Moldflow在注射成型翹曲優化中的應用
2010-02-15 10:32:44趙龍志陳炳輝張尚兵
中國塑料 2010年5期
趙龍志,陳炳輝,楊 敏,張尚兵
(1.華東交通大學載運工具與裝備省部共建教育部重點實驗室,江西南昌330013;2.遼陽金興汽車內飾集團公司,遼寧遼陽 111000)
0 前言
隨著中國汽車行業的快速發展,人們對汽車內飾件注射成型產品的形狀和尺寸精度要求也越來越高,這就對設計人員提出了更高的要求。而高品質注塑制品的獲得,需要以優秀的制品設計、模具設計和注射成型工藝為前提。傳統的注塑模具設計主要依靠設計人員的經驗,由于塑料種類的多樣性,以及模具結構和加工工藝條件的不同,傳統設計方法已經無法滿足復雜制品和高精度塑料產品的要求[1]。隨著計算機輔助工程(CAE)技術的迅速發展,特別是Moldflow軟件的推出,設計人員可以利用Moldflow軟件在模具加工前模擬分析整個注射成型過程,準確地預測熔體的填充、保壓、冷卻情況以及塑件中的應力分布、分子和纖維取向分布、塑件的收縮和翹曲變形等情況,給注塑模具設計提供技術參考,以便能夠盡早發現問題并進行修改,從而降低制造成本和縮短開發周期[2]。
1 翹曲產生的原因及解決方案
翹曲變形是注塑制品常見的一種缺陷。可以分為穩定翹曲和非穩定翹曲2種形式。穩定翹曲是指翹曲變形與收縮應變成正比,非穩定翹曲是指由于平面應變過大導致制品彎曲,一般這種彎曲變形較大[3]。
產生翹曲變形的原因為[4]:1)冷卻不當。不均勻冷卻會導致制品產生較大的溫差,使制品在頂出后的二次收縮值相差很大,這種收縮差別將導致彎曲力矩的產生而使制品發生翹曲;2)分子取向不均衡。分子取向會導致平行流動方向和垂直流動方向的收縮不一致,導致翹曲;3)模具澆注系統設計有缺陷;4)脫模系統不合理;5)成型條件設置不當。
針對上述引起翹曲變形的原因,減少翹曲變形的主要措施有[5]:1)合理設計塑料制品的結構,盡量保證壁厚的均勻性;2)改善模具結構;3)采用合理的成型工藝參數;4)選擇收縮率較小及收縮均勻的材料。
2 基于Moldflow的注射成型模擬
2.1 分析前處理
在Pro/E中對汽車后門地毯壓條卡扣座進行造型,如圖 1所示,此零件外觀尺寸為 77.47 mm×41.77 mm×41.74 mm,厚度為2 mm,之后模型以 Stl格式導入Moldflow軟件中。根據模型的特點,為簡化模型,提高分析效率,在導入時采用雙面網格(fusion)模型。為了提高有限元分析的準確性,需對網格交叉、縱橫比等存在的問題進行優化,以保證沒有網格缺陷,如圖2所示。利用網格工具對網格優化后,有限元分析模型的數據為:網格數為4394、節點為2194,網格匹配率達到92.5%,符合翹曲分析的最低匹配要求(85%)。
圖1 汽車卡扣座Fig.1 Buckle in the automobiles
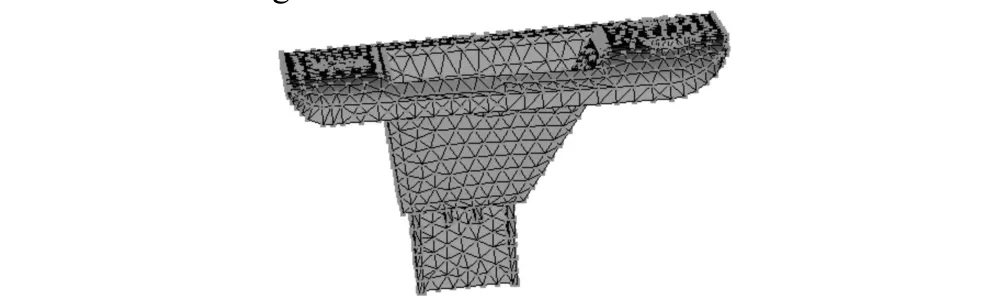
圖2 網格劃分模型Fig.2 The meshing model
2.2 最佳澆口位置分析
澆口位置的選擇非常重要,其直接影響熔體在模具型腔中的流動,從而關系到成型后的注塑件是否會產生翹曲變形、熔接痕等缺陷。設計人員可以通過Moldflow軟件中的 Gate Location模塊快速準確地分析出制品的最佳澆口位置,從而提高了模具設計的效率和注塑件的品質,大大降低了成本。本注塑件的材料選用聚丙烯(PP),并采用系統推薦的工藝進行參數設置。在完成了分析前處理后,進行分析計算得到最佳澆口位置。Moldflow軟件以文字的形式給出最佳澆口位置是在節點N86附近。如圖3所示,深色區域為最佳澆口區域。
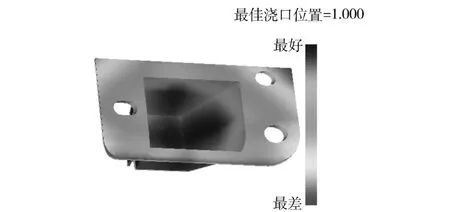
圖3 最佳澆口位置Fig.3 The best gate location
2.3 基于翹曲最小的最佳材料選擇
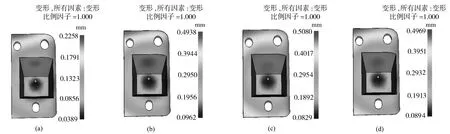
圖4 不同牌號PP注塑件的翹曲分析Fig.4 The warpage analysis of injection molded parts with different PP materials
在Moldflow軟件中,有 4種 PP:PP-7533、PP6773、PP6331和PP366。由于不同 PP之間的熱傳導等性能不同,所以翹曲情況也不同,因此要分別進行比較,以選擇合適的材料。在確定了最佳澆口位置后,根據系統推薦的工藝參數對4種PP進行翹曲分析,結果如圖4所示。從圖4可以看出,PP-7533的變形最小,因此選用PP-7533作為注塑件的材料。
2.4 基于翹曲最小的最佳成型工藝確定
確定了最佳澆口位置和最佳材料后,冷卻時間為20 s的條件下,根據系統推薦的模具溫度和熔體溫度(模具溫度范圍為 40~60℃,熔體溫度為 220~260℃),對25組不同的溫度值進行翹曲分析,保壓壓力和保壓時間如圖5所示,得到的翹曲結果如表1所示。
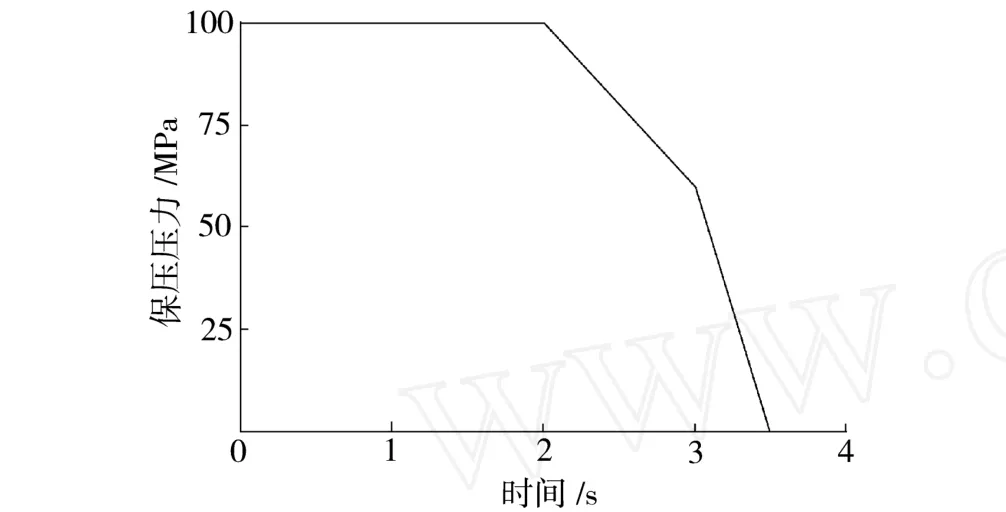
圖5 保壓壓力與保壓時間的關系Fig.5 The relationships between packing pressure and duration
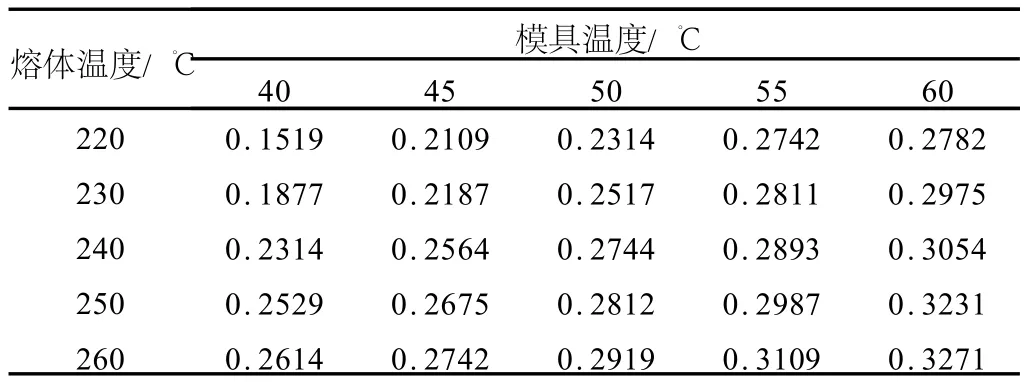
表1 不同模具溫度和熔體溫度時制品的翹曲值 mmTab.1 The warpage of the part at different mold temperatures and melt temperatures mm
從表1可以看出,在制品結構和其他成型工藝條件不變的情況下,設置不同的模具溫度和熔體溫度時,即使在同一處,其翹曲情況也會有很大的差別。溫度對制件的翹曲有很大的影響,熔體溫度越高,制件的翹曲越大。通過對分析結果的比較,確定最優的方案為材料PP-7533,模具溫度為40℃,熔體溫度為220℃。在此條件下,翹曲總量為0.1519 mm,如圖6所示,這主要是由塑料收縮不均勻引起的,達到設計要求。塑料制件需要嚴格控制氣穴和熔接痕,由于此處的氣穴與熔接痕都在制件裝配后的內部,不影響其外觀,因此可以不考慮其影響。
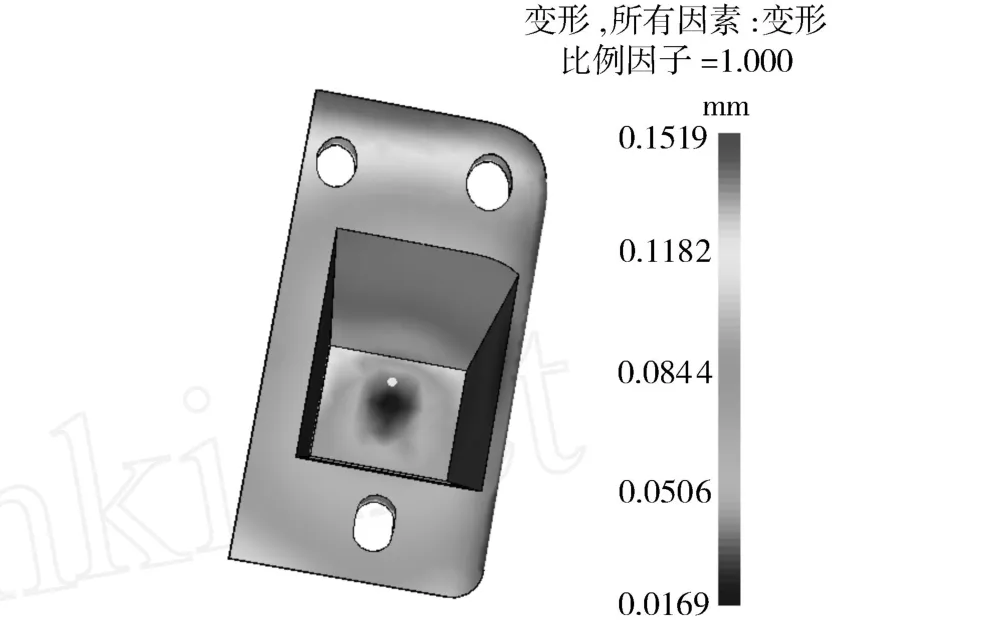
圖6 最佳條件下制品的翹曲變形量Fig.6 The warpage of the part under the best processing parameters
3 結論
(1)當采用牌號為 PP-7553的 PP、模具溫度為40℃、熔體溫度為220℃時,塑件的翹曲量最小,為0.1519 mm;
(2)運用Moldflow軟件對塑件進行模擬分析可提高產品精度,縮短產品開發周期,降低成本。
[1] 楊占堯.Pro/Engineer Wildfire 2.0產品造型與模具設計方案精解[M].北京:高等教育出版社,2005:5-6.
[2] 曹宏深,趙仲治.塑料成型工藝與模具設計[M].北京:機械工業出版社,1993:11-12.
[3] 張夕琴,張金標.基于正交試驗法進行注塑制品翹曲模擬分析及工藝優化[J].機械工人,2008,(1):68-70.
[4] 王 剛,單 巖.Moldflow模具分析應用實例[M].北京:清華大學出版社,2005:68-69.
[5] 黃鋼華,張益華,魯世紅,等.Moldflow/MPI翹曲分析在注塑模中的應用[J].塑料模具設計,2008,(8):64-67.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
