,但不能用金屬材質的錘子進行敲擊。
d.疊片時應重新將要疊的鐵片擦干凈,保證鐵片的清潔度。
安排專人對疊片進行整形。整形選用塑料錘或木錘沿徑向敲擊沖片(緊靠主鍵無間隙)。巡視檢查有無疊片錯誤。
2.5.3 補償片的疊裝
a.對不同規格的補償片(見圖6)疊裝按不同種類進行分類,去除毛刺、卷邊。
b.在磁軛疊裝的一定高度增加補償片(徑向、內、外)。具體補償方式可根據分段壓緊后實測高度進行計算。
c.添加補償片時,注意補償片的型號,不要擺放到錯誤的位置
d.補償片應及時整形,邊角不能突出于磁軛的外端,不可變形。
e.螺孔位置的整形應整齊,以防在后繼施工中造成螺桿穿入困難。

圖6 補償片
f.疊裝補償片時要與壓緊螺栓孔的位置、磁軛沖片外沿對齊。不能超出磁軛形成高點。
2.5.4 磁軛壓緊過程
磁軛(見圖7)分6次壓緊,壓緊高度分別為600 mm、1 200 mm、1 800 mm、2 400 mm、3 000 mm、3 420 mm(包括上、下壓板厚度60 mm)。
2.5.5 磁軛壓緊步驟
a.安放上壓板。
b.檢查每次壓緊前的磁軛圓度、垂直度、半徑(64組/圈,每組上、中、下3點)、高度(96組/圈,每組內、中、外3點),如果半徑,圓度超差應先進行整形。

圖7 磁軛預壓示意圖
c.穿入工具、永久螺桿和套管。
d.用4臺或8臺風動扳手,按對稱、均布、同步緊固,徑向按中、內、外圈順序壓緊。
e.檢查壓緊后磁軛高度、圓度,確定下次補償片的添加方案。
f.拆除螺桿、套管及上壓板。
g.繼續疊片。
2.6 永久螺桿的安裝
安裝前應檢查螺桿絲扣有無損傷,按不同規格進行清掃、分類。
用預壓螺桿壓緊磁軛,測量磁軛圓度、垂直度、半徑、高度,各部均達到設計要求后進行更換螺桿。更換螺桿時應根據預壓螺桿把緊力矩折算成永久螺桿拉伸力,再更換永久螺母進行最終壓緊。
3 結束語
三峽右岸磁軛疊裝新工藝經實踐證明是成功的,首臺機安裝周期較左岸提前了1個多月,而且驗收各項指標均達到優良水平。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55