汽輪發電機集電環、碳刷發熱原因分析
2010-04-21 02:29:48曹鳳波宋強義
東北電力技術 2010年4期
關鍵詞:發電機
曹鳳波,宋強義
(哈爾濱電機廠有限責任公司,黑龍江 哈爾濱 150040)
集電環、碳刷是發電機動靜接觸和交換能量的關鍵部件,在實際運行中,碳刷與集電環發熱現象極為普遍,如不能及時處理,將引起集電環燒損惡性事故。
1 機組概況
1.1 機組主要參數
額定轉速:3 000 r/m in
有功功率:300 MW
功率因數:0.85
額定勵磁電壓:365 V
額定勵磁電流:2 642 A
1.2 集電環及刷架結構
某發電廠300 MW發電機組勵磁方式為靜止型勵磁系統,發電機刷架與導電環為合二為一的整體結構,每個導電環由兩瓣拼成,選用優質的鑄硅黃銅材料。集電環外圓周表面開有螺旋溝,沿集電環圓周有斜的通風孔,每個導電環分別裝設恒壓式刷握和碳刷。運行中碳刷與集電環采用強制通風冷卻,冷風由2個集電環的外側導入,熱風由裝在轉子上的2個并聯的離心式風扇帶出。進風和出風均由管道引至廠房外部,發電機刷架裝配結構如圖1所示。
1.3 集電環及碳刷運行要求
a.集電環表面應形成均勻光澤的氧化膜。
b.集電環表面無凹坑等缺陷。
c.碳刷與集電環均勻接觸達90%以上。
d.碳刷無跳動、破損等。
e.集電環和碳刷運行溫度應在90℃以下。
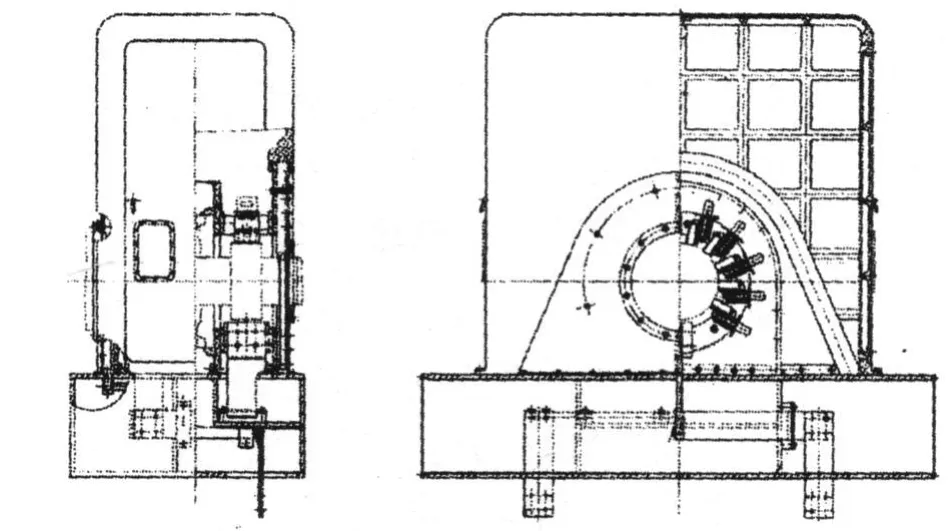
圖1 發電機刷架裝配結構
2 事故情況
2.1 事故經過
2009年10月4日20:00,某發電廠300 MW發電機組有功功率10 MW、無功功率70 Mvar、勵磁電流1 500 A時發現發電機外側集電環和碳刷發熱,但電刷沒有打火現象,集電環最高溫度達130℃,碳刷最高溫度達180℃,而內側集電環溫度僅有60℃。隨后機組降低負荷至有功功率2.5 MW,同時將隔音罩門敞開,并外接風扇進行強制冷卻,但集電環發熱狀況沒有緩解,機組被迫于10月5日0:00停機。
2.2 檢查結果
2.2.1 碳刷
檢查發現碳刷與外側集電環頂部配合的電刷頂側崩損(見圖2)。
2.2.2 集電環
a.外觀檢查
集電環表面沒有明顯劃痕,但局部有發藍痕跡) (見圖3)。
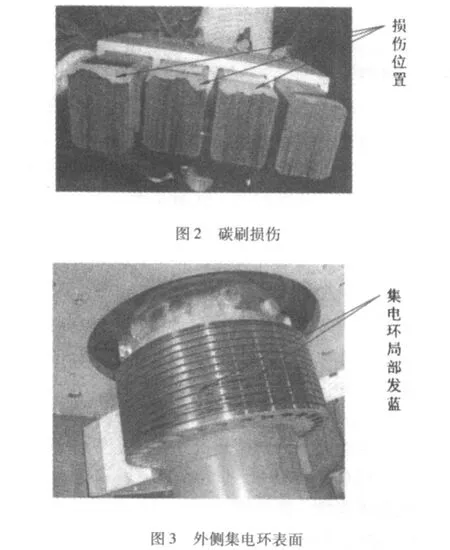
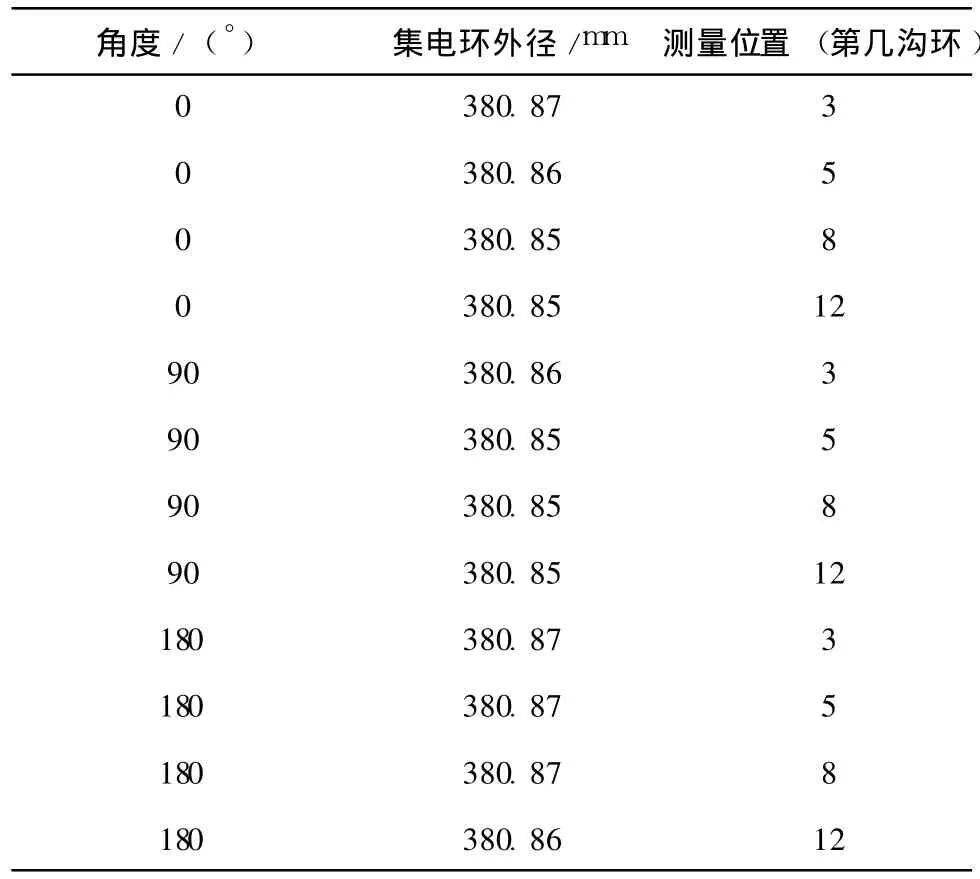
表1 集電環橢圓度及尺寸
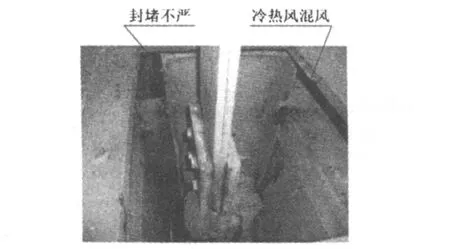
圖4 刷架底部混風
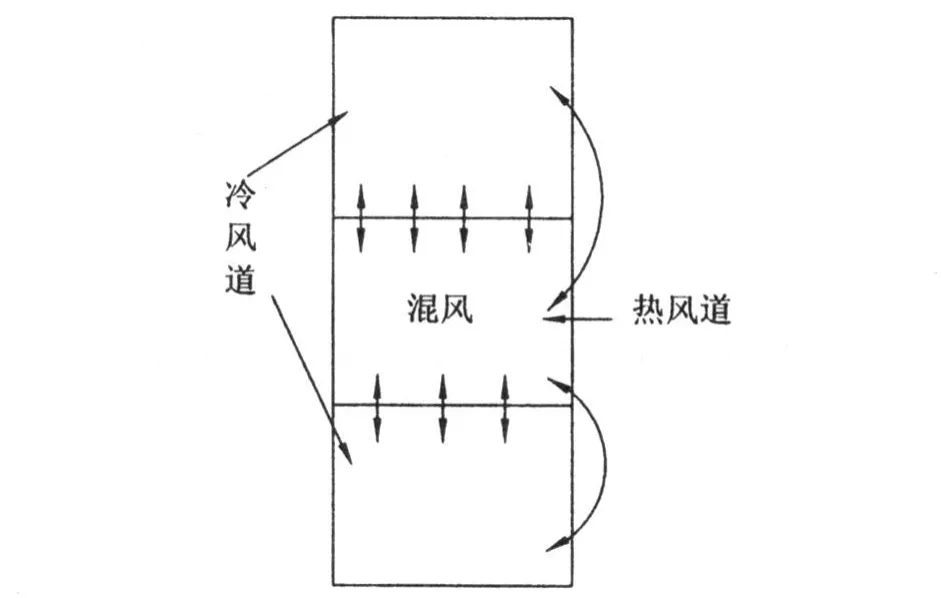
圖5 混風示意圖
b.測量尺寸
現場使用千分尺測量集電環外徑。檢查集電環尺寸有無偏差,測量結果如表1所示。
c.通風回路
檢查發現施工期間刷架底部冷熱風道沒有有效封堵(如圖4、圖5所示),在刷架底板下部存在嚴重混風情況。
3 事故原因及處理措施
3.1 原因
通過檢查分析可以判定,造成集電環和碳刷發熱的主要原因是通風不良和冷、熱風混風所致。
集電環發熱是由集電環自身電阻發熱量Q11、碳刷接觸壓降發熱量Q22、碳刷熱傳導熱量Q33構成。集電環總發熱量為
在集電環發熱總量中,集電環自身電阻發熱Q11所占比例較小,可以忽略,因此,集電環的發熱由碳刷的發熱量決定,集電環溫度隨碳刷溫度的變化而變化。當冷、熱風混風和通風不良時,碳刷熱量不能有效散發,導致碳刷溫度和集電環溫度升高。
運行中集電環和碳刷常見的故障為發熱、產生火花、燒損電刷刷握及集電環。產生過熱故障的原因主要有以下幾方面。
a.通風不良
通風不良主要是因為冷卻風道、集電環表面通風溝及通風孔堵塞,循環風扇風量下降。當運行中集電環表面溫度過高時,導致電刷磨損加劇,碳粉積聚增加,堵塞集電環表面的散熱通道。
b.接觸電阻過大或分布不均勻
集電環和電刷是通過相互滑動接觸導通勵磁電流,每個集電環上分布數十只電刷,由于接觸電阻不同、電流分配差異而導致發熱不均勻。
c.機械摩擦
集電環與電刷過熱故障中大部分是由于機械摩擦等原因造成。如果在開機時未加勵磁就發現集電環與電刷溫度高或運行中溫度過高,拔出幾只電刷后,溫度反而降低,基本可以判斷為機械摩擦導致。
3.2 處理方法
a.對風道進行有效隔離和整改。
b.對刷架上需焊接的角鐵進行焊接。
c.用砂紙的本面打磨外側集電環,去除高點和氧化膜。
d.測量轉子的直流電阻,并與出廠值比較,使其在合格范圍內。
e.機組啟動時通過勵磁系統給集電環表面提供一定的小電流,保證集電環形成氧化膜。
4 維護及注意事項
a.檢查集電環上的碳刷有無冒火現象,如出現火花應進行處理。碳刷發生火花的原因和消除方法如表2所示。
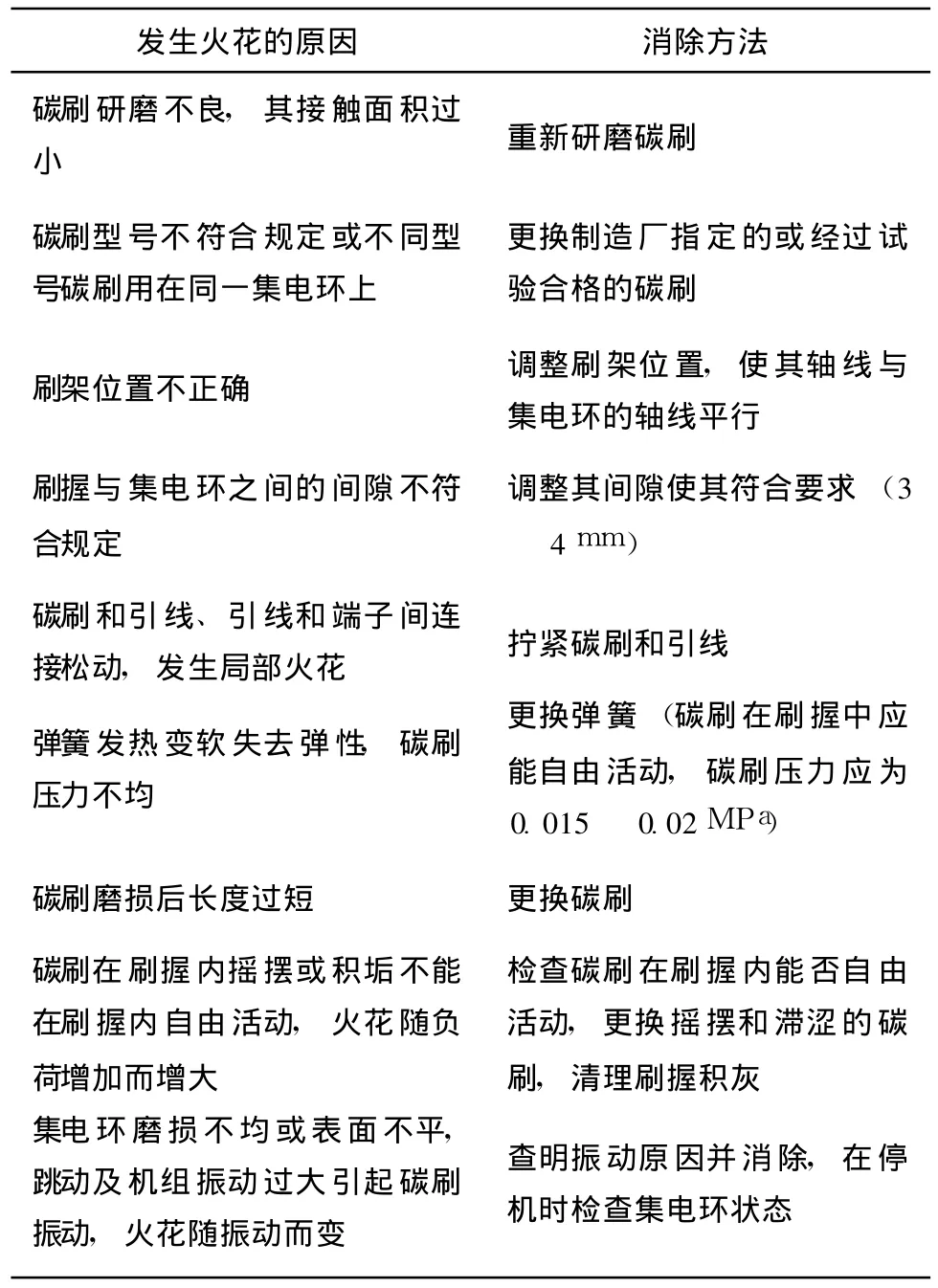
表2 碳刷發生火花的原因和消除方法
b.經常檢查碳刷的活動情況。用提刷的方法檢查碳刷在刷握內上下活動是否自由、有無卡刷、碳刷是否焊附在刷握壁。當發生卡刷和碳刷焊附現象時,應立即研磨碳刷,清理刷握內壁,使碳刷恢復上下自由活動能力。
c.經常檢查刷辮是否完好、碳刷是否脫辮、導線是否氧化及燒斷股線、接觸是否良好、有無過熱現象,如出現發黑或燒傷等現象,應更換碳刷。
d.檢查碳刷有無顫振。集電環磨損不均、碳刷松弛、機組振動等將引起碳刷顫振,此時必須將碳刷從刷握中拔出,檢查是否有損壞情形,查明顫振原因并消除。為減小振動,刷握最低點距離滑環3 4mm,既能保證足夠間隙裕度,又可減小振動。
e.檢查刷握和刷架有無積垢,定期用刷子掃除或吹風機吹凈。每次停機時應清除集電環通風溝、孔內碳塵物,防止影響散熱及通風效果。
f.控制碳刷電流分配和溫度變化。配備直流鉗形電流表和遠紅外測溫儀,定期測量和掌握集電環表面有無過熱現象,其溫度應<120℃。每個碳刷電流控制在20 100 A,及時消除電流不平衡、氣膜、氧化膜、卡阻等現象,保證碳刷在良好平衡狀態工作。
g.檢查碳刷磨損程度。刷塊邊緣是否剝落,如果碳刷磨損嚴重或刷塊有剝落,必須更換。正常運行中碳刷磨損掉1/3或碳刷在刷握內有搖擺,應及時更換。消除碳刷太短、電阻值變大、卡阻、階梯形四面體等現象。
[1] 北京電力學校.電機學[M].北京:電力工業出版社, 1979.
[2] 李偉清,王紹禹.發電機故障檢查分析及處理[M].北京:電力工業出版社,1995.
[3] 李錄平,晉風華.汽輪發電機組碰摩振動的檢測、診斷與控制[M].北京:中國電力出版社,2006.
[4] 陳天翔,王寅仲.電氣試驗[M].北京:中國電力出版社,2005.
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45