球墨鑄鐵襯套的熱處理工藝研究
2010-03-28 03:56:18陳奕高
裝備制造技術 2010年9期
陳奕高
(柳州市產品質量監督檢驗所,廣西 柳州 545001)
鐵路機車、車輛中大量使用的各種襯套,要求具有較高的強度和硬度、較好的塑性、韌性和良好的耐磨性。目前使用最多的,是利用低碳鋼經滲碳淬火回火處理或中碳鋼經淬火回火處理等方法制造的襯套,俗稱鋼襯套。長期的使用實踐證明,鋼襯套的耐磨性較差,容易磨損超限而報廢,使用壽命短,難以適應鐵路運輸高速重載的發展要求。因此,提高襯套的耐磨性,是有效延長使用壽命、降低制造成本的關鍵。
球墨鑄鐵中由于石墨的存在,具有比鋼更好的耐磨性。球墨鑄鐵中的石墨呈球狀,對金屬基體的破壞作用較小,其機械性能主要取決于基體組織的性能。因此通過適當的熱處理,球墨鑄鐵能在保持其良好耐磨性的同時,獲得較高的強度、硬度和較好的塑性、韌性,是制造襯套的理想材料。
等溫淬火是目前發揮球墨鑄鐵材料潛力最有效的一種熱處理方法。根據《鐵路客車用貝氏體球墨鑄鐵襯套技術條件》的規定,貝氏體球墨鑄鐵襯套經等溫淬火處理后,其力學性能應滿足以下要求(見表1)。
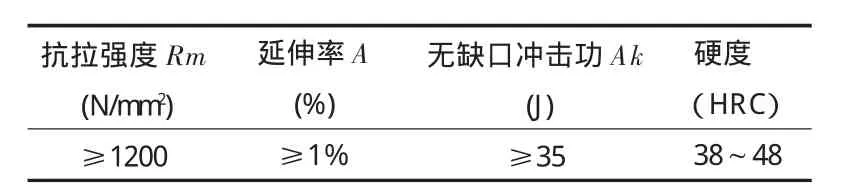
表1 貝氏體球墨鑄鐵襯套的力學性能指標表
熱處理是球墨鑄鐵襯套生產過程中非常重要的環節,其工藝的合理性,直接影響襯套的組織和性能,直接影響襯套的使用壽命。所以對球墨鑄鐵襯套的熱處理工藝進行研究,是十分必要的。
1 原材料的化學成分和金相組織
制作襯套的原材料,要有適當的金相組織和化學成分,這是生產合格襯套的基礎,也是制定襯套熱處理工藝的重要依據。經對原材料進行金相檢驗和化學成分分析,結果如下:
1.1 原材料的化學成分
原材料的化學成分:C=3.56%,Si=2.89%,Mn=0.34%,S=0.006%,P=0.066%。
1.2 原材料的金相組織
原材料的金相組織分別見圖1、圖2。
由圖1可見,原材料的石墨形態(放大倍率100×):球化等級為2級,石墨大小為7~6級。
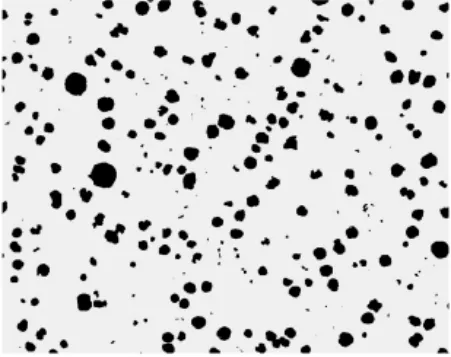
圖1 原材料的石墨形態
由圖2觀察到原材料的金相組織(放大倍率100×):其基體組織由“鐵素體+珠光體”構成。
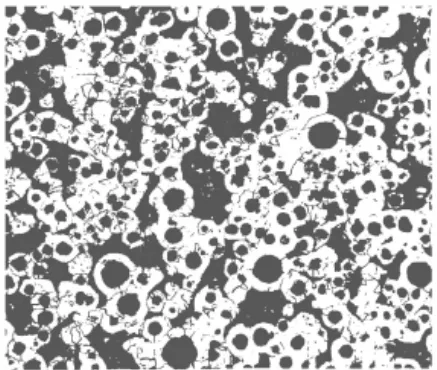
圖2 原材料的金相組織
2 等溫淬火鹽浴組成的選擇
經反復比較,我們選擇使用NaNO3∶NaNO2=1∶1的混合鹽浴。此混合鹽浴具有以下優點:
(1)熔點低,剛好滿足球墨鑄鐵襯套等溫淬火溫度較低的要求;
(2)比容熱大,平均比容熱為1.80 kJ/(kg·℃)。
比容熱大,意味著同樣數量的鹽浴中,可以同時處理更多的產品,有利于提高生產效率。
3 熱處理工藝參數的選擇
球墨鑄鐵襯套的等溫淬火熱處理工藝,主要參數是奧氏體化溫度和保溫時間、等溫淬火溫度和保溫時間。通過選擇合理的熱處理工藝參數,確保球墨鑄鐵經等溫淬火后獲得具有較高強度、較高塑性韌性和熱處理變形小的下貝氏體組織。
3.1 奧氏體化溫度的選擇
選擇襯套的奧氏體化溫度,要綜合考慮化學成分、原始組織和壁厚等因素。既要保證基體組織能夠完全奧氏體化,不殘留鐵素體;又要避免溫度過高,導致奧氏體晶粒粗大,等溫淬火后殘留奧氏體數量增加并呈網狀分布,降低球墨鑄鐵襯套的機械性能。本次試驗將沖擊試樣和硬度試樣在RXQ3—45—12高溫箱式爐分別用860℃、880℃、900℃、930℃進行奧氏體化,保溫30min后在RYG—50—5硝鹽爐中進行300℃、60 min等溫淬火,然后測定其沖擊功和硬度,其結果如圖3所示。
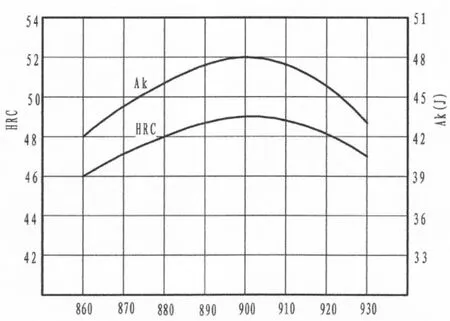
圖3 奧氏體化溫度對硬度和沖擊功的影響
由圖3可以看出,在860~900℃溫度范圍內,隨奧氏體化溫度升高,硬度和沖擊功升高。這是因為在球墨鑄鐵中,石墨是通過溶解和析出參與相變的。隨著奧氏體化溫度的升高,越來越多的石墨碳溶入奧氏體,奧氏體中碳的固溶量升高,提高了奧氏體的淬透性,使試樣經等溫淬火獲得的下貝氏體組織數量增加,故沖擊功隨之提高;而奧氏體中碳含量的提高,會保留在隨后形成的下貝氏體組織中,使其硬度值提高。但奧氏體化溫度超過900℃后,隨著溫度的繼續升高,奧氏體晶粒會逐漸變得粗大,等溫淬火后殘留奧氏體數量增加,并沿晶界呈網狀分布,反而使試樣的硬度值和沖擊功有所下降。所以,奧氏體化溫度選擇在890~910℃之間較為合適,試樣可以獲得較高硬度和沖擊功。
3.2 奧氏體化保溫時間的選擇
奧氏體化保溫時間,以使球墨鑄鐵襯套熱透均溫和奧氏體成分均勻化為原則。在具體選擇奧氏體化保溫時間時,應考慮球墨鑄鐵的化學成分及原始組織中,鐵素體與珠光體的相對數量等影響因素。比如,原始組織中鐵素體數量比較多時,可以適當延長保溫時間。根據生產的實際情況,使用箱式爐加熱,保溫時間選擇30min左右比較合適。
3.3 等溫淬火溫度的選擇
本次試驗將拉伸試驗試樣、沖擊試驗試樣和硬度試樣經900℃加熱、保溫30min后,分別在230℃、250℃、270℃、300℃和350℃、400℃等溫60min后空冷,測定其硬度、抗拉強度、延伸率和沖擊功,繪制出關系曲線(結果如圖4所示)。
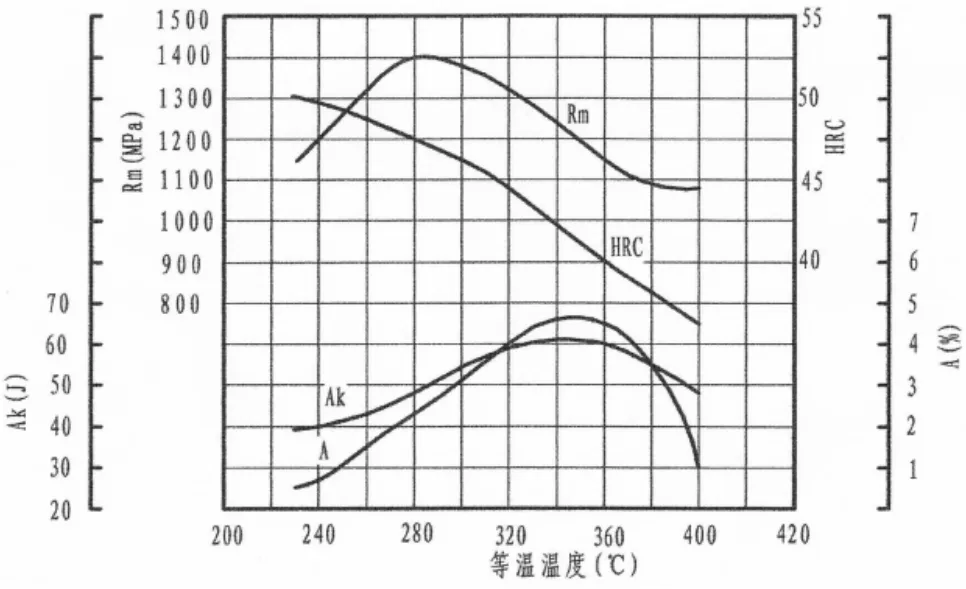
圖4 等溫溫度與機械性能的關系
從球墨鑄鐵的奧氏體等溫轉變曲線可以看出,其馬氏體開始轉變溫度Ms為230℃,如果在低于230℃的鹽浴中進行等溫淬火,將會獲得馬氏體組織。所以,本次等溫溫度選擇試驗限定在230~400℃的范圍內。從圖4可以看出,在230~350℃的溫度范圍內,隨著等溫溫度的升高:
(1)試樣的硬度逐漸下降;
(2)延伸率和沖擊功逐漸提高,當等溫溫度升高至350℃左右時,延伸率和沖擊功達到最高值;
(3)抗拉強度逐漸提高,當等溫溫度升高至280℃時,抗拉強度最高,然后逐漸降低。
在這個溫度范圍內等溫淬火,轉變產物是下貝氏體,具有較高的綜合機械性能。當等溫溫度超過350℃后,隨著等溫溫度的繼續提高,硬度、抗拉強度、延伸率和沖擊功,都呈明顯的下降趨勢。因為此時的轉變產物是上貝氏體,其硬度、抗拉強度、延伸率和沖擊功都比下貝氏體低。球墨鑄鐵襯套的機械性能,要求以高強度、高硬度和高耐磨性為主,同時具備一定的塑性和韌性。所以選擇等溫溫度250~320℃比較合適,可以獲得綜合機械性能較好的下貝氏體組織。
3.4 等溫保溫時間的選擇
球墨鑄鐵襯套在等溫淬火時,所發生的貝氏體轉變是一種不完全轉變,由過冷奧氏體轉變為下貝氏體組織延續的時間很長。如果等溫時間不足,必然有一部分過冷奧氏體來不及轉變為下貝氏體,而在隨后的空冷過程中,轉變為淬火馬氏體和少量的殘留奧氏體,并產生一定的組織應力,從而使襯套的硬度提高,塑性、韌性下降。等溫時間對硬度和沖擊值的影響如圖5所示。
從圖5中可以看出,當保溫時間超過90min后,硬度和沖擊值的變化不大,曲線趨近于水平,這說明過冷奧氏體轉變為下貝氏體的過程接近完成。按照組織相變規律,轉變后期速度非常緩慢,再延長保溫時間,對性能的影響很小。如果等溫時間過長,會使生產周期延長,降低生產效率。綜合各方面因素考慮,等溫時間選擇60~90min比較合適。
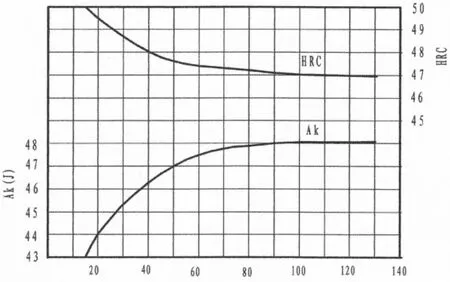
圖5 等溫時間對硬度和沖擊功的影響
4 力學性能試驗和金相組織檢驗結果
綜上所述,選定球墨鑄鐵襯套等溫淬火工藝參數為:奧氏體化溫度900℃,奧氏體化保溫時間30min,等溫溫度280℃,等溫保溫時間60min。為進一步驗證該工藝的可行性,分別用球墨鑄鐵加工成拉伸試驗試樣、沖擊試驗試樣和硬度試樣,嚴格按本工藝進行等溫淬火,然后分別測定其抗拉強度、延伸率、沖擊功和硬度等力學性能指標,并進行金相組織檢驗。檢驗結果如下:
4.1 球墨鑄鐵襯套試樣力學性能
球墨鑄鐵襯套試樣力學性能詳見表2。由表2可見,試驗結果完全符合《鐵路客車用貝氏體球墨鑄鐵襯套技術條件》的規定。
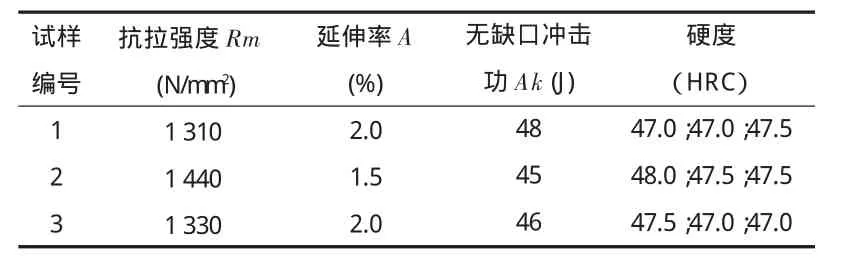
表2 球墨鑄鐵襯套試樣力學性能匯總表
4.2 球墨鑄鐵襯套金相組織
襯套等溫淬火后的金相組織見圖6,在放大倍率為500×的金相照片中,可見其組織為“下貝氏體+少量馬氏體+少量殘留奧氏體”。
圖6 球墨鑄鐵襯套金相組織
5 不同材料襯套耐磨性能比較
耐磨性是機車車輛使用的各種襯套的一個重要性能指標,耐磨性的好壞,直接影響到襯套的使用壽命。本文選擇球墨鑄鐵等溫淬火、45鋼淬火回火、Q235滲碳淬火回火3種不同材料工藝制造的襯套,進行耐磨試驗,以比較不同材料襯套的耐磨性。
耐磨試驗在MM-200試驗機上進行,滑動干磨擦。試樣不動,配磨件以200 r/min的轉速轉動,壓力為196 N。以試樣表面形成的磨痕寬度,表示試樣的磨損程度,每隔10min測量一次,磨損1 h。磨痕寬度越大,表示該試樣的耐磨性越差。
以時間為橫坐標,磨痕寬度為縱坐標,分別繪制3種材料的磨損曲線(如圖7所示)。
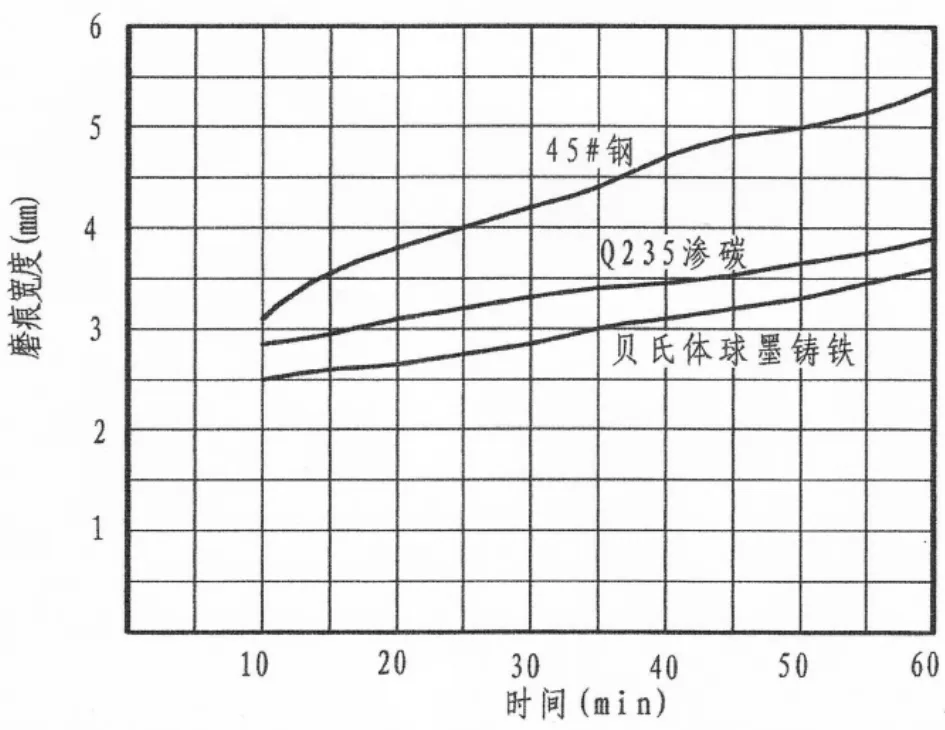
圖7 不同材料襯套耐磨性對比
可以看出,球墨鑄鐵等溫淬火試樣耐磨性最好,Q235滲碳淬火回火試樣次之,45鋼淬火回火試樣耐磨性最差。球墨鑄鐵經過等溫淬火后,獲得的組織是由下貝氏體、少量馬氏體、殘留奧氏體和球狀石墨所組成。其中,下貝氏體、馬氏體的強度、硬度較高,殘留奧氏體的塑性較好,而均勻分布在下貝氏體基體上的球狀石墨,在磨損的過程中容易脫落成為滑動面的潤滑劑,從而能起到減磨作用。此外,石墨脫落后所形成的顯微空洞,還是磨耗后所產生的微小磨粒的儲藏所,避免了微小磨粒對滑動面的進一步磨損。所以,球墨鑄鐵等溫淬火試樣的耐磨性,要比其他兩種材料好。
6 結束語
(1)球墨鑄鐵襯套在等溫淬火后,獲得的下貝氏體組織,具有較高的強度、硬度、較好的塑性韌性和良好的耐磨性。
(2)經試驗總結出來的球墨鑄鐵襯套等溫淬火工藝參數為:奧氏體化溫度900℃,奧氏體化保溫時間30min,等溫溫度280℃,等溫保溫時間60min比較合適。
(3)貝氏體球墨鑄鐵襯套綜合性能較好,其耐磨性優于鋼襯套。
[1]崔 崑.鋼鐵材料及有色金屬材料[M].北京:機械工業出版社出版,1981.
[2]樊東黎,王廣生,等.熱處理手冊[M].北京:機械工業出版社,2001.
[3]孫玉福,劉新田,趙靖宇.貝氏體抗磨球墨鑄鐵熱處理工藝研究[J].金屬熱處理,2002,(3):37-39.
[4]陳世和.車輛修造工藝與裝備[M].北京:中國鐵道出版社,1999.
[5]石子源,吳慶記.機械工程材料[M].北京:中國鐵道出版社,1998.